一种绕线机的套管固定工装的制作方法
1.本实用新型属于绕线机技术领域,尤其涉及一种绕线机的套管固定工装。
背景技术:
2.绕线机是把线状的物体缠绕到特定的工件上的设备,通常用于铜线缠绕。凡是电器产品大多需要用漆包铜线(简称漆包线)绕制成电感线圈,可以使用绕线机完成这一道或多道加工。然而,现有技术中绕制线圈时穿套管步骤较为复杂,耗时长,对人工熟练度要求较高,并且单轴绕线机与过线轮距离较远,极容易出现绕线时跳线的情况。
技术实现要素:
3.本实用新型实施例所要解决的技术问题在于提供一种绕线机的套管固定工装,旨在解决现有的绕线机绕制线圈时穿套管步骤较为复杂以及容易出现跳线情况的问题。
4.本实用新型实施例是这样实现的,一种绕线机的套管固定工装,其包括过线轮板、固定块、固定座以及夹持块,所述过线轮板用于安装过线轮,所述固定块固定在所述过线轮板上,所述固定块用于连接绕线机的移动轴,所述固定座固定在所述过线轮板一端,所述夹持块固定在所述固定座上,所述夹持块的顶面设置有翻转块,所述翻转块一端与所述夹持块的边缘铰接,所述翻转块另一端可翻转至与所述夹持块的顶面贴合,所述翻转块和所述夹持块之间设置有第一过线模,所述第一过线模包括分别设置在所述翻转块和所述夹持块上的第一半模和第二半模,所述第一半模和所述第二半模之间形成用于容置套管的空腔,所述夹持块内还设置有用于穿设套管的第二过线模。
5.进一步地,所述第一过线模和所述第二过线模的延伸方向相同。
6.进一步地,所述翻转块与所述夹持块连接的一端设置有枢接部,所述枢接部上设置有枢接孔,所述夹持块边缘设置有圆柱销,所述圆柱销插置在所述枢接孔中。
7.进一步地,所述固定座上穿设有固定杆,所述夹持块上连接有固定环,所述固定环套接在所述固定杆上。
8.进一步地,所述固定杆的远离所述固定座一端螺接有螺母,所述固定杆上还套接有第一限位块和第二限位块,所述第一限位块和所述第二限位块设置在所述固定环两侧,所述第一限位块的两端分别抵接所述固定座和所述固定环,所述第二限位块的两端分别抵接所述螺母和所述固定环。
9.进一步地,所述过线轮板上还设置有用于固定胶带轮的胶带轮固定板,所述胶带轮固定板自所述过线轮板的角部朝远离所述过线轮板方向延伸,所述胶带轮固定板和所述过线轮板的延伸方向形成一个夹角。
10.进一步地,所述胶带轮固定板和所述过线轮板的延伸方向形成的夹角为45
°
11.进一步地,所述过线轮板的中部开设有用于调整所述过线轮位置的腰型孔。
12.进一步地,所述过线轮板上对应所述固定块的位置设置有槽孔,所述固定块上开设有螺纹孔,所述螺纹孔螺接有螺栓,所述螺栓穿过所述槽孔,所述螺栓的头部和所述过线
轮板之间夹设有垫片。
13.本实用新型实施例与现有技术相比,有益效果在于:本实用新型在绕制线圈时,预先在第二过线模内插入套管,再从工装背面插入漆包线穿出套管,线圈绕制完成后,打开翻转块放入套管后夹紧,再从第一过线模的正面插入尾部漆包线并穿出套管,最后打开翻转块取出穿好套管的漆包线,操作步骤简单,解决了线圈绕制时穿套管步骤对人工熟练度要求高的问题,极大减小单工序耗时,并且本实用新型相当于在过线轮与绕线机主机转轴之间增加了一个对套管进行夹持固定的压紧装置,可避免跳线情况出现。
附图说明
14.图1是本实用新型实施例提供的绕线机的套管固定工装的整体结构示意图;
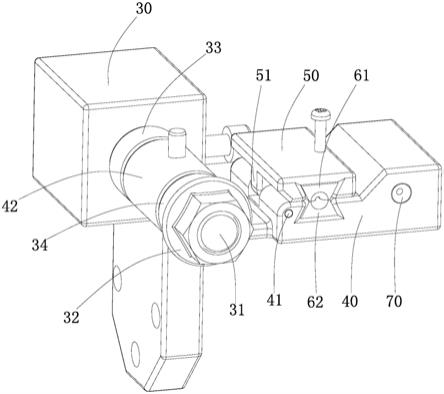
15.图2是本实用新型实施例提供的绕线机的套管固定工装的部分结构示意图。
16.在附图中,各附图标记表示:
17.10、过线轮板;11、腰型孔;12、槽孔;13、螺栓;14、垫片;15、沉头孔;20、固定块;30、固定座;31、固定杆;32、螺母;33、第一限位块;34、第二限位块;40、夹持块;41、圆柱销;42、固定环;50、翻转块;51、枢接部;61、第一半模;62、第二半模;70、第二过线模;80、胶带轮固定板。
具体实施方式
18.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
19.如图1和图2所示,是本实用新型实施例提供的一种绕线机的套管固定工装,包括过线轮板10、固定块20、固定座30以及夹持块40,过线轮板10用于安装过线轮,固定块20固定在过线轮板10上,固定块20用于连接绕线机的移动轴,确保固定工装在使用时可以跟随排线结构同步平移。
20.固定座30固定在过线轮板10一端,固定座30和固定块20设置在过线轮板10的同一侧,夹持块40固定在固定座30上,夹持块40的延伸方向与过线轮板10的板面垂直。夹持块40的顶面设置有翻转块50,翻转块50一端与夹持块40的边缘铰接,翻转块50另一端可翻转至与夹持块40的顶面贴合,翻转块50和夹持块40之间设置有第一过线模,第一过线模包括分别设置在翻转块50和夹持块40上的第一半模61和第二半模62,第一半模61和第二半模62之间形成用于容置套管的空腔,第一半模61可随翻转块50翻转,夹持块40内还设置有用于穿设套管的第二过线模70。
21.本实用新型在绕制线圈时,预先在第二过线模70内插入套管,再从工装背面插入漆包线穿出套管,线圈绕制完成后,打开翻转块50放入套管后夹紧,再从第一过线模的正面插入尾部漆包线并穿出套管,最后打开翻转块50取出穿好套管的漆包线,操作步骤简单,解决了线圈绕制时穿套管步骤对人工熟练度要求高的问题,极大减小单工序耗时,并且本实用新型相当于在过线轮与绕线机主机转轴之间增加了一个对套管进行夹持固定的压紧装置,可避免跳线情况出现。
22.本实施例中,第一过线模和第二过线模70的两端分别外露出夹持块40两侧的表
面,并且第一过线模和第二过线模70的延伸方向相同,即第一过线模和第二过线模70相互平行设置。第一过线模和第二过线模70的材质为赛钢,套管为铁氟龙套管,具有优异的电绝缘性能。第一过线模和第二过线模70可根据线径的大小进行更换,从而增强本实用新型的固定工装的适配性和灵活性。
23.在一个实施例中,翻转块50与夹持块40连接的一端设置有枢接部51,枢接部51上设置有枢接孔,夹持块40边缘设置有圆柱销41,圆柱销41插置在枢接孔中,从而使得翻转块50可翻转。
24.在一个实施例中,固定座30上穿设有固定杆31,夹持块40上连接有固定环42,固定环42套接在固定杆31上,从而实现夹持块40与固定座30的固定。进一步地,固定杆31的远离固定座30一端螺接有螺母32,固定杆31上还套接有第一限位块33和第二限位块34,第一限位块33和第二限位块34设置在固定环42两侧,第一限位块33的两端分别抵接固定座30和固定环42,第二限位块34的两端分别抵接螺母32和固定环42,第一限位块33和第二限位块34可防止夹持块40前后窜动,保证套管穿线的稳定性。本实施例中,第一限位块33、第二限位块34以及固定环42均为尺寸相同的圆环,从而可进一步提高限位效果。
25.在一个实施例中,过线轮板10上还设置有用于固定胶带轮的胶带轮固定板80,对于胶带取用更加方便,胶带轮固定板80和固定座30设置在过线轮板10的相对两侧。具体的,胶带轮固定板80自过线轮板10的角部朝远离过线轮板10方向延伸,胶带轮固定板80和过线轮板10的延伸方向形成一个夹角,从而避免包绕胶带时产生干涉。可选的,胶带轮固定板80和过线轮板10的延伸方向形成的夹角为45
°
,在其他可能的实施方式中,胶带轮固定板80和过线轮板10的延伸方向形成的夹角也可以为40
°
、50
°
或60
°
等,本实施例对此不做限制。
26.在一个实施例中,过线轮板10的中部开设有腰型孔11,腰型孔11固定过线轮时可对过线轮的位置进行微调以确保张力符合要求,本实施例的过线轮板10上可同时安装4个过线轮。过线轮板10上还开设有沉头孔15,固定座30通过沉头孔15和内六角螺栓13固定在过线轮板10上。
27.在一个实施例中,过线轮板10上对应固定块20的位置还设置有槽孔12,固定块20上开设有螺纹孔,螺纹孔螺接有螺栓13,螺栓13穿过槽孔12,螺栓13的头部和过线轮板10之间夹设有垫片14,从而可对固定块20的方向和伸出过线轮板10的长度进行灵活调节。
28.综上所述,本实用新型在绕制线圈时,预先在第二过线模70内插入套管,再从工装背面插入漆包线穿出套管,线圈绕制完成后,打开翻转块50放入套管后夹紧,再从第一过线模的正面插入尾部漆包线并穿出套管,最后打开翻转块50取出穿好套管的漆包线,操作步骤简单,解决了线圈绕制时穿套管步骤对人工熟练度要求高的问题,极大减小单工序耗时,并且本实用新型相当于在过线轮与绕线机主机转轴之间增加了一个对套管进行夹持固定的压紧装置,可避免跳线情况出现。
29.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1