一种电动车锂电池装配工装的制作方法
1.本实用新型涉及电动车锂电池加工技术领域,具体为一种电动车锂电池装配工装。
背景技术:
2.锂电电动车即锂电池电动车,指搭载锂离子电池的电动汽车,近年来,传统内燃机汽车所造成的环境问题和石油资源紧缺使人们将视野投向了新能源汽车,纯电动汽车以其能真正实现“零排放”而成为电动汽车的重要发展方向,锂离子电池具有重量轻、储能大、功率大、无污染等特点,成为了新一代电动汽车的理想动力源,在对电动车锂电池进行组装时,需要用到装配工装来对电动车锂电池进行组装。
3.市场上的装配工装在对电动车锂电池进行组装时,存在不便于对多个电动车锂电池进行装夹的问题,为此,我们提出一种电动车锂电池装配工装。
技术实现要素:
4.本实用新型的目的在于提供一种电动车锂电池装配工装,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种电动车锂电池装配工装,包括工装主体、压盖组件和安装组件,所述工装主体的下端内部设置有用于装夹的装夹组件,用于压紧的所述压盖组件设置于工装主体的上端,用于拆装的所述安装组件设置于装夹组件的下方,所述工装主体包括安装板、载物台、隔板、防滑垫、支杆和顶板,所述安装板的顶面中央安置有载物台,且载物台的顶面中央固定有隔板,所述隔板的左右两端设置有防滑垫,所述安装板的左右两端上方固定连接有支杆,且支杆的顶端连接有顶板,所述装夹组件包括第一转轴、第一齿轮、第二齿轮、螺杆、定位板和导向杆,所述第一转轴的后端安置有第一齿轮,且第一齿轮的右端连接有第二齿轮,所述第二齿轮的中央安置有螺杆,且螺杆的左右两端外侧套接有定位板,所述定位板的前后两端滑动连接有导向杆。
6.优选的,所述螺杆与载物台转动连接,且螺杆与定位板之间相啮合,并且两个定位板内部的螺纹纹路相反。
7.优选的,所述压盖组件包括固定柱、转动杆、固定块、压杆、挡板、复位弹簧、限位罩、缓冲板、伸缩柱、缓冲弹簧、压板和胶垫,所述固定柱的上端转动连接有转动杆,且转动杆的底面后端设置有固定块,所述固定块的下方设置有压杆,且压杆的中央外侧设置有挡板,所述挡板的底面连接有复位弹簧,且复位弹簧的底端连接有限位罩,所述压杆的底面固定连接有缓冲板,且缓冲板的底端连接有伸缩柱,所述伸缩柱的外侧套接有缓冲弹簧,且伸缩柱的底端设置有压板,所述压板的底面设置有胶垫。
8.优选的,所述压杆的顶端与固定块的底面相贴合,且压杆的长度方向与顶板的顶面呈垂直状分布。
9.优选的,所述压板的长度方向与载物台的顶面呈平行分布,且压板与支杆滑动连
接。
10.优选的,所述安装组件包括第二转轴、拉绳、拉杆、定位弹簧、限位块和定位块,所述第二转轴的中央左右两端连接有拉绳,且拉绳的右端连接有拉杆,所述拉杆的外侧套接有定位弹簧,且拉杆的右端连接有限位块,所述限位块的右侧设置有定位块。
11.优选的,所述定位块的形状呈“l”状,且定位块与限位块之间相贴合,并且定位块与载物台固定连接。
12.本实用新型提供了一种电动车锂电池装配工装,具备以下有益效果:该电动车锂电池装配工装,采用多个组件之间的相互配合,不仅便于对多个锂电池进行装夹定位,提高装配时的效率,同时还具有省力的功能,而且能够避免装配时因压力过大,导致电动车锂电池出现损伤,有利于提高产品的质量,并且还便于对装配工装进行拆装检修,提高使用时的便利性。
13.1、本实用新型通过将装夹组件设置在载物台的内部,能够在对锂电池进行装配时,先转动第一转轴带动第一齿轮的转动,使第二齿轮内的螺杆转动,便能够使左右两侧的定位板在导向杆的限位下,来对两个锂电池框架进行夹紧定位,有利于提高装夹时的便利性,且能够同时对两个锂电池进行压盖操作,便于提高对多个锂电池装配时的效率,并且还通过将防滑垫设置在定位板的内侧,能够避免锂电池在装配时发生滑动,同时也能防止对锂电池外壳造成夹损,提高产品的质量;
14.2、本实用新型通过将转动杆设置在顶板的上端,能够在对锂电池进行压盖装配时,通过下压转动杆以固定柱的上端为中心转动,使固定块挤压压杆,便能够带动压板来对锂电池进行压盖装配,有利于根据杠杆原理增大对壳盖的压力,使壳盖受力均匀,提高装配时的效率,而且通过挡板、复位弹簧和限位罩的设置,能够在压盖后,自动的对压板进行抬升,便于下料操作,并且还通过缓冲板、伸缩柱、缓冲弹簧与胶垫的设置,能够在压盖时起到缓冲的作用,避免因压力过大,导致锂电池外壳出现破损;
15.3、本实用新型通过将安装组件设置在安装板的内部,便于转动第二转轴,使第二转轴通过拉绳拉动两侧的拉杆相内移动,从而能够使限位块与定位块之间分离,便于对载物台进行拆卸,从而能够对内部的装夹组件进行检修,提高使用时的便利性,且在安装时,只需将定位块插入安装板的凹槽内,定位块便能够挤压限位块的倾斜面,使其滑入定位块的上端,并在定位弹簧的推动下来对载物台进行固定,有利于提高安装时的便利性。
附图说明
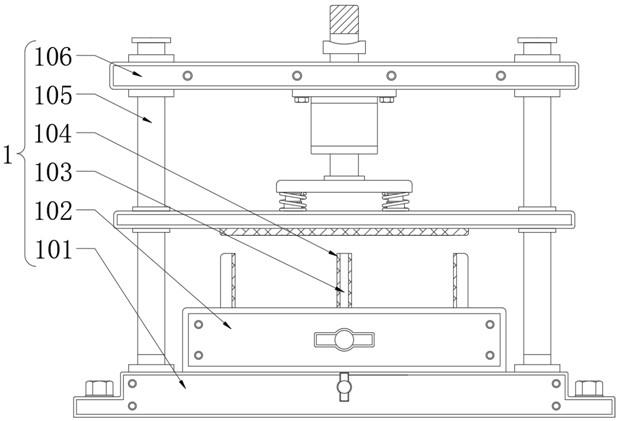
16.图1为本实用新型一种电动车锂电池装配工装的整体结构示意图;
17.图2为本实用新型一种电动车锂电池装配工装的载物台内部俯视结构示意图;
18.图3为本实用新型一种电动车锂电池装配工装的压盖组件左视结构示意图;
19.图4为本实用新型一种电动车锂电池装配工装的安装板内部结构示意图。
20.图中:1、工装主体;101、安装板;102、载物台;103、隔板;104、防滑垫;105、支杆;106、顶板;2、装夹组件;201、第一转轴;202、第一齿轮;203、第二齿轮;204、螺杆;205、定位板;206、导向杆;3、压盖组件;301、固定柱;302、转动杆;303、固定块;304、压杆;305、挡板;306、复位弹簧;307、限位罩;308、缓冲板;309、伸缩柱;310、缓冲弹簧;311、压板;312、胶垫;4、安装组件;401、第二转轴;402、拉绳;403、拉杆;404、定位弹簧;405、限位块;406、定位块。
具体实施方式
21.如图1-2所示,一种电动车锂电池装配工装,包括工装主体1、压盖组件3和安装组件4,工装主体1的下端内部设置有用于装夹的装夹组件2,用于压紧的压盖组件3设置于工装主体1的上端,用于拆装的安装组件4设置于装夹组件2的下方,工装主体1包括安装板101、载物台102、隔板103、防滑垫104、支杆105和顶板106,安装板101的顶面中央安置有载物台102,且载物台102的顶面中央固定有隔板103,隔板103的左右两端设置有防滑垫104,安装板101的左右两端上方固定连接有支杆105,且支杆105的顶端连接有顶板106,装夹组件2包括第一转轴201、第一齿轮202、第二齿轮203、螺杆204、定位板205和导向杆206,第一转轴201的后端安置有第一齿轮202,且第一齿轮202的右端连接有第二齿轮203,第二齿轮203的中央安置有螺杆204,且螺杆204的左右两端外侧套接有定位板205,螺杆204与载物台102转动连接,且螺杆204与定位板205之间相啮合,并且两个定位板205内部的螺纹纹路相反,能够通过载物台102来对螺杆204进行限位,当螺杆204转动时,便能够使左右两侧的定位板205在导向杆206的限位下,来对两个锂电池框架进行夹紧定位,有利于提高装夹时的便利性,且能够同时对两个锂电池进行压盖操作,便于提高对多个锂电池装配时的效率,定位板205的前后两端滑动连接有导向杆206。
22.如图3-4所示,压盖组件3包括固定柱301、转动杆302、固定块303、压杆304、挡板305、复位弹簧306、限位罩307、缓冲板308、伸缩柱309、缓冲弹簧310、压板311和胶垫312,固定柱301的上端转动连接有转动杆302,且转动杆302的底面后端设置有固定块303,固定块303的下方设置有压杆304,且压杆304的中央外侧设置有挡板305,挡板305的底面连接有复位弹簧306,且复位弹簧306的底端连接有限位罩307,压杆304的底面固定连接有缓冲板308,且缓冲板308的底端连接有伸缩柱309,压杆304的顶端与固定块303的底面相贴合,且压杆304的长度方向与顶板106的顶面呈垂直状分布,通过下压转动杆302以固定柱301的上端为中心转动,使固定块303挤压压杆304,便能够带动压板311在支杆105的限位下来对锂电池进行压盖装配,有利于根据杠杆原理增大对壳盖的压力,使壳盖受力均匀,提高装配时的效率,伸缩柱309的外侧套接有缓冲弹簧310,且伸缩柱309的底端设置有压板311,压板311的长度方向与载物台102的顶面呈平行分布,且压板311与支杆105滑动连接,能够通过支杆105提高对压板311移动时的稳定性,有利于提高装配效率,保证电池品质,压板311的底面设置有胶垫312,通过缓冲板308、伸缩柱309、缓冲弹簧310与胶垫312的设置,能够在压盖时起到缓冲的作用,避免因压力过大,导致锂电池外壳出现破损,安装组件4包括第二转轴401、拉绳402、拉杆403、定位弹簧404、限位块405和定位块406,第二转轴401的中央左右两端连接有拉绳402,且拉绳402的右端连接有拉杆403,通过拉绳402的设置,能够在转动第二转轴401时,同时控制两端限位块405的移动,便于对载物台102进行拆卸,从而能够对内部的装夹组件2进行检修,提高使用时的便利性,拉杆403的外侧套接有定位弹簧404,且拉杆403的右端连接有限位块405,限位块405的右侧设置有定位块406,定位块406的形状呈“l”状,且定位块406与限位块405之间相贴合,并且定位块406与载物台102固定连接,能够在安装时,只需将定位块406插入安装板101的凹槽内,定位块406便能够挤压限位块405的倾斜面,使其滑入定位块406的上端,并在定位弹簧404的推动下来对载物台102进行固定,有利于提高安装时的便利性。
23.综上,该电动车锂电池装配工装,使用时,首先根据图1和图2中所示的结构,在对
锂电池进行装配时,先将两个锂电池框架放置在隔板103的左右两侧,再转动第一转轴201带动第一齿轮202的转动,使第二齿轮203内的螺杆204转动,便能够使左右两侧的定位板205在导向杆206的限位下,来对两个锂电池框架进行夹紧定位,有利于提高装夹时的便利性,且能够同时对两个锂电池进行压盖操作,便于提高对多个锂电池装配时的效率,并且还通过将防滑垫104设置在定位板205的内侧,能够避免锂电池在装配时发生滑动,同时也能防止对锂电池外壳造成夹损,提高产品的质量,然后根据图3中所示的结构,在对锂电池进行压盖装配时,通过下压转动杆302以固定柱301的上端为中心转动,使固定块303挤压压杆304,便能够带动压板311在支杆105的限位下来对锂电池进行压盖装配,有利于根据杠杆原理增大对壳盖的压力,使壳盖受力均匀,提高装配时的效率,而且通过挡板305、复位弹簧306和限位罩307的设置,能够在压盖后,自动的对压板311进行抬升,便于下料操作,并且还通过缓冲板308、伸缩柱309、缓冲弹簧310与胶垫312的设置,能够在压盖时起到缓冲的作用,避免因压力过大,导致锂电池外壳出现破损,最后根据图4中所示的结构,通过将安装组件4设置在安装板101的内部,便于转动第二转轴401,使第二转轴401通过拉绳402拉动两侧的拉杆403相内移动,从而能够使限位块405与定位块406之间分离,便于对载物台102进行拆卸,从而能够对内部的装夹组件2进行检修,提高使用时的便利性,且在安装时,只需将定位块406插入安装板101的凹槽内,定位块406便能够挤压限位块405的倾斜面,使其滑入定位块406的上端,并在定位弹簧404的推动下来对载物台102进行固定,有利于提高安装时的便利性。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1