一种环形共模电感自动化绕制设备的制作方法
:
1.本实用新型涉及电感生产技术领域,特指一种环形共模电感自动化绕制设备。
背景技术:
2.共模电感(common mode choke),也叫共模扼流圈,常用于电脑的开关电源中过滤共模的电磁干扰信号。在电路板设计中,共模电感也是起emi滤波的作用,用于抑制高速信号线产生的电磁波向外辐射发射。
3.随着目前电子科技的不断发展,很多电子产品中都会需要使用线材(通常是漆包铜线)绕制成的共模电感,通过共模电感实现emi滤波,提高抗干扰能力。
4.传统的共模电感绕制方法是采用人工分别将两根线材(通常是漆包铜线)在磁环两侧进行绕制,使磁环两侧形成两个线圈,以此制成共模电感,然而,此方式制成的共模电感品质参差不齐,易出现因品质不过关而需要返工的现象,且其劳动强度大,工作效率不高,其远远不能满足日益增长的产能要求。对此,市面上出现了自动绕线机,但是该自动绕线机采用人工对磁环进行上下料,也仅能绕制单个线圈,导致需要重新放置于自动绕线机中进行二次绕线才能制成共模电感,其一定程度上提高了工作效率,降低了劳动强度,但是生产效率有待提高,还是不能满足日益增长的产能要求。
5.有鉴于此,本发明人提出以下技术方案。
技术实现要素:
6.本实用新型的目的在于克服现有技术的不足,提供一种环形共模电感自动化绕制设备。
7.为了解决上述技术问题,本实用新型采用了下述技术方案:该环形共模电感自动化绕制设备包括:机台、安装于机台上并用于对磁环进行上料的上料皮带线装置、用于夹持磁环并驱动该磁环转动的第一排线装置和第二排线装置、安装于第一排线装置和第二排线装置旁侧的挡线装置、用于将线材传送至第一排线装置和第二排线装置中夹持的磁环上表面的送线装置、同时穿过第一排线装置和第二排线装置中的磁环中心孔以勾住线材并将线材向下拉扯至磁环下端的勾线装置、安装于机台下端并用于水平拉动线材的拉线装置、用于同时驱使第一排线装置和第二排线装置中的线材沿磁环外围由下向上弯曲以绕到磁环上表面的绕线装置、安装于机台上的下料槽以及用于夹取上料皮带线装置上送出的磁环并将磁环传送至第一排线装置或用于将第一排线装置中完成第一圈绕线的磁环夹取并传送至第二排线装置或用于将第二排线装置中完成第二圈绕线的磁环夹取并传送至下料槽的上下料装置,该第一排线装置、挡线装置、送线装置、勾线装置、拉线装置及绕线装置相配合在磁环上绕制第一线圈;该第二排线装置、挡线装置、送线装置、勾线装置、拉线装置及绕线装置相配合在磁环上绕制第二线圈。
8.进一步而言,上述技术方案中,所述绕线装置包括安装于机台上的第一y轴驱动模组、安装于第一y轴驱动模组上并由第一y轴驱动模组驱动以在y轴方向移动的第一y轴立
板、以可滑动的方式竖直安装于第一y轴立板上的第一z轴升降板和用于驱动该第一z轴升降板升降的第一z轴驱动模组、安装于第一z轴升降板前端面的第一水平滑轨、第二水平滑轨和正反牙螺杆及用于驱动该正反牙螺杆旋转的第一伺服电机组件、安装于正反牙螺杆中正牙螺纹段上的第一驱动套、安装于正反牙螺杆中反牙螺纹段上的第二驱动套、安装于第一水平滑轨和第二水平滑轨上并与该第一驱动套连动的第一固定块、安装于第一水平滑轨和第二水平滑轨上并与该第二驱动套连动的第二固定块、安装于第一固定块上的第一拨杆、安装于第二固定块上的第二拨杆,该第一拨杆和第二拨杆置于挡线装置旁侧,当第一伺服电机组件驱动该正反牙螺杆旋转后,该正反牙螺杆驱动第一拨杆和第二拨杆同步相对移动。
9.进一步而言,上述技术方案中,所述第一y轴驱动模组包括安装于机台上的第一y轴导轨、与第一y轴导轨平行分布的第一丝杆、安装于第一丝杆端部的第一皮带轮、与第一y轴导轨平行分布的第一伺服电机、安装于第一伺服电机的转轴上的第二皮带轮以及连接于该第一皮带轮和第二皮带轮上的第一皮带,所述第一y轴立板通过滑块安装于第一y轴导轨上;所述第一z轴驱动模组的结构与第一y轴驱动模组的结构相同。
10.进一步而言,上述技术方案中,所述正反牙螺杆中部设置有分隔正牙螺纹段和反牙螺纹段的凸起;所述第一拨杆前端一侧设置有可转动的第一拨轮,所述第二拨杆前端一侧设置有可转动的第二拨轮;所述第一拨杆前端还设置有第一感应器;所述第二拨杆前端还设置有第二感应器。
11.进一步而言,上述技术方案中,所述第一排线装置包括有安装于机台上的弧形导轨、通过行走轮模组安装于弧形导轨上的排线基板、用于驱动该排线基板沿弧形导轨移动的驱动机构、安装于排线基板上并用于夹住磁环的磁环机械夹、安装于磁环机械夹旁侧的纵向驱动模组、安装于纵向驱动模组上并可由该纵向驱动模组驱动以纵向移动的用于夹住线材的第一线夹。
12.进一步而言,上述技术方案中,所述磁环机械夹包括有安装于排线基板上的第一导轨、安装于第一导轨上的第一滑块和第二滑块、分别安装于第一滑块和第二滑块上的第一夹块和第二夹块、安装于第一夹块和第二夹块后端并用于驱动该第一夹块和第二夹块相对夹紧或相对张开的驱动板、用于驱动该驱动板升降的夹紧气缸,该驱动板设置有呈倒八字形的第一滑孔和第二滑孔,所述第一夹块后端设置的第一销轴插装于第一滑孔中,第二夹块后端设置的第二销轴插装于第二滑孔中;所述驱动机构包括有驱动电机、与驱动电机配合安装的减速机、安装于减速机的输出轴上的旋转块以及安装于旋转块上的旋转架,所述排线基板安装于旋转架上端。
13.进一步而言,上述技术方案中,所述挡线装置包括有安装于机台上的第二导轨、安装于该第二导轨上的第三滑块和第四滑块、分别安装于第三滑块和第四滑块上的第一挡线固定座和第二挡线固定座、用于驱动该第一挡线固定座在第二导轨上滑动的第一挡线气缸、用于驱动该第二挡线固定座在第二导轨上滑动的第二挡线气缸、分别固定于第一挡线固定座和第二挡线固定座上的第一挡线立杆和第二挡线立杆、以可调节高度的方式安装于第一挡线立杆上端的第一横板、以可调节相对位置的方式安装于第一横板前端的第一延伸板以及安装于第一延伸板前端的第一挡线轴、以可调节高度的方式安装于第二挡线立杆上端的第二横板、以可调节相对位置的方式安装于第二横板前端的第二延伸板以及安装于第
二延伸板前端的第二挡线轴,该第一挡线轴和第二挡线轴分别伸入所述第一排线装置和第二排线装置中。
14.进一步而言,上述技术方案中,所述拉线装置包括有第一侧板和第二侧板、安装于第一侧板内侧两端的第五皮带轮和第六皮带轮、连接于第五皮带轮和第六皮带轮之间的第三皮带、安装于第二侧板内侧两端的第七皮带轮和第八皮带轮、连接于第七皮带轮和第八皮带轮之间的第四皮带、穿设于所述第五皮带轮和第七皮带轮之间的驱动轴、安装于驱动轴上的第九皮带轮、安装于驱动轴旁侧的拉线电机、安装于拉线电机的转轴上的驱动轮、连接于该第九皮带轮与驱动轮之间的第五皮带、安装于第一侧板内侧的第四导轨、通过第五滑块安装于第四导轨上并与第三皮带连动的第一拉线板以及安装于该第一拉线板上的第一夹线手指、安装于第二侧板内侧的第五导轨、通过第六滑块安装于第五导轨上并与第四皮带连动的第二拉线板以及安装于该第二拉线板上的第二夹线手指。
15.进一步而言,上述技术方案中,所述勾线装置包括轨道架、竖直安装于轨道架上的第一滑轨和第二滑轨、通过若干纵向滑块安装于第一滑轨和第二滑轨中的升降架、安装于轨道架并用于驱动该升降架升降的电机皮带驱动模组以及安装于该升降架上端两侧的第一勾线钩针和第二勾线钩针。
16.进一步而言,上述技术方案中,所述上下料装置包括有龙门架、以可水平移动的方式安装于龙门架上端的第一z轴升降机构、第二z轴升降机构、第三z轴升降机构、第四z轴升降机构以及安装于该第一z轴升降机构、第二z轴升降机构、第三z轴升降机构、第四z轴升降机构后端的连动板和用于驱动该连动板水平移动的上下料驱动气缸、安装于第一z轴升降机构下端并用于夹住磁环的第一夹子、安装于第二z轴升降机构下端并用于整理线头的线头整理杆、安装于第三 z轴升降机构下端并用于夹住磁环的第二夹子、安装于第四z轴升降机构下端并用于夹住磁环的第三夹子。
17.采用上述技术方案后,本实用新型与现有技术相比较具有如下有益效果:本实用新型中的上下料装置能够通过一次性动作即可完成夹取上料皮带线装置上送出的磁环并将磁环传送至第一排线装置、将第一排线装置中完成第一圈绕线的磁环夹取并传送至第二排线装置、将第二排线装置中完成第二圈绕线的磁环夹取并传送至下料槽,运行效率高,并且可减少机构的数量,减少占用空间;再者,本实用新型能够对磁环实现绕制两个线圈,可大大提高工作效率,并降低了劳动强度,生产效率得到有效提高,其中,挡线装置、送线装置、勾线装置、拉线装置及绕线装置同时工作,并能够同时配合第一排线装置和第二排线装置分别绕制两个线圈,其机构优化了,结构简单了,可降低制作成本;另外,本实用新型还采用挡线装置挡住线材,使线材横跨于磁环上端面,勾线装置穿过磁环的中心孔以勾住线材并将线材向下拉扯至磁环下端,以此使线材更加贴合磁环表面,可提高绕制线圈的质量。
附图说明:
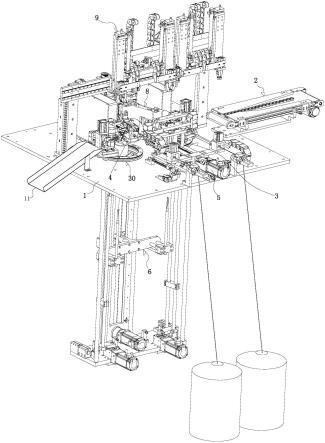
18.图1是本实用新型的立体图;
19.图2是本实用新型内部机构的立体图;
20.图3是本实用新型中绕线装置的立体图;
21.图4是本实用新型中绕线装置另一视角的立体图;
22.图5是本实用新型中绕线装置的主视图;
23.图6是本实用新型内部机构另一视角的立体图;
24.图7是本实用新型中挡线装置的立体图;
25.图8是本实用新型中上下料装置的立体图;
26.图9是本实用新型中勾线装置的立体图;
27.图10是本实用新型中第一排线装置的立体图;
28.图11是图10中a部分的局部放大图;
29.图12是本实用新型中送线装置的立体图。
具体实施方式:
30.下面结合具体实施例和附图对本实用新型进一步说明。
31.见图1-12所示,为一种环形共模电感自动化绕制设备,其包括:机台1、安装于机台1上并用于对磁环进行上料的上料皮带线装置2、用于夹持磁环并驱动该磁环转动的第一排线装置3和第二排线装置30、安装于第一排线装置3和第二排线装置30旁侧的挡线装置4、用于将线材传送至第一排线装置3和第二排线装置30中夹持的磁环上表面的送线装置5、同时穿过第一排线装置3和第二排线装置30中的磁环中心孔以勾住线材并将线材向下拉扯至磁环下端的勾线装置6、安装于机台1下端并用于水平拉动线材的拉线装置7、用于同时驱使第一排线装置3和第二排线装置30中的线材沿磁环外围由下向上弯曲以绕到磁环上表面的绕线装置8、安装于机台1上的下料槽11以及用于夹取上料皮带线装置2上送出的磁环并将磁环传送至第一排线装置3或用于将第一排线装置3中完成第一圈绕线的磁环夹取并传送至第二排线装置30或用于将第二排线装置30中完成第二圈绕线的磁环夹取并传送至下料槽11的上下料装置9,该第一排线装置3、挡线装置4、送线装置5、勾线装置6、拉线装置7及绕线装置8相配合在磁环上绕制第一线圈;该第二排线装置30、挡线装置4、送线装置5、勾线装置 6、拉线装置7及绕线装置8相配合在磁环上绕制第二线圈。本实用新型在工作时,由上料皮带线装置2自动传送磁环以实现对磁环进行上料,再由上下料装置 9夹取上料皮带线装置2上送出的磁环并将磁环传送至第一排线装置3,该送线装置5将线材传送至第一排线装置3中夹持的磁环上表面,并被挡线装置4挡住,使线材横跨于磁环上端面,勾线装置6穿过磁环的中心孔以勾住线材并将线材向下拉扯至磁环下端,使线材线头朝下,随后拉线装置7夹住线材并将线材拉动至水平状态,然后再由绕线装置8拉动或推动线材沿磁环外围由下向上弯曲以绕到磁环上表面,再由勾线装置6穿过磁环的中心孔以勾住线材并将线材向下拉扯至磁环下端,以此不断重复上述动作,直到在磁环上绕制形成第一线圈;随后,上下料装置9夹取上料皮带线装置2上送出的新的磁环并将磁环传送至第一排线装置3,同时将第一排线装置3中完成第一圈绕线的磁环夹取并传送至第二排线装置30,该第一排线装置3、挡线装置4、送线装置5、勾线装置6、拉线装置7 及绕线装置8相配合在新的磁环上绕制第一线圈;于此同时,该第二排线装置 30、挡线装置4、送线装置5、勾线装置6、拉线装置7及绕线装置8相配合在完成第一圈绕线的磁环上绕制第二线圈,使磁环上具有第一线圈和第二线圈,形成环形共模电感,最后,上下料装置9夹取上料皮带线装置2上送出的新的磁环并将磁环传送至第一排线装置3,同时将第一排线装置3中完成第一圈绕线的磁环夹取并传送至第二排线装置30,还同时将第二排线装置30中完成第二圈绕线的磁环(即环形共模电感)夹取并传送至下料槽11的上下料装置9。也就是说,上下料装置9能够通过一次性动作即可完成夹取
上料皮带线装置2上送出的磁环并将磁环传送至第一排线装置3、将第一排线装置3中完成第一圈绕线的磁环夹取并传送至第二排线装置30、将第二排线装置30中完成第二圈绕线的磁环夹取并传送至下料槽11,运行效率高,并且可减少机构的数量,减少占用空间;再者,本实用新型能够对磁环实现绕制两个线圈,可大大提高工作效率,并降低了劳动强度,生产效率得到有效提高,其中,挡线装置4、送线装置5、勾线装置 6、拉线装置7及绕线装置8同时工作,并能够同时配合第一排线装置3和第二排线装置30分别绕制两个线圈,其机构优化了,结构简单了,可降低制作成本;另外,本实用新型还采用挡线装置4挡住线材,使线材横跨于磁环上端面,勾线装置6穿过磁环的中心孔以勾住线材并将线材向下拉扯至磁环下端,以此使线材更加贴合磁环表面,可提高绕制线圈的质量。
32.所述绕线装置8包括安装于机台1上的第一y轴驱动模组81、安装于第一y 轴驱动模组81上并由第一y轴驱动模组81驱动以在y轴方向移动的第一y轴立板82、以可滑动的方式竖直安装于第一y轴立板82上的第一z轴升降板83和用于驱动该第一z轴升降板83升降的第一z轴驱动模组84、安装于第一z轴升降板83前端面的第一水平滑轨801、第二水平滑轨800和正反牙螺杆85及用于驱动该正反牙螺杆85旋转的第一伺服电机组件86、安装于正反牙螺杆85中正牙螺纹段上的第一驱动套802、安装于正反牙螺杆85中反牙螺纹段上的第二驱动套803、安装于第一水平滑轨801和第二水平滑轨800上并与该第一驱动套802 连动的第一固定块804、安装于第一水平滑轨801和第二水平滑轨800上并与该第二驱动套803连动的第二固定块805、安装于第一固定块804上的第一拨杆87、安装于第二固定块805上的第二拨杆88,该第一拨杆87和第二拨杆88置于挡线装置4旁侧,当第一伺服电机组件86驱动该正反牙螺杆85旋转后,该正反牙螺杆85驱动第一拨杆87和第二拨杆88同步相对移动。现有的绕线机均采用气缸驱动拨杆移动,而本实用新型中的绕线装置8采用正反牙螺杆85同步驱动第一拨杆87和第二拨杆88进行相对移动,其运行更加稳定,精度更高,能够更好地保障绕线的质量,并可同时拨动或推动两根线材,可有效提高工作效率。第一拨杆87通过第一固定块804安装于第一水平滑轨801和第二水平滑轨800上,且第二拨杆88通过第二固定块805安装于第一水平滑轨801和第二水平滑轨800 上,以致可进一步保证第一拨杆87和第二拨杆88运行的稳定性和精度,可提高绕线质量。
33.所述第一y轴驱动模组81包括安装于机台1上的第一y轴导轨811、与第一y轴导轨811平行分布的第一丝杆812、安装于第一丝杆812端部的第一皮带轮813、与第一y轴导轨811平行分布的第一伺服电机814、安装于第一伺服电机814的转轴上的第二皮带轮815以及连接于该第一皮带轮813和第二皮带轮 815上的第一皮带816,所述第一y轴立板82通过滑块安装于第一y轴导轨811 上;第一y轴驱动模组81运行稳定,精度更高,能够更好地保障绕线的质量。
34.所述第一z轴驱动模组84的结构与第一y轴驱动模组81的结构相同。
35.所述正反牙螺杆85中部设置有分隔正牙螺纹段和反牙螺纹段的凸起,通过此凸起分隔正牙螺纹段和反牙螺纹段。
36.所述第一拨杆87前端一侧设置有可转动的第一拨轮871,该第一拨轮871 具有第一环形拨线槽,该第一环形拨线槽由开口端向内不断变窄,以致可更好的进行拨线或推线。所述第二拨杆88前端一侧设置有可转动的第二拨轮881;该第二拨轮881具有第二环形拨线槽,该第二环形拨线槽由开口端向内不断变窄,以致可更好的进行拨线或推线。
37.所述第一拨杆87前端还设置有第一感应器,该第一感应器用于检测第一拨轮871上是否有线材,如果检测到没有线材时,发出报警;所述第二拨杆88前端还设置有第二感应器882,第二感应器882用于检测第一拨轮871上是否有线材,如果检测到没有线材时,发出报警。
38.所述第一排线装置3包括有安装于机台1上的弧形导轨31、通过行走轮模组37安装于弧形导轨31上的排线基板32、用于驱动该排线基板32沿弧形导轨 31移动的驱动机构33、安装于排线基板32上并用于夹住磁环的磁环机械夹34、安装于磁环机械夹34旁侧的纵向驱动模组35、安装于纵向驱动模组35上并可由该纵向驱动模组35驱动以纵向移动的用于夹住线材的第一线夹36。所述第一排线装置3工作时,由磁环机械夹34夹住磁环,同时第一线夹36夹住线材的端部,当挡线装置4、送线装置5、勾线装置6、拉线装置7及绕线装置8相配合将线材在磁环上绕制一圈后,该驱动机构33驱动该排线基板32沿弧形导轨31 移动一段距离,以便挡线装置4、送线装置5、勾线装置6、拉线装置7及绕线装置8相配合在磁环上的上一圈线材旁侧再绕制一圈线材,直至在磁环上绕制形成一个完整的线圈。另外,纵向驱动模组35驱动第一线夹36移动可拉紧线材,可提高磁环上绕制的线圈的质量。
39.所述磁环机械夹34包括有安装于排线基板32上的第一导轨341、安装于第一导轨341上的第一滑块342和第二滑块343、分别安装于第一滑块342和第二滑块343上的第一夹块344和第二夹块345、安装于第一夹块344和第二夹块345 后端并用于驱动该第一夹块344和第二夹块345相对夹紧或相对张开的驱动板 346、用于驱动该驱动板346升降的夹紧气缸347,该驱动板346设置有呈倒八字形的第一滑孔301和第二滑孔302,所述第一夹块344后端设置的第一销轴插装于第一滑孔301中,第二夹块345后端设置的第二销轴插装于第二滑孔302中;该磁环机械夹34结构简单,运行稳定,可更好、更加稳定的夹住磁环。
40.所述驱动机构33包括有驱动电机331、与驱动电机331配合安装的减速机 332、安装于减速机332的输出轴上的旋转块333以及安装于旋转块333上的旋转架334,所述排线基板32安装于旋转架334上端。所述驱动机构33中的驱动电机331、减速机332、旋转块333及旋转架334均设置于机台1内部,仅旋转架334上端伸出于机台1上端,其可简化或减少机台1上端的结构的数量,可使机台1更加简洁,并且便于维修保养。
41.所述挡线装置4包括有安装于机台1上的第二导轨41、安装于该第二导轨 41上的第三滑块42和第四滑块43、分别安装于第三滑块42和第四滑块43上的第一挡线固定座44和第二挡线固定座45、用于驱动该第一挡线固定座44在第二导轨41上滑动的第一挡线气缸46、用于驱动该第二挡线固定座45在第二导轨41上滑动的第二挡线气缸47、分别固定于第一挡线固定座44和第二挡线固定座45上的第一挡线立杆48和第二挡线立杆49、以可调节高度的方式安装于第一挡线立杆48上端的第一横板40、以可调节相对位置的方式安装于第一横板 40前端的第一延伸板401以及安装于第一延伸板401前端的第一挡线轴402、以可调节高度的方式安装于第二挡线立杆49上端的第二横板403、以可调节相对位置的方式安装于第二横板403前端的第二延伸板404以及安装于第二延伸板 404前端的第二挡线轴405,该第一挡线轴402和第二挡线轴405分别伸入所述第一排线装置3和第二排线装置30中。第一挡线轴402和第二挡线轴405均用于挡住线材,使线材再被拉线装置7拉下时形成阻力,以致在被拉线装置7拉下后,该线材更加贴合磁环,并且保证拉线装置7能够稳定将线材向下拉下,保证绕线质量。当不需要使用时,第一挡线气缸46和第二挡线气缸47驱动该第一挡线轴
402和第二挡线轴405缩回,以致不会影响其它机构或装置工作。另外,第一挡线轴402能够通过第一横板40调节高度,还能够通过第一延伸板401调节射出的长度,第一挡线轴402能够通过第一横板40调节高度,还能够通过第一延伸板401调节射出的长度,以此满足不同的使用需求,使用范围更广。
42.所述拉线装置7包括有第一侧板71和第二侧板72、安装于第一侧板71内侧两端的第五皮带轮73和第六皮带轮74、连接于第五皮带轮73和第六皮带轮 74之间的第三皮带75、安装于第二侧板72内侧两端的第七皮带轮76和第八皮带轮77、连接于第七皮带轮76和第八皮带轮77之间的第四皮带78、穿设于所述第五皮带轮73和第七皮带轮76之间的驱动轴79、安装于驱动轴79上的第九皮带轮70、安装于驱动轴79旁侧的拉线电机701、安装于拉线电机701的转轴上的驱动轮702、连接于该第九皮带轮70与驱动轮702之间的第五皮带703、安装于第一侧板71内侧的第四导轨704、通过第五滑块安装于第四导轨704上并与第三皮带75连动的第一拉线板705以及安装于该第一拉线板705上的第一夹线手指706、安装于第二侧板72内侧的第五导轨707、通过第六滑块安装于第五导轨707上并与第四皮带78连动的第二拉线板708以及安装于该第二拉线板708 上的第二夹线手指709。所述拉线装置7结构简单,并可控制第一夹线手指706 和第二夹线手指709分别夹住一根线材,并拉动线材移动,以便绕线装置8能够更好地由下向上拨线或推线,辅助提高绕制线圈的质量,且能够同时拉动两根线材,可提高工作效率。
43.所述勾线装置6包括轨道架61、竖直安装于轨道架61上的第一滑轨62和第二滑轨63、通过若干纵向滑块安装于第一滑轨62和第二滑轨63中的升降架 60、安装于轨道架61并用于驱动该升降架60升降的电机皮带驱动模组64以及安装于该升降架60上端两侧的第一勾线钩针65和第二勾线钩针66,该勾线装置6结构简单,运行稳定,且精度高,并可实现对两根线材进行勾线动作,可提高工作效率。
44.所述上下料装置9包括有龙门架91、以可水平移动的方式安装于龙门架91 上端的第一z轴升降机构92、第二z轴升降机构93、第三z轴升降机构94、第四z轴升降机构95以及安装于该第一z轴升降机构92、第二z轴升降机构93、第三z轴升降机构94、第四z轴升降机构95后端的连动板96和用于驱动该连动板96水平移动的上下料驱动气缸97、安装于第一z轴升降机构92下端并用于夹住磁环的第一夹子901、安装于第二z轴升降机构93下端并用于整理线头的线头整理杆902、安装于第三z轴升降机构94下端并用于夹住磁环的第二夹子903、安装于第四z轴升降机构95下端并用于夹住磁环的第三夹子904。上下料装置9能够通过一次性动作即可完成夹取上料皮带线装置2上送出的磁环并将磁环传送至第一排线装置3、将第一排线装置3中完成第一圈绕线的磁环夹取并传送至第二排线装置30、将第二排线装置30中完成第二圈绕线的磁环夹取并传送至下料槽11,运行效率高,并且可减少机构的数量,减少占用空间。
45.所述机台1上设置有机壳12,该机壳12上设置有报警灯13和可旋转移动的操作屏14,便于操作使用。
46.综上所述,本实用新型在工作时,由上料皮带线装置2自动传送磁环以实现对磁环进行上料,再由上下料装置9夹取上料皮带线装置2上送出的磁环并将磁环传送至第一排线装置3,该送线装置5将线材传送至第一排线装置3中夹持的磁环上表面,并被挡线装置4挡住,使线材横跨于磁环上端面,勾线装置6穿过磁环的中心孔以勾住线材并将线材向下拉扯
至磁环下端,使线材线头朝下,随后拉线装置7夹住线材并将线材拉动至水平状态,然后再由绕线装置8拉动或推动线材沿磁环外围由下向上弯曲以绕到磁环上表面,再由勾线装置6穿过磁环的中心孔以勾住线材并将线材向下拉扯至磁环下端,以此不断重复上述动作,直到在磁环上绕制形成第一线圈;随后,上下料装置9夹取上料皮带线装置2上送出的新的磁环并将磁环传送至第一排线装置3,同时将第一排线装置3中完成第一圈绕线的磁环夹取并传送至第二排线装置30,该第一排线装置3、挡线装置4、送线装置5、勾线装置6、拉线装置7及绕线装置8相配合在新的磁环上绕制第一线圈;于此同时,该第二排线装置30、挡线装置4、送线装置5、勾线装置6、拉线装置7及绕线装置8相配合在完成第一圈绕线的磁环上绕制第二线圈,使磁环上具有第一线圈和第二线圈,形成环形共模电感,最后,上下料装置9夹取上料皮带线装置2上送出的新的磁环并将磁环传送至第一排线装置3,同时将第一排线装置3中完成第一圈绕线的磁环夹取并传送至第二排线装置30,还同时将第二排线装置30中完成第二圈绕线的磁环(即环形共模电感)夹取并传送至下料槽11的上下料装置9。也就是说,上下料装置9能够通过一次性动作即可完成夹取上料皮带线装置2上送出的磁环并将磁环传送至第一排线装置3、将第一排线装置3中完成第一圈绕线的磁环夹取并传送至第二排线装置30、将第二排线装置30中完成第二圈绕线的磁环夹取并传送至下料槽11,运行效率高,并且可减少机构的数量,减少占用空间;再者,本实用新型能够对磁环实现绕制两个线圈,可大大提高工作效率,并降低了劳动强度,生产效率得到有效提高,其中,挡线装置4、送线装置5、勾线装置6、拉线装置7及绕线装置8同时工作,并能够同时配合第一排线装置3和第二排线装置30分别绕制两个线圈,其机构优化了,结构简单了,可降低制作成本;另外,本实用新型还采用挡线装置4挡住线材,使线材横跨于磁环上端面,勾线装置6穿过磁环的中心孔以勾住线材并将线材向下拉扯至磁环下端,以此使线材更加贴合磁环表面,可提高绕制线圈的质量。
47.当然,以上所述仅为本实用新型的具体实施例而已,并非来限制本实用新型实施范围,凡依本实用新型申请专利范围所述构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型申请专利范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1