袋型二次电池及其制造方法与流程
1.本发明涉及一种袋型二次电池及其制造方法。
背景技术:
2.袋型二次电池根据电极引线的方向分为单向袋型二次电池和双向袋型二次电池,并且根据密封面的数量分为三面密封袋型二次电池和四面密封袋型二次电池。
3.另一方面,对于三面密封袋型二次电池,没有密封的面的两端突出,通常将突出的两端称为鲨鱼鳍(shark-fin)或蝙蝠耳(bat ear)等各种名称。
4.另一方面,多个袋型二次电池可以被容纳在壳体等中并且被制造为二次电池模块和二次电池组。
5.然而,由于上述突出部,存在在制造二次电池模块或二次电池组时体积密度降低的问题,此外,存在冷却效率降低的问题。
6.现有技术文献
7.专利文献
8.公开专利公报:kr 2017-52061 a
技术实现要素:
9.(一)要解决的技术问题
10.本发明的实施例提供一种能够去除突出部或减小突出部高度的袋型二次电池及其制造方法。
11.此外,本发明的实施例提供一种能够提高体积密度并增加冷却效率的袋型二次电池及其制造方法。
12.(二)技术方案
13.根据本发明的一个实施例的袋型二次电池可以包括:电极组件,包括第一电极板、隔膜和第二电极板;以及袋膜,在内部容纳所述电极组件,其中,所述袋膜可以包括:第一侧面密封部,连接到所述电极组件的负极引线穿过所述第一侧面密封部并突出;第二侧面密封部,连接到所述电极组件的正极引线穿过所述第二侧面密封部并突出;以及上部密封部,其两端部连接到所述第一侧面密封部和第二侧面密封部,所述袋膜可以包括折叠部,所述折叠部设置在所述第一侧面密封部和所述第二侧面密封部的端部并且朝向所述袋膜的底部折叠,所述折叠部可以沿一个方向折叠。
14.所述折叠部的连接到所述底部的端部可以包括具有折叠形状的挤压部。
15.在所述袋膜的三个面上可以设置有密封部。
16.所述折叠部的折叠部分可以具有直线形状。
17.所述袋膜可以以所述电极组件的一侧面为基准在两侧折叠并重叠,并且与所述电极组件的一侧面接触的部分可以形成所述底部。
18.所述折叠部的折叠部分可以被设置在所述袋膜的底部的中心。
19.根据本发明的一个实施例的袋型二次电池的制造方法可以包括以下步骤:折叠袋膜以使电极组件被容纳在袋膜中;在所述袋膜的两端部和上部分别形成第一侧面密封部、第二侧面密封部和上部密封部;以及通过按压设置在所述第一侧面密封部和第二侧面密封部的端部的突出部来形成折叠部,所述折叠部可以通过将所述突出部向所述袋膜的底部侧沿一个方向折叠而形成。
20.在形成所述折叠部的步骤中,可以通过辊的轧制来折叠突出部以形成所述折叠部。
21.所述辊可以以所述袋膜的底部为基准倾斜设置并进行轧制。
22.所述折叠部的连接到所述底部的端部可以包括具有折叠形状的挤压部。
23.所述折叠部可以通过板状的折叠刀折叠所述突出部而形成。
24.形成所述折叠部的步骤可以包括加热或冷却所述突出部的工艺。
25.所述折叠部的折叠部分可以具有直线形状。
26.所述折叠部可以通过在折叠部形成板上折叠所述突出部而形成,所述折叠部形成板能够执行加热和冷却中的至少一种。
27.所述折叠部可以通过旋转以使所述袋膜的底部与所述折叠部紧密接触来形成。
28.所述折叠部的折叠部分可以具有直线形状。
29.(三)有益效果
30.本发明的实施例具有能够去除突出部或者降低突出部的高度的效果。
31.此外,本发明的实施例具有能够提高体积密度并增加冷却效率的效果。
附图说明
32.图1是示出根据本发明的一个实施例的袋型二次电池的立体图。
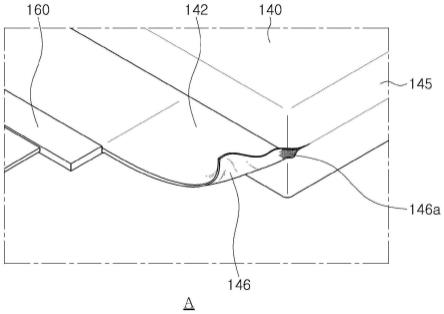
33.图2是示出图1的a部分的放大图。
34.图3是示出根据本发明的一个实施例的袋型二次电池的分解立体图。
35.图4至图7是用于说明根据本发明的一个实施例的袋型二次电池100的制造方法的工艺说明图。
36.图8是示出根据本发明的另一实施例的袋型二次电池的示意性立体图。
37.图9和图10是用于说明根据本发明的另一实施例的袋型二次电池的制造方法的工艺说明图。
38.图11是用于说明根据本发明的又一实施例的袋型二次电池的制造方法的工艺说明图。
39.附图标记说明
40.100、200、300:袋型二次电池
41.120:电极组件
42.140、240、340:袋膜
43.160:负极引线
44.180:正极引线
具体实施方式
45.以下,参照附图对本发明的优选实施例进行说明。然而,本发明的实施例可以变形为各种其他形式,并且本发明的范围不限于以下描述的实施例。此外,本发明的实施例是为了向本领域普通技术人员更完整地说明本发明而提供的。为了更清楚地描述,在附图中可以放大元件的形状和尺寸等。
46.图1是示出根据本发明的一个实施例的袋型二次电池的立体图,图2是示出图1的a部分的放大图,图3是示出根据本发明的一个实施例的袋型二次电池的分解立体图。
47.参照图1至图3,作为示例,袋型二次电池100可以包括电极组件120、袋膜140、负极引线160和正极引线180。
48.电极组件120容纳在袋膜140中。作为示例,电极组件120包括形成为薄板状或膜状的第一电极板121、第二电极板122和隔膜123,并且可以根据需要形成为堆叠型或卷绕型等各种形式。例如,第一电极板121可以用作负极,第二电极板122可以用作正极。
49.第一电极板121可以通过在例如由铜、铜合金、镍或镍合金等金属箔形成的第一电极集电体上涂覆石墨或碳等第一电极活性材料而形成。此外,第一电极板121包括第一电极未涂覆部(未示出),所述第一电极未涂覆部是未涂覆第一电极活性材料的区域。第一电极未涂覆部形成为在第一电极板121和第一电极板121外部之间的电流流动的通道。
50.第二电极板122可以通过在例如由铝或铝合金等金属箔形成的第二电极集电体上涂覆过渡金属氧化物等第二电极活性材料而形成。此外,第二电极板122包括第二电极未涂覆部(未示出),所述第二电极未涂覆部是未涂覆第二电极活性材料的区域。第二电极未涂覆部同样形成为在第二电极板122和第二电极板122外部之间的电流流动的通道。
51.隔膜123位于第一电极板121和第二电极板122之间以起到防止短路并使锂离子能够移动的作用。例如,隔膜123可以由聚乙烯、聚丙烯或聚乙烯和聚丙烯的复合膜形成。
52.作为示例,第一电极板121、第二电极板122和隔膜123可以在袋膜140的高度方向上排列。
53.袋膜140在内部容纳电极组件120,并且负极引线160和正极引线180可以从袋膜140的两侧突出设置。
54.另一方面,容纳部141可以成型在袋膜140中。此外,容纳部141的底面可以扁平地形成。此外,电极组件120可以插入设置在容纳部141中,并且袋膜140以电极组件120的一面为中心折叠。
55.另一方面,如图1所示,袋膜140可以包括第一侧面密封部142、第二侧面密封部143和上端密封部144。在这种情况下,袋型二次电池100通过重叠容纳部141来容纳电极组件120,并且在将除了上端密封部144之外的整个第一侧面密封部142和整个第二侧面密封部143接合之后,在通过设置有上端密封部144的区域注入电解质,然后可以执行密封。如上所述,袋型二次电池100可以密封三个面。作为示例,上端密封部144可以朝向电极组件120的另一面侧折叠以保持较强的接合状态。
56.另一方面,电解质可以由诸如碳酸亚乙酯(ec)、碳酸亚丙酯(pc)、碳酸二乙酯(dec)、碳酸甲乙酯(emc)以及碳酸二甲酯(dmc)的有机溶剂和诸如lipf6或libf4的锂盐形成。此外,所述电解质可以是液体或凝胶状。
57.此外,袋膜140可以由包括金属层和树脂层的层压片(sheet)形成。尤其,所述层压
片可以是铝层压片。所述袋膜140可以包括由金属层材料形成的芯部、形成在所述芯部的上表面上的热熔接层以及形成在所述芯部的下表面上的绝缘膜。
58.所述热熔接层使用作为聚合物树脂的改性聚丙烯,例如铸塑聚丙烯(casted polypropylene,cpp)而起到粘接层的作用,所述绝缘膜可以由诸如尼龙或聚对苯二甲酸乙二醇酯(pet)的树脂材料形成,但在此不限定所述袋膜的结构和材质。
59.进一步地,如图2所示,袋膜140可以包括朝向底部145折叠的折叠部146。另一方面,折叠部146可以沿一个方向折叠。更详细地,袋膜140的两端部彼此接合以形成第一侧面密封部142和第二侧面密封部143。此时,折叠部146被设置成以底部145为基准比底部145更向外侧方向突出的形态。之后,当上端密封部144的密封完成时,作为向底部145突出的部分的折叠部146向底部145侧折叠。此时,折叠部146在袋型二次电池100被固定到夹具(未示出)的状态下可以通过例如圆形辊(未示出)的轧制(rolling)来折叠。圆形辊以预定角度倾斜设置的状态下滚动以按压折叠部146。由此,折叠部146朝上侧或下侧折叠。另一方面,折叠部146的末端可以设置有挤压部146a,挤压部146a具有通过辊的轧制等而折叠的形状。挤压部146a是通过辊的轧制等而形成的部分,并且在形成折叠部146时仅形成在折叠部146的末端。这里,将挤压部146a具有折叠形状的情况作为示例进行了说明,但不限于此,挤压部146a可以具有在一个方向或多个方向上被压瘪或弯曲的形状。此外,折叠形状可以包括上述的被压瘪或弯曲的形状。
60.负极引线160电连接到所述第一电极板121的未涂覆部(未示出),并且一端部被设置为从袋膜140突出。作为示例,负极引线160可以由与第一电极板121的材料相同的铜、铜合金、镍或镍合金材料形成。另一方面,负极引线160可以通过集电体162连接到第一电极板121。另外,负极引线160和集电体可以通过焊接接合。作为示例,负极引线160上可以设置有由绝缘膜等形成的密封膜164,并且密封膜可以被设置在第一侧面密封部142内。
61.正极引线180电连接到所述第二电极板122的未涂覆部(未示出),并且一端部被设置为从袋膜140突出。作为示例,正极引线180可以由与第二电极板122的材料相同的铝或铝合金材料形成。另外,正极引线180也可以通过集电体182连接到第二电极板122。另一方面,正极引线180和集电体可以通过焊接接合。作为示例,正极引线180上可以设置有由绝缘膜等形成的密封膜184,并且密封膜可以被设置在第二侧面密封部143内。
62.如上所述,通过在袋膜140中形成折叠部146可以去除从袋膜140的底面145突出设置的突出部(鲨鱼鳍、蝙蝠耳)或者可以减小突出部150(图5)的高度。
63.以下,将参照附图对根据本发明的一个实施例的袋型二次电池100的制造方法进行说明。
64.图4至图7是用于说明根据本发明的一个实施例的袋型二次电池100的制造方法的工艺说明图。
65.首先,如图4所示,将负极引线160和正极引线180设置在两端部的电极组件120插入设置在袋膜140的容纳部141中。此后,以设置在容纳部141的中心部中的底部145(参照图2)为中心折叠袋膜140,并将电极组件120容纳在袋膜140的内部。
66.之后,如图5所示,在形成袋膜140的第一侧面密封部142和第二侧面密封部143之后,最后形成袋膜140的上部密封部144。此时,如图5所示,在连接到袋膜140的底部145的第一侧面密封部142和第二侧面密封部143的两个末端形成有从底部145突出设置的突出部
150。
67.之后,如图6所示,通过倾斜设置的辊10的轧制按压突出部150以将突出部150形成为折叠部146。因此,作为示例,如图7所示,折叠部146可以朝向底部145的上侧折叠。另一方面,折叠部146的末端可以设置有挤压部146a,挤压部146a具有通过辊的轧制而折叠的形状。挤压部146a是通过辊的轧制而形成的部分,并且在形成折叠部146时仅形成在折叠部146的末端。
68.如上所述,由于折叠部146通过倾斜设置的辊10的轧制而形成,因此可以减少袋膜140的损坏。例如,当在将辊10垂直设置在底部145的状态下通过辊10的轧制按压突出部时,整个突出部被压瘪,使得形成突出部的区域被撕裂或使突出部的高度相比折叠部146而增加。然而,在本实施例中,由于通过倾斜设置的辊10的轧制来挤压突出部150,因此可以使突出部150沿恒定的折叠方向变形。由此,可以从袋型二次电池100去除作为突出部150的鲨鱼鳍(shark-fin)或者可以减小作为突出部150的鲨鱼鳍(shark-fin)的高度。
69.如上所述,由于折叠部146通过辊10的轧制而形成,因此可以去除突出部150或减小突出部150的高度,进而可以防止在形成折叠部146时袋膜140损坏。
70.进一步地,袋型二次电池100可以与壳体(未示出)等面接触,因此可以提高冷却效率。此外,当制造袋型二次电池模块或袋型二次电池组时,可以去除设置在袋型二次电池100中的突出部150或者可以减小突出部150的高度,因此可以提高袋型二次电池模块或袋型二次电池组的体积密度。
71.以下,将参照附图对根据本发明的另一实施例的袋型二次电池及其制造方法进行说明。
72.图8是示出根据本发明的另一实施例的袋型二次电池的示意性立体图。
73.参照图8,作为示例,根据本发明的另一实施例的袋型二次电池200可以包括电极组件120、袋膜240、负极引线160和正极引线180。
74.另一方面,由于电极组件120、负极引线160和正极引线180与上述说明的在根据本发明的一个实施例的袋型二次电池100中设置的构造基本相同,因此在此将省略详细描述。
75.袋膜240在内部容纳电极组件120,并且负极引线160和正极引线180可以从袋膜240的两侧突出设置。另一方面,除了下面描述的折叠部246以外,由于具有与上述在根据本发明的一个实施例的袋型二次电池100的袋膜140中设置的构造基本相同的构造,因此在此将省略详细描述并以上述说明代替。
76.如图8所示,袋膜240可以包括朝向底部245折叠的折叠部246。更详细地,通过将袋膜240的两端部彼此接合来形成第一侧面密封部242和第二侧面密封部243。此时,突出部被设置为以底部245为基准比底部245更加突出。之后,当上端密封部244的密封完成时,作为向底部245突出的部分的突出部朝向底部245侧折叠。此时,折叠部246可以在袋型二次电池200的上表面或下表面与地板接触的状态下通过旋转袋型二次电池200以使底部245接触地面来形成。此时,折叠部246可以通过折叠刀20(图9和图10)折叠。由此,折叠部246朝上侧或下侧折叠。此外,当形成折叠部246时,可以包括加热或冷却突出部150(参照图5)的工艺。因此,可以防止折叠部246由于折叠部246的回弹(spring back)现象而恢复到原始形状。即,在形成折叠部246时,通过对突出部进行加热或冷却,使得在折叠部246的折叠区域形成热变形后,形成折叠部246。之后,停止加热或冷却以保持形成热变形的状态,从而可以防止折
叠部246由于折叠部246的回弹现象而恢复到原始形状。
77.另一方面,折叠刀20(图9和10)可以具有扁平的板状。此外,折叠刀可以具有大于袋膜240的底部245的长度的长度,并且可以具有小于底部245的厚度的宽度。因此,折叠部246可以形成为与底部245紧密接触。因此,折叠部246的折叠部分可以具有直线形状。
78.图9和图10是用于说明根据本发明的另一实施例的袋型二次电池的制造方法的工艺说明图。
79.另一方面,根据本发明的一个实施例的袋型二次电池的制造方法中的图4和图5所示的步骤与根据本发明的另一实施例的袋型二次电池的制造方法所包括的步骤基本相同,因此在此将省略详细描述并以上述说明代替。
80.如图9所示,突出部250通过折叠刀20折叠,从而形成为图9所示的折叠部246。因此,作为示例,如图10所示,折叠部246可以朝向底部245的上侧折叠。另一方面,由于折叠部246通过具有板状的折叠刀20来形成,因此折叠部246的折叠部分可以具有直线形状。此外,当形成折叠部246时,折叠部246可以被加热或冷却。因此,可以防止折叠部246由于折叠部246的回弹现象而恢复到原始形状。即,在形成折叠部246时,通过对突出部进行加热或冷却,使得在折叠部246的折叠区域形成热变形后,形成折叠部246。之后,停止加热或冷却以保持形成热变形的状态,从而可以防止折叠部246由于折叠部246的回弹现象而恢复到原始形状。
81.如上所述,由于折叠部246通过具有板状的折叠刀20来形成,因此可以减少袋膜240损坏。换言之,由于能够不通过辊10(参照图6)的轧制的情况下形成折叠部246,因此能够防止折叠部246被压瘪。因此,可以防止由于袋膜240的压瘪而造成的损坏。此外,由于折叠部246的折叠部分形成为具有直线形状,因此可以从袋型二次电池200去除作为突出部250的鲨鱼鳍或进一步降低作为突出部250的鲨鱼鳍的高度。
82.图11是用于说明根据本发明的又一实施例的袋型二次电池的制造方法的工艺说明图。
83.另一方面,根据本发明的一个实施例的袋型二次电池的制造方法中的图4和图5所示的步骤与根据本发明的又一实施例的袋型二次电池的制造方法所包括的步骤基本相同,因此在此将省略详细描述并以上述说明代替。
84.参照图11,形成有突出部350的袋型二次电池300被设置为平躺在折叠部形成板30上的状态。之后,在折叠部形成板30被加热或冷却的状态下,将袋型二次电池300竖立,使得袋型二次电池300的底部345与折叠部形成板30接触。因此,突出部350被折叠并形成折叠部346。
85.因此,可以防止折叠部346由于折叠部346的回弹现象而恢复到原始形状。即,当形成折叠部346时,通过对突出部进行加热或冷却,使得在折叠部346的折叠区域形成热变形后,形成折叠部346。之后,停止加热或冷却以保持形成热变形的状态,从而可以防止折叠部346由于折叠部346的回弹现象而恢复到原始形状。
86.如上所述,由于折叠部346在具有板状的折叠部形成板30上形成,因此可以减少袋膜340损坏。换言之,由于能够不通过辊10(参照图6)的轧制的情况下形成折叠部346,因此能够防止折叠部346被压瘪。因此,可以防止由于袋膜340的压瘪而造成的损坏。此外,由于折叠部346的折叠部分形成为具有直线形状,因此可以从袋型二次电池300去除作为突出部
350的鲨鱼鳍或进一步降低作为突出部350的鲨鱼鳍的高度。
87.以上对本发明的实施例进行了详细说明,但本发明的权利范围不限于此,对本发明所属领域的普通技术人员显而易见的是,在不脱离权利要求书中所记载的本发明的技术思想的范围内,可以进行各种修改和变形。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1