一种高内串数双极电池的组装方法与流程
1.本发明属于锂/钠离子电池技术领域,具体涉及一种高内串数双极电池的组装方法。
背景技术:
2.单体锂/钠离子电池由于电压平台有限,因此其功率密度受到限制。为了提高单体锂/钠离子电池的功率密度,可通过将正负极材料涂覆在同一集流体上,通过内串形式提高其电压平台,进而提高其功率密度。为了防止电池内部由于锂/钠离子的自由移动而形成的短路,通常采用固体电解质限制锂/钠离子的移动范围,进而防止电池内部的短路。
3.然而,在双极电池体系中采用固体电解质仍具有一定的局限性。一方面,由于固体电解质密度相对有机体系电解液更大,因此一定程度上牺牲了电池体系的能量密度。另一方面,在双极电池体系中,固体电解质的安全性与电池极化存在一定的矛盾关系,例如:固含量较低的凝胶电解质具有较高的离子电导率,然而在外压做用下可能造成凝胶电解质中液体的渗出,因此存在一定的短路风险;而基于全固态的无机固体电解质可有效阻止短路,然而面临着离子电导率低、界面阻抗大的问题。为了调和安全性与电池极化之间的矛盾关系,通常采用无机-聚合物复合的方法制备双极电池隔膜,例如文献acs appl.mater.interfaces 2022,14,5402-5413.报道了一种无机-聚合物-无机电解质多层复合隔膜以避免短路并兼顾高离子电导率,然而此方法组装过程繁琐,因此不适用于高内串结构。另外,采用绝缘胶封装制备高内串双极电池时,仅限于固态电解质的电池;因为现有锂/钠离子电池的有机液态电解液会腐蚀、溶解掉绝大多数绝缘胶,例如热熔胶、亚克力胶或硅胶,导致电池漏液或短路。因此,用此类绝缘胶封装技术无法适用于制备含有机液态电解质的高内串结构双极电池。
技术实现要素:
4.针对现有技术中存在的问题,本发明的目的在于提供一种组装简单、成本低的高内串数双极电池的组装方法。
5.为达上述目的,本发明采用以下技术方案:
6.一种高内串数双极电池的组装方法,包括以下步骤:
7.s1、将正极材料和负极材料分别作为电极活性材料涂覆在集流体的涂覆区上,得到两极片;
8.s2、将极片和聚合物隔膜组装成内串单元模块,将多个内串单元模块以内串形式堆叠;
9.s3、将集流体上的热封区分为第一热封区和第二热封区,所述第二热封区位于第一热封区内周,将位于第一热封区的聚合物隔膜熔融作为粘接剂,使多个内串单元模块的所有集流体上的第一热封区和位于第一热封区之间的聚合物隔膜全部热封粘接成一个整体,所述第二热封区未热封粘接;
10.s4、通过第二热封区之间的空间向内串单元模块内注入电解液;
11.s5、将第二热封区热封,完成双极电池的组装。
12.作为上述技术方案的进一步改进:
13.所述热封区的总面积为s1,所述第一热封区的面积为s2,满足s2=(60~95%)
×
s1。例如可以是60%、65%、70%、75%、80%、85%、90%、95%等。
14.步骤s1中,所述正极材料为锰酸锂、钴酸锂、磷酸铁锂、镍钴锰酸锂、磷酸铁纳、磷酸钒钠中的一种或几种;
15.所述负极材料为石墨、硬碳、钛酸锂、硅、锡中的一种或几种;
16.所述集流体为铝、铜、镍中的一种或几种。
17.所述步骤s2中,所述聚合物隔膜的原料为聚乙烯、聚丙烯、聚四氟乙烯中的一种或多种。
18.所述步骤s2中,所述堆叠为直接堆叠、z型堆叠或卷绕堆叠中的一种。
19.所述步骤s3中或步骤s5中,所述热封的温度为100~200℃。例如可以是100℃、110℃、120℃、130℃、140℃、150℃、160℃、170℃、180℃、190℃、200℃等。
20.所述步骤s4中,所述电解液为锂离子电解液和/或钠离子电解液。
21.优选地,所述锂离子电解液为lb-001、lb005、lb006、lb008、lb010、lb226、lb303、lx-025中的一种或几种。
22.优选地,所述钠离子电解液为ns-001、ns-006、np-001、np-007、np-008、np-009、ns-035、np-037中的一种或几种。
23.所述热封区的宽度d为5~20mm。在某些实施例中,例如可以是5mm、8mm、10mm、12mm、15mm、18mm、20mm。
24.所述内串单元模块的数量100≥n≥3;在某些实施例中,例如可以是5、10、12、20、30、40、50。
25.所述第二热封区热封后还包括如下步骤:将最外侧极片上连接极耳。
26.与已有技术相比,本发明具有如下有益效果:
27.本发明的一种高内串数双极电池的组装方法,以聚合物隔膜为粘结剂,利用聚合物隔膜不会溶解于有机电解液,既能起到阻止正负极接触短路的效果,又能作为粘结剂密封极片,通过将极片与聚合物隔膜堆叠,将聚合物隔膜与集流体四周未涂覆电极活性材料的区域(热封区)热封,利用聚合物隔膜熔融后对极片集流体产生的粘结作用形成相互独立的内串单元模块;再将电解液依次注入各内串单元模块,可有效地限制锂/钠离子的移动范围,在阻止短路的同时,可有效简化组装流程,并实现内串数的灵活可控,可实现几十伏级甚至百伏级单体电池的稳定运行。此外,相比与其他双极电池采用固态电解质,本发明所制备的高内串数双极电池采用电解液,具有更小的内阻。
附图说明
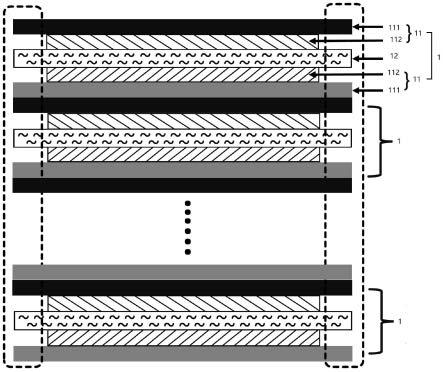
28.图1为本发明双极电池组装前主视图。
29.图2为本发明双极电池组装时俯视图。
30.图3为本发明双极电池组装后的主视图。
31.图4为实施例1中双极电池的1c充放电曲线。
32.图5为实施例1中双极电池的1c循环电曲线。
33.图例说明:1、内串单元模块;11、极片;111、集流体;1111、涂覆区;1112、热封区;11121、第一热封区;11122、第二热封区;112、电极活性材料;12、聚合物隔膜;2、极耳。
具体实施方式
34.下面通过具体实施方式来进一步说明本发明的技术方案。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
35.如图1、图2和图3所示,本发明的一种高内串数双极电池,包括多个顺序堆叠的内串单元模块1,内串单元模块1包括极片11和聚合物隔膜12,高内串数双极电池以聚合物隔膜12为粘结剂,所有内串单元模块1的极片11和聚合物隔膜12粘接成一个整体形成密封空间,密封空间内填充有电解液。本发明以聚合物隔膜12为粘结剂,利用聚合物隔膜12不会溶解于有机电解液,既能起到阻止正负极接触短路的效果,又能作为粘结剂密封极片11,通过将极片11与聚合物隔膜12堆叠,将聚合物隔膜12与极片11热封粘接,利用聚合物隔膜12熔融后对极片11产生的粘结作用形成相互独立的内串单元模块1。
36.本发明中,极片11包括集流体111和涂覆在集流体111上的电极活性材料112,相邻内串单元模块1的相近极片11的极性相反。
37.集流体111包括涂覆区1111和热封区1112,热封区1112位于涂覆区1111的外周且未涂覆电极活性材料112;聚合物隔膜12自集流体111涂覆区1111向外延伸至热封区1112。
38.集流体111的热封区1112和位于热封区1112之间的聚合物隔膜12热封粘接。
39.热封区1112的宽度d为5~20mm。
40.热封区1112包括第一热封区11121和第二热封区11122,第二热封区11122位于第一热封区11121内周,热封区1112的总面积为s1,第一热封区11121的面积为s2,满足s2=60~95%s1。
41.电极活性材料112的正极材料为锰酸锂、钴酸锂、磷酸铁锂、镍钴锰酸锂、磷酸铁纳、磷酸钒钠中的一种或几种;
42.电极活性材料112的负极材料为石墨、硬碳、钛酸锂、硅、锡中的一种或几种;
43.集流体111为铝、铜、镍中的一种或几种。
44.聚合物隔膜12的原料为聚乙烯、聚丙烯、聚四氟乙烯中的一种或多种。
45.堆叠为直接堆叠、z型堆叠或卷绕堆叠中的一种。
46.高内串数双极电池的最外侧极片11上连接有极耳2。发明中,只有两个极耳2,两个极耳2分别连接在最外侧极片11的最外侧集流体111上。相比于将同一个内串单元模块1的两极片11热封后再堆叠分别添加极耳2的方式,本发明仅通过两个极耳2即可实现所有内串单元模块1的串联连接,更为简便,成本更低。
47.图1为本发明双极电池组装前主视图,聚合物隔膜12尺寸大小与集流体111尺寸大小相同;虚线所示集流体111周围留有未涂覆电极的区域为热封区1112;内串单元模块1的数量高度可调。
48.图2为本发明双极电池组装时俯视图,其中电极活性材料112涂覆范围略小于集流体111。
49.图3为本发明双极电池组装后主视图,为示意简图,从图中可看出,高内串数双极
电池的所有集流体111和聚合物隔膜12连接为一个整体。
50.本发明的一种高内串数双极电池的组装方法,包括以下步骤:
51.s1、将正极材料和负极材料分别作为电极活性材料112涂覆在集流体111的涂覆区1111上,得到两极片11;
52.s2、将极片11和聚合物隔膜12组装成内串单元模块1,将多个内串单元模块1以内串形式堆叠;
53.s3、将集流体111上的热封区1112分为第一热封区11121和第二热封区11122,第二热封区11122位于第一热封区11121内周,将位于第一热封区11121的聚合物隔膜12熔融作为粘结剂,使多个内串单元模块1的所有集流体111上的第一热封区11121和位于第一热封区11121之间的聚合物隔膜12全部热封粘接成一个整体,第二热封区11122未热封粘接;
54.s4、通过第二热封区11122之间的空间向内串单元模块1内注入电解液;
55.s5、将第二热封区11122热封,完成双极电池的组装。
56.实施例1
57.本实施例的一种高内串数双极电池的组装方法,包括以下步骤:
58.s1、分别以石墨与锰酸锂为电极活性材料112涂覆于铜铝一体化集流体的两侧,得极片11;;极片11(集流体111)四周均留有宽度为5mm的未涂覆电极活性材料112的区域,记为热封区1112;本实施例中,正极和负极电极活性材料112分别涂覆在同一个铜铝一体化集流体的两侧,在其他实施例中,集流体111可不采用铜铝一体化集流体,可分别采用铜箔、铝箔作为集流体111,电极活性材料112分别涂覆铜箔、铝箔上,形成极性相反的极片11,记为正极和负极。
59.s2、将极片11与聚丙烯隔膜12以内串形式堆叠,堆叠方式为z型叠片,内串数为5串;本实施例中,最上层和最下层的极片11只有一侧涂覆电极活性材料112,在后续过程中用于连接极耳2;
60.s3、将集流体111的热封区1112分为第一热封区11121和第二热封区11122,第二热封区11122位于第一热封区11121内周,以聚丙烯隔膜为聚合物隔膜12,将聚丙烯隔膜熔融作为粘结剂,将所有极片11四周的第一热封区11121连同所有聚丙烯隔膜全部一次性热封粘接成一个整体,使不同内串单元模块1相互独立,第一热封区11121为热封区1112总面积的80%,第二热封区11122未热封;热封温度为160℃;
61.s4、通过第二热封区11122分别向每个内串单元模块1中注入lb303电解液;
62.s5、将第二热封区11122热封,完成双极电池的组装。
63.热封完成后还包括:在最外侧内串单元模块1的最外侧极片11上分别连接极耳2。
64.实施例2
65.本实施例与实施例1大致相同,不同之处在于,步骤s1所选取的正极材料为钴酸锂。
66.实施例3
67.本实施例与实施例1大致相同,不同之处在于,步骤s1中,负极材料为碳硅复合物。
68.实施例4
69.本实施例与实施例1大致相同,不同之处在于,步骤s1中,正极材料为磷酸铁钠,负极材料为硬碳。
70.实施例5
71.本实施例与实施例1大致相同,不同之处在于,步骤s1中,未涂覆电极材料区域(热封区1112)宽度为10mm。
72.实施例6
73.本实施例与实施例1大致相同,不同之处在于,步骤s1中,聚合物隔膜12为聚乙烯隔膜,未涂覆电极材料区域(热封区1112)宽度为20mm。
74.实施例7
75.本实施例与实施例1大致相同,不同之处在于,步骤s1中,内串单元模块1数量为25串。
76.实施例8
77.本实施例与实施例1大致相同,不同之处在于,步骤s3中,内串单元模块1数量为50串,第一热封区11121面积为热封区1112面积的85%。
78.实施例9
79.本实施例与实施例1大致相同,不同之处在于,步骤s3中,热封温度为150℃。
80.实施例10
81.本实施例与实施例1大致相同,不同之处在于,步骤s3中,电解液为lb-010。
82.对比例1
83.本对比例与实施例1大致相同,不同之处在于,步骤s3中,未涂覆电极材料区域(热封区1112)宽度为0mm;
84.步骤s2所采用的电解质隔膜为固体电解质:聚四氟乙烯+锂镧镐氧+litfsi复合电解质(质量比为6:3:1)。
85.将上述实施例和对比例的高内串数双极电池进行电化学性能测试:
86.①
充放电测试:在25℃环境中以1c倍率充放。结果参见表1。
87.②
循环容量保持率测试:在25℃环境中以1c倍率循环。结果参见表1。
88.表1.本发明实施例1-10与对比例1的电化学性能测试参数对比
89.[0090][0091]
通过实施例1-10及对比例1的性能参数对比可以看出,采用本发明所制备的双极电池可实现百伏级单体电池,且内阻明显小于采用固体电解质的传统组装方法。
[0092]
图4所示为实施例1双极电池的1c充放电曲线,其内串数为5,电压平台约为20伏,首圈放电的平均克容量发挥为111mah/g。
[0093]
图5所示为实施例1双极电池的1c循环电曲线,循环100圈后的平均克容量发挥保持率为95.2%。相比之下,采用传统组装工艺,由于固体电解质相对较低的离子电导率与较大的电极/电解质界面阻抗,其首圈放电的平均克容量发挥与100圈后的平均克容量发挥保持率分别仅为107mah/g与83.3%。
[0094]
虽然本发明已以较佳实施例揭示如上,然而并非用以限定本发明。任何熟悉本领域的技术人员,在不脱离本发明技术方案范围的情况下,都可利用上述揭示的技术内容对本发明技术方案做出许多可能的变动和修饰,或修改为等同变化的等效实施例。因此,凡是未脱离本发明技术方案的内容,依据本发明技术实质对以上实施例所做的任何简单修改、等同变化及修饰,均应落在本发明技术方案保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1