一种套装式空心干式电抗器及其制备工艺的制作方法
1.本发明属于空心干式电抗器制造技术领域,尤其涉及一种套装式空心干式电抗器及其制备工艺。
背景技术:
2.电力系统中广泛使用空心干式电抗器,极大发挥了限制短路电流、无功补偿和移相等重要作用。
3.由于并联电抗器先天的结构存在问题,且无自动检测故障并跳闸功能,运行中的电抗器不能及时发现缺陷、故障,通常是看到电抗器发生冒烟、起火现象才能发现电抗器出现故障,严重影响电力系统的安全稳定运行。经过对大量运行故障返厂电抗器的解体检查发现,现有电抗器线圈的工艺缺陷是导致电抗器故障的主要原因。
4.目前空心干式电抗器线圈工艺制作过程如下:(1)准备工作。首先在立绕机上安装固定好圆柱形金属筒做模具,并将模具上、下端部的汇流排固定好。
5.(2)第一层,即最内层包封线圈的制作。首先在圆柱形模具外表面横向缠绕脱模带,然后在脱膜带外层绕制环氧树脂浸渍玻璃纤维丝,以下简称“玻璃丝”和无碱玻璃丝布带,再在无碱玻璃丝布带外表面绕制电磁线,最后在电磁线外层绕制玻璃丝和无碱玻璃丝布带,完成第一包封线圈的制作。
6.对该包封线圈的外表面进行整理后,准备绕制第二层包封线圈。
7.(3)第二层包封线圈制作。以第一层包封线圈做底膜,首先在其外表面垂直安放树脂纤维撑条,然后在撑条外侧直接绕制玻璃丝和无碱玻璃丝布带,再在无碱玻璃丝布带外表面绕制电磁线,最后在电磁线外层绕制玻璃丝和无碱玻璃丝布带,完成第二包封线圈的制作。对该包封线圈的外表面进行整理后,准备绕制第三层包封线圈。
8.(4)重复上面的步骤,完成所有层的包封线圈绕制。在每层玻璃丝包绕过程中,在经过上、下端部汇流排时,选择对称的几点(根据汇流排的等分数有关)在汇流排上缠绕数圈作为包封线圈的固定。
9.(5)线圈干燥。将绕制好的线圈送入干燥罐进行干燥。线圈经过高温加热后树脂材料完全固化,线圈完全成为一个刚性的整体。
10.根据上述线圈的制作过程发现,整个线圈是一个刚性的整体。
11.因其工艺过程造成的不足是,每层包封的内表面无法进行整理,存在较明显的凸凹、毛刺等缺陷。运行中一旦发生故障,电抗器将无法修复,整台报废,经济损失巨大。
12.第一,随着电抗器投运通电,本体温度快速上升,由于热胀冷缩的原因,作为一个刚性整体的电抗器线圈承受较大的张力,导致包封表面产生裂纹。这些裂纹随着后期各种运行环境的考验,深度和长度也逐渐发展,将演变为绝缘受潮、匝间短路等故障,甚至引发电抗器的火灾。
13.第二,最内层除外的每层包封内表面因撑条的作用,造成内表面局部凹陷。如图1
所示,图1是现有技术中包封线圈内表面局部凹陷示意图。图中包括:干式电抗器的撑条1、干式电抗器的电磁线2、干式电抗器的绝缘层3及干式电抗器的包封线圈4。
14.此处绝缘厚度降低,绝缘强度下降。同时也造成内表面不光滑,产生大量毛刺等,在运行过程中高压空心电抗器内表面极容易产生积污,影响导线散热等,导致绝缘损伤、老化,甚至导致干式电抗器火灾。
15.鉴于以上的分析,本领域技术人员非常有必要对空心干式电抗器的线圈制作工艺方法进行改进。
技术实现要素:
16.针对上述现有技术中存在的不足之处,本发明提供了一种套装式空心干式电抗器及其制备工艺。其目的是为了提供一种能够有效解决因撑条造成的绝缘薄弱部位和表面不平、毛刺多易积污的缺陷,采用成套模具分层绕制包封线圈的套装式高压空心干式电抗器及其制造工艺的发明目的。
17.本发明为实现上述目的所采用的技术方案是:一种套装式空心干式电抗器,由下汇流排与绝缘子连接板相连接,绝缘子连接板通过胶垫依次与绝缘子、升高座、底座相连接,在所述下汇流排和上汇流排中间连接有由多层包封线圈构成的干式空心电抗器线圈,在每两层包封线圈之间均设有撑条。
18.更进一步的,所述干式空心电抗器线圈由最里层的第一层包封线圈、第二层包封线圈、第三层包封线圈、第四层包封线圈、第五层包封线圈及撑条组成;每层包封线圈为圆筒形状,各层包封线圈套装为一个整体构成干式空心电抗器线圈;各层包封线圈依次套装在上汇流排和下汇流排之间,相邻的两个包封线圈之间连接有多个撑条,且各撑条均匀分布;所有干式空心电抗器线圈的首端出线位置和尾端出线位置分别焊接在相应的汇流排上。
19.更进一步的,所述第二层包封线圈套在第一层包封线圈外侧的撑条外部;第一类撑条到第二层包封线圈内侧的缝隙内插有第二类撑条;第二类撑条与第一类撑条的下端和上端均通过铁氟龙扎带绑扎连接; 第三类撑条到第二层包封线圈内侧的缝隙插入有第四类撑条;第三类撑条和第四类撑条上端与上汇流排相连接,第三类撑条和第四类撑条下端与下汇流排相连接。
20.更进一步的,所述下汇流排上连接的干式空心电抗器线圈的尾端出线位置x11和尾端出线位置x21之间分别垂直向上在第一层包封线圈的外侧粘贴有第一类撑条;尾端出线位置x21和尾端出线位置x31之间分别垂直向上在第一层包封线圈的外侧粘贴有第一类撑条;下汇流排上的干式空心电抗器线圈的尾端出线位置x31和尾端出线位置x41之间分别垂直向上在第一层包封线圈的外侧粘贴有第一类撑条;下汇流排的尾端出线位置x41和尾端出线位置x51之间分别垂直向上在第一层包封线圈的外侧粘贴有第一类撑条;下汇流排的尾端出线位置x51和尾端出线位置x61之间分别垂直向上在第一层包封线圈的外侧粘贴有第一类撑条;下汇流排的尾端出线位置x61和尾端出线位置x11之间分别垂直向上在第一层包封线圈的外侧粘贴有第一类撑条;下汇流排上连接的尾端出线位置x11至尾端出线位置x61的6个位置分别放置有第三类撑条。
21.更进一步的,所述上汇流排水平置于包封线圈上方,各撑条竖直连接,且上汇流排
上连接的干式空心电抗器线圈的首端出线位置a11和首端出线位置a21之间的第一类撑条和第二类撑条对应在首端出线位置a11和首端出线位置a21之间,首端出线位置a21和首端出线位置a31之间的第一类撑条和第二类撑条对应在首端出线位置a21和首端出线位置a31之间, 首端出线位置a31和首端出线位置a41之间的第一类撑条和第二类撑条对应在首端出线位置a31和首端出线位置a41之间,首端出线位置 a41和首端出线位置a51之间的第一类撑条和第二类撑条对应在首端出线位置a41和首端出线位置a51之间,首端出线位置a51和首端出线位置a61之间的第一类撑条和第二类撑条对应在首端出线位置a51和首端出线位置a61之间,首端出线位置a61和首端出线位置a11之间的第一类撑条和第二类撑条对应在首端出线位置a61和首端出线位置a11之间,第三类撑条和第四类撑条对应在上汇流排上连接的首端出线位置a11至首端出线位置a61的6个对应位置。
22.更进一步的,所述第一层包封线圈由内到外依次绕制有脱模带、两层玻璃丝、一层无碱玻璃丝布带、一层玻璃丝、第一层电磁线、第二层电磁线、第三层电磁线、第四层电磁线、第五层电磁线、一层玻璃丝、一层无碱玻璃丝布带及一层玻璃丝;所述第二层包封线圈由内到外依次绕制有脱模带、一层玻璃丝、一层无碱玻璃丝布带、一层玻璃丝、第一层电磁线b、第二层电磁线b、第三层电磁线b、一层玻璃丝、一层无碱玻璃丝布带及一层玻璃丝;所述第三层包封线圈、第四层包封线圈及第五层包封线圈的结构同第二层包封线圈一致。
23.一种套装式空心干式电抗器的制备工艺,包括以下步骤:步骤1.制作干式空心电抗器线圈,包括五层包封线圈;步骤2.将制作成的包封线圈进行干燥,得到固化的包封线圈;步骤3.将固化的包封线圈依次套装在上汇流排和下汇流排之间,且相邻的两个包封线圈之间加装有撑条;步骤4.将其他附件进行组装,包括将绝缘子连接板、胶垫与绝缘子相连接,绝缘子与升高座相连接,升高座与底座相连接。
24.更进一步的,所述五层包封线圈包括第一层包封线圈至第五层包封线圈,其中第一层包封线圈的制作步骤,包括:步骤(1)在立绕机上固定第一个圆筒形模具,将直径调至φ0mm;步骤(2)在该模具上均匀绕制脱模带;步骤(3)在脱模带的外侧均匀绕制两层玻璃丝,然后在第二层玻璃丝外部均匀绕制一层无碱玻璃丝布带,再在无碱玻璃丝布带的外部均匀绕制一层玻璃丝;步骤(4)在玻璃丝的外侧绕制第一层电磁线,第一层电磁线的首端从上下汇流排的首端出线位置a11开始,匝数为n1,n为圈数,尾端至上下汇流排的尾端出线位置x21;步骤(5)在第一层电磁线的外侧绕制第二层电磁线,第二层电磁线的首端从首端出线位置a21开始,匝数为n2,尾端至尾端出线位置x51;步骤(6)在第二层电磁线外侧绕制第三层电磁线,第三层电磁线的首端从首端出线位置a31开始,匝数为n3,尾端至尾端出线位置x41;步骤(7)在第三层电磁线外侧绕制第四层电磁线,第四层电磁线的首端从首端出线位置a61开始,匝数为n4,尾端至尾端出线位置x61;
步骤(8)在第四层电磁线外侧绕制第五层电磁线,第五层电磁线的首端从首端出线位置a41开始,匝数为n5,尾端至尾端出线位置x31;步骤(9)在第五层电磁线外侧依次均匀绕制一层玻璃丝、一层无碱玻璃丝布带、一层玻璃丝;步骤(10)整理包封的外表面,保障外表面拉丝均匀、平整、无毛刺,保证第一层包封线圈外径为φ
11
mm;所述第二层包封线圈制作过程包括以下步骤:步骤(1)在立绕机上个固定第二个圆筒形模具,将直径调至φ
20
mm;步骤(2)在模具上均匀绕制脱模带;步骤(3)在脱模带的外侧依次均匀绕制一层玻璃丝、一层无碱玻璃丝布带、一层玻璃丝;步骤(4)在步骤(3)的玻璃丝的外侧绕制第一层电磁线b,第一层电磁线b的首端从上下汇流排的首端出线位置a52开始,匝数为n6,尾端至上下汇流排的尾端出线位置x12;步骤(5)在第一层电磁线b的外侧绕制第二层电磁线b,第二层电磁线b的首端从首端出线位置a12开始,匝数为n7,尾端至尾端出线位置x32;步骤(6)在第二层电磁线b的外侧绕制第三层电磁线b,第三层电磁线b的首端从首端出线位置a22开始,匝数为n8,尾端至尾端出线位置x52;步骤(7)在第三层电磁线b的外侧依次均匀绕制一层玻璃丝、一层无碱玻璃丝布带、一层玻璃丝;步骤(8)整理包封的外表面,使外表面拉丝均匀、平整、无毛刺,包封外径为φ
22
mm;所述第三层包封线圈、第四层包封线圈及第五层包封线圈的绕制过程同第二层包封线圈的制作过程一致。
25.更进一步的,所述将制作成的包封线圈进行干燥,得到固化的包封线圈,是将步骤1绕制好的包封线圈,包括第一层包封线圈、第二层包封线圈、第三层包封线圈、第四层包封线圈及第五层包封线圈送入干燥罐进行干燥,干燥温度范围值为90-110℃,干燥时间范围值为100-120分钟;分别得到五个刚性的包封线圈。
26.更进一步的,所述将固化的包封线圈依次套装在上汇流排和下汇流排之间,包括以下步骤:步骤(1)将下汇流排置于水平工装上,将第一层包封线圈置于设计位置;步骤(2)从下汇流排的的铜排x1和铜排x2之间夹角60
°
,三条射线将∠x1ox2四等分,过三条射线作与水平垂直的面,这三个垂面与第一层包封线圈的外侧分别有三条交线,分别在交线处粘贴第一类撑条。
27.步骤(3)下汇流排的铜排x2和铜排x3之间夹角60
°
,三条射线将∠x2ox3四等分,过三条射线作与水平垂直的面,这三个垂面与线圈第一层包封的外侧分别有三条交线,分别在交线处粘贴第一类撑条;步骤(4)下汇流排的铜排x3和铜排x4之间夹角60
°
,三条射线将∠x3ox4四等分,过三条射线作与水平垂直的面,这三个垂面与第一层包封线圈的外侧分别有三条交线,分别在交线处粘贴第一类撑条;
步骤(5)下汇流排的铜排x4和铜排x5之间夹角60
°
,三条射线将∠x4ox5四等分,过三条射线作与水平垂直的面,这三个垂面与第一层包封线圈的外侧分别有三条交线,分别在交线处粘贴第一类撑条;步骤(6)下汇流排的铜排x5和铜排x6之间夹角60
°
,三条射线将∠x5ox6四等分,过三条射线作与水平垂直的面,这三个垂面与第一层包封线圈的外侧分别有三条交线,分别在交线处粘贴第一类撑条;步骤(7)下汇流排的铜排x6和铜排x1之间夹角60
°
,三条射线将∠x6ox1四等分,过三条射线作与水平垂直的面,这三个垂面与第一层包封线圈的外侧分别有三条交线,分别在交线处粘贴第一类撑条;步骤(8)在下汇流排的尾端出线位置x11、x21、x31、x41、x51、x61分别放置第三类撑条;步骤(9)将第二层包封线圈套在第一层包封线圈外侧的撑条外部;步骤(10)在第一类撑条到第二层包封线圈内侧的缝隙中插入第二类撑条;使用铁氟龙扎带将第二类撑条与第一类撑条的上端和下端分别绑扎在一起;步骤(11)在第三类撑条到第二层包封线圈14内侧的缝隙间插入第四类撑条;使用铁氟龙扎带将第四类撑条与第三类撑条的上端和下端分别绑扎在一起;并将第三类撑条和第四类撑条与下汇流排固定连接在一起;步骤(12)按照步骤(1)至步骤(11)套装第三层包封线圈、第四层包封线圈和第五层包封线圈,并将下部的所有撑条固定;步骤(13)将上汇流排6水平放置到各包封线圈上方,把各撑条调整到竖直状态,且首端出线位置a11(a12、a13、a14)和首端出线位置a21(a22、a23、a24)之间的第一类撑条22和第二类撑条23对应在首端出线位置a11(a12、a13、a14)和首端出线位置a21(a22、a23、a24)之间的四等分点,首端出线位置a21(a22、a23、a24)和首端出线位置a31(a32、a33、a34)之间的第一类撑条22和第二类撑条23对应在首端出线位置a21(a22、a23、a24)和首端出线位置a31(a32、a33、a34)之间的四等分点,首端出线位置a31(a32、a33、a34)和首端出线位置a41(a42、a43、a44)之间的第一类撑条22和第二类撑条23对应在首端出线位置a31(a32、a33、a34)和首端出线位置a41(a42、a43、a44)之间的四等分点,首端出线位置a41(a42、a43、a44)和首端出线位置a51(a52、a53、a54)之间的第一类撑条22和第二类撑条23对应在首端出线位置a41(a42、a43、a44)和首端出线位置a51(a52、a53、a54)之间的四等分点,首端出线位置a51(a52、a53、a54)和首端出线位置a61(a62、a63、a64)之间的第一类撑条22和第二类撑条23对应在首端出线位置a51(a52、a53、a54)和首端出线位置a61(a62、a63、a64)之间的四等分点,首端出线位置a61(a62、a63、a64)和首端出线位置a11(a12、a13、a14)之间的第一类撑条22和第二类撑条23对应在首端出线位置a61(a62、a63、a64)和首端出线位置a11(a12、a13、a14)之间的四等分点,第三类撑条24和第四类撑条25对应在上汇流排的首端出线位置a11-a61、a12-a62、a13-a63、a14-a64上;步骤(14)使用压紧装置夹在上下汇流排间,使用不锈钢材质的螺栓将第三类撑条和第四类撑条与上汇流排固定连接在一起;步骤(15)拆卸压紧装置,将所有包封线圈的首尾分别焊接到对应的汇流排上。
28.本发明具有以下有益效果及优点:
本发明电抗器由于采用各包封线圈独立模具、单独绕制的工艺,每个包封线圈的内外表面均为光滑平整、无毛刺。可以有效地解决因撑条造成的绝缘薄弱部位和表面不平、毛刺多易积污的缺陷。
29.本发明还具备可拆解、局部检修、更换单层包封线圈等优点,能够最大程度降低检修费用,有效的为电力系统降低成本、缩短检修时间,使工作效率得到显著的提高。
附图说明
30.本发明的上述和/或附加的方面和优点从结合下面附图对实施例的描述中将变得明显和容易理解,其中:图1是现有技术中包封线圈内表面局部凹陷示意图;图2是本发明中电抗器的示意图;图3是本发明中电抗器的俯视图;图4是本发明中第一层包封线圈的剖面示意图;图5是本发明中上下汇流排及首端、尾端出线的相对位置示意图;图6是本发明中第二层包封线圈的剖面示意图;图7是本发明中第一类撑条结构示意图;图8是图7的水平剖面图;图9是本发明中第二类撑条结构示意图;图10是图9的水平剖面图;图11是本发明中第三类撑条结构示意图;图12是图11的水平剖面图;图13是本发明中第四类撑条结构示意图;图14是图13的水平剖面图;图15是本发明中撑条及下汇流排装配结构图;图16是图15的仰视图;图17是本发明中撑条及上汇流排装配结构图;图18是图17的俯视图;图19是本发明中图3中ⅰ部的放大结构示意图;图20是本发明中图3中ⅱ部的放大结构示意图;图21是本发明中铁氟龙扎带结构示意图;图22是本发明中射线位置示意图。
31.图中:干式电抗器的撑条1,干式电抗器的电磁线2,干式电抗器的绝缘层3,干式电抗器的包封线圈4,干式空心电抗器线圈5,首端出线位置a11-a15,首端出线位置a21-a25,首端出线位置a31-a35,首端出线位置a41-a45,首端出线位置a51-a55,首端出线位置a61-a65;尾端出线位置x11-x15,尾端出线位置x21-x25,尾端出线位置x31-x35,尾端出线位置x41-x45,尾端出线位置x51-x55,尾端出线位置x61-x65,上汇流排6,铜排a1-铜排a6,下汇流排7,铜排x1-铜排x6,绝缘子连接板8,胶垫9,绝缘子10,升高座11,底座12,第一层包封线圈13,第二层包封线圈14,第三层包封线圈15,第四层包封线圈16,第五层包封线圈17,脱模带18,玻璃丝a1900,玻璃丝b1901,玻璃丝c1902,玻璃丝d1903,无碱玻璃丝布带a20,无碱玻
璃丝布带b200,第一层电磁线a2111,第二层电磁线a2112,第三层电磁线a2113,第四层电磁线a2114,第五层电磁线a2115,第一层电磁线b2121,第二层电磁线b2122,第三层电磁线b2123,第一类撑条22,第二类撑条23,第三类撑条24,第四类撑条25,铁氟龙扎带26,螺栓27,第一、二类撑条的高l1,第三、四类撑条的高l2,第一、二类撑条的宽a1,第三、四类撑条的宽a2,第一类撑条的厚度w1,第二类撑条的厚度w2,第三类撑条的厚度w3,第四类撑条的厚度w4,第一、三类撑条的倒角半径r,电抗器线圈的内径d1,电抗器线圈的外径d2。
具体实施方式
32.为了能够更清楚地理解本发明的上述目的、特征和优点,下面将结合附图和具体实施方式对本发明进行进一步的详细描述。需要说明的是,在不冲突的情况下,本技术的实施例及实施例中的特征可以相互组合。
33.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
34.本发明是一种单独绕制、固化多个包封线圈,并采用逐层套装的方式进行装配的组装式的干式空心电抗器。这种电抗器由于采用各包封线圈独立模具、单独绕制的工艺,每个包封线圈的内外表面均为光滑平整、无毛刺。
35.下面参照图1-图22描述本发明一些实施例的技术方案。
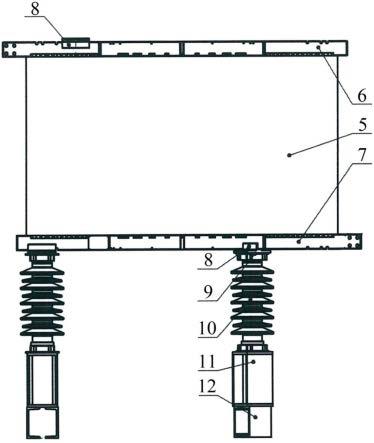
36.实施例1本发明提供了一个实施例,是一种套装式空心干式电抗器,具体是采用成套模具分层绕制包封线圈的套装式高压空心电抗器,如图2、图3所示,图2是本发明的电抗器示意图,图3是本发明的电抗器俯视图,d1为电抗器线圈的内径,d2为电抗器线圈的外径。
37.本发明电抗器具体包括:干式空心电抗器线圈5、上汇流排6、下汇流排7、绝缘连接板8、胶垫9、绝缘子10、升高座11、底座12等构成。所述干式空心电抗器线圈5由多层包封线圈及撑条组成。其中,使用所述的第一类撑条22、第三类撑条24粘贴于内层线圈的外部,套入外层包封线圈后,第二类撑条23插入第一类撑条22外部与外层包封线圈内部之间,用于调节每两层包封线圈间的距离,作为每两层包封线圈之间的支撑、第四类撑条25插入第三类撑条24与外层包封线圈内部之间,作为每两层包封线圈之间的支撑,第三类撑条24和第四类撑条25上下两端使用螺栓分别固定在上下汇流排上,使用上汇流排6和下汇流排7夹紧第一层包封线圈13至第五层包封线圈17获得干式空心电抗器线圈5。所述上汇流排6和下汇流排7使用第三类撑条24和第四类撑条25通过螺栓27连接,为干式空心电抗器线圈5提供夹紧力,并使干式空心电抗器线圈5、上汇流排6和下汇流排7成为一个整体;采用6063t6合金铝的绝缘子连接板8与下汇流排7焊接一起,从而将下汇流排7托住。
38.所述绝缘子连接板8还用于与绝缘子10进行连接,在绝缘子连接板8和绝缘子10之间还连接有胶垫9,通过螺栓将绝缘子连接板8、胶垫9与绝缘子10的一端紧固连接在一起,起到将线圈固定到绝缘子10上的作用。所述绝缘子10底部的一端通过螺栓与6063t6合金铝材质的升高座11的一端相连接,升高座11另一端与底座12通过螺栓相连接。所述胶垫9为绝缘胶垫,所述底座12的材质为16#槽钢。
39.本发明所述干式空心电抗器线圈5由最里层的第一层包封线圈13、第二层包封线
圈14、第三层包封线圈15、第四层包封线圈16、第五层包封线圈17及撑条组成。所述每层包封线圈为圆筒形状,各层包封线圈套装为一个整体,即干式空心电抗器线圈5。其中,所述第二层包封线圈14套在第一层包封线圈13外侧的撑条外部;第三层包封线圈15套在第二层包封线圈14外侧的撑条外部;第四层包封线圈16套在第五层包封线圈17外侧的撑条外部。
40.更具体的,所述干式空心电抗器线圈5的各层包封线圈依次套装在上汇流排6和下汇流排7之间,相邻的两个包封线圈之间加装有撑条,且各撑条均匀分布。
41.首端出线位置和尾端出线位置均是由干式空心电抗器或包封线圈的高度、中心距及各出线位置的相对角度差决定,其中高度及中心距在包封线圈的制作过程中给出,本发明仅标注各出线的角度相对位置,其中首端出线位置30个,分别为a11-a65;尾端出线位置30个,分别为x11-x65;如图5所示,同理铜排焊接位置的高度、中心距在设计中已限定,仅需标注焊接位置的角度相对位置,所以将铜排标记为首端出线位置a11-a65和尾端出线位置x11-x65。
42.本发明中出线的位置目前是按照上下汇流的位置确定的,即上汇流a1-a6分别是图5中从中心到外部的铜排,所以对于每层包封线圈的出线位置虽然都是a1,下面以a1为例进行详细的说明,但事实上对应到5个包封线圈均为5个出线位置,因为每层包封线圈的直径不同,因此,将分别设首端出线位置为a11-a15,其它四层包封线圈同理。
43.所述干式空心电抗器线圈5共设有5层包封线圈,每层包封线圈分别设有6个首端出线位置,5层包封线圈共设有30个首端出线位置。每层包封线圈还分别设有6个尾端出线位置,5层包封线圈共设有30个尾端出线位置。
44.本发明中所有包封线圈即干式空心电抗器线圈5的首端出线位置和尾端出线位置的出线分别焊接到相应的汇流排上,因为只要固定了汇流排,即可固定各层包封线圈的位置,所以上汇流排6上的6个铜排分别为铜排a1-铜排a6,首端出线使用a11-a65标注,下汇流排7上的6个铜排分别为铜排x1-铜排x6标注,尾端出线使用x11-x65标注,如图5所示。具体是,第一层包封线圈13置于设计位置,因5层包封线圈套装完成后即得到干式空心电抗器5,即第一层包封线圈13的出线位置与干式空心电抗器5第一层的出线位置相同,首端出线位置分别为a11-a61,尾端出线位置分别为x11-x61,第一位数字代表铜排序号,第二位数字代表包封线圈的层数;从干式空心电抗器线圈5尾端出线位置x11和尾端出线位置x21之间分别垂直向上在第一层包封线圈13的外侧粘贴有第一类撑条22;下汇流排7上的干式空心电抗器线圈5的尾端出线位置x21和尾端出线位置x31之间分别垂直向上在第一层包封线圈13的外侧粘贴有第一类撑条22;下汇流排7上的干式空心电抗器线圈5的尾端出线位置x31和尾端出线位置x41之间分别垂直向上在第一层包封线圈13的外侧粘贴有第一类撑条22;下汇流排7上的干式空心电抗器线圈5的尾端出线位置x41和尾端出线位置x51之间分别垂直向上在第一层包封线圈13的外侧粘贴有第一类撑条22;下汇流排7上的干式空心电抗器线圈5的尾端出线位置x51和尾端出线位置x61之间分别垂直向上在第一层包封线圈13的外侧粘贴有第一类撑条22;下汇流排7上的干式空心电抗器线圈5的尾端出线位置x61和尾端出线位置x11之间分别垂直向上在第一层包封线圈13的外侧粘贴有第一类撑条22;下汇流排7上的干式空心电抗器线圈5的尾端出线位置x11至尾端出线位置x61位置分别放置有第三类撑条24。
45.其中,所述上汇流排6水平置于包封线圈上方,各撑条竖直连接,且干式空心电抗
器线圈5的首端出线位置a11和首端出线位置a21之间的第一类撑条22和第二类撑条23对应在首端出线位置a11和首端出线位置a21之间,首端出线位置a21和首端出线位置a31之间的第一类撑条22和第二类撑条23对应在首端出线位置a21和首端出线位置a31之间,首端出线位置a31和首端出线位置a41之间的第一类撑条22和第二类撑条23对应在首端出线位置a31和首端出线位置a41之间,首端出线位置a41和首端出线位置a51之间的第一类撑条22和第二类撑条23对应在首端出线位置a41和首端出线位置a51之间,首端出线位置a51和首端出线位置a61之间的第一类撑条22和第二类撑条23对应在首端出线位置a51和首端出线位置a61之间,首端出线位置a61和首端出线位置a11之间的第一类撑条22和第二类撑条23对应在首端出线位置a61和首端出线位置a11之间,第三类撑条24和第四类撑条25对应在上汇流排6的首端出线位置a11至首端出线位置a61对应位置。
46.通过铁氟龙扎带26将第三类撑条24和第四类撑条25连接,通过螺栓27将第三类撑条24和第四类撑条25和上汇流排6固定连接在一起。将通过螺栓27第三类撑条24、第四类撑条25及下汇流排7固定连接在一起。
47.第二层包封线圈14套在第一层包封线圈13外侧的撑条外部;第一类撑条22到第二层包封线圈14内侧的缝隙内还插入有第二类撑条23;第二类撑条23与第一类撑条22的下端通过铁氟龙扎带26绑扎在一起,同时将上端也通过铁氟龙扎带26绑扎一起; 第三类撑条24到第二层包封线圈14内侧的缝隙大小插入有第四类撑条25;第三类撑条24和第四类撑条25与下汇流排7通过不锈钢材质的螺栓27固定连接在一起。
48.第三层包封线圈15、第四层包封线圈16、第五层包封线圈17分别是依上述结构套装而成。
49.更具体的是,所述干式空心电抗器线圈5的各分层包封线圈均是由脱模带18、玻璃丝19、无碱玻璃丝布带20及电磁线21绕制而成。所述电磁线包括:第一层电磁线a2111、第二层电磁线a2112、第三层电磁线a2113、第四层电磁线a2114及第五层电磁线a2115。
50.所述第一层包封线圈13的结构是由内到外依次绕制有脱模带18、两层玻璃丝、一层无碱玻璃丝布带、一层玻璃丝、第一层电磁线2111、第二层电磁线2112、第三层电磁线2113、第四层电磁线2114、第五层电磁线2115、一层玻璃丝、一层无碱玻璃丝布带及一层玻璃丝。
51.所述第二层包封线圈14的结构是由内到外依次绕制有脱模带18、一层玻璃丝、一层无碱玻璃丝布带、一层玻璃丝、第一层电磁线b2121、第二层电磁线b2122、第三层电磁线b2123、一层玻璃丝、一层无碱玻璃丝布带及一层玻璃丝。
52.所述第三层包封线圈15、第四层包封线圈16及第五层包封线圈17的结构同第二层包封线圈14一致。
53.实施例2本发明又提供了一个实施例,是一种套装式空心干式电抗器的制备工艺,具体是采用成套模具分层绕制每个包封线圈,之后进行干燥处理,再将干燥后的包封线圈开始进行组装,直径小的包封在最内侧,然后按直径大小依次套装在一起。各层包封线圈之间加装绝缘撑条,上、下两端使用金属汇流排做出线装置,并兼有轴向压紧、固定及吊装的功能,以上为空心干式电抗器的线圈。该线圈与绝缘子10、底座12等部件进行组装,从而完成空心干式电抗器的套装工艺。
54.本发明提供了一种套装式空心干式电抗器的制备工艺,具体是采用成套模具分层绕制包封线圈的套装式高压空心电抗器。具体包括以下步骤:步骤1.制作干式空心电抗器线圈。
55.包封线圈即本发明所述的干式空心电抗器线圈5,它是由最里层的第一层包封线圈13、第二层包封线圈14、第三层包封线圈15、第四层包封线圈16、第五层包封线圈17及撑条组成。
56.本发明所述包封线圈由内向外依次由脱模带18、玻璃丝a1900、无碱玻璃丝布带a20及电磁线构成。所述电磁线包括:第一层电磁线a2111、第二层电磁线a2112、第三层电磁线a2113、第四层电磁线a2114及第五层电磁线a2115。
57.下面仅以第一层包封线圈13和第二层包封线圈14制作为例进行说明。
58.本发明所述第一层包封线圈13制作步骤如图4所示,图4是本发明中第一层包封线圈的剖面示意图,包括:步骤(1)在立绕机上固定第一个圆筒形模具,将直径调至φ
0 mm;步骤(2)在该模具上均匀绕制脱模带18;步骤(3)在脱模带18的外侧均匀绕制两层玻璃丝a1900,然后在第二层玻璃丝外部均匀绕制一层无碱玻璃丝布带a20,再在无碱玻璃丝布带a20的外部均匀绕制一层玻璃丝b1901;步骤(4)在玻璃丝b1901的外侧绕制第一层电磁线2111,第一层电磁线2111的首端从上下汇流排的首端出线位置a11开始,匝数为n1,n表示圈数,尾端至上下汇流排的尾端出线位置x21,第一层包封线圈13至第五层包封线圈17的首尾端出线的相对位置如图5所示,与汇流排的位置一致;步骤(5)在第一层电磁线2111的外侧绕制第二层电磁线2112,第二层电磁线2112的首端从首端出线位置a21开始,匝数为n2,尾端至尾端出线位置x51;步骤(6)在第二层电磁线2112外侧绕制第三层电磁线2113,第三层电磁线2113的首端从首端出线位置a31开始,匝数为n3,尾端至尾端出线位置x41;步骤(7)在第三层电磁线2113外侧绕制第四层电磁线2114,第四层电磁线2114的首端从首端出线位置a61开始,匝数为n4,尾端至尾端出线位置x61;步骤(8)在第四层电磁线2114外侧绕制第五层电磁线2115,第五层电磁线2115的首端从首端出线位置a41开始,匝数为n5,尾端至尾端出线位置x31;步骤(9)在第五层电磁线2115外侧均匀绕制一层玻璃丝c1902,然后均匀绕制一层无碱玻璃丝布带b200,再在无碱玻璃丝布带b200外侧均匀绕制一层玻璃丝d1903;步骤(10)整理包封的外表面,保障外表面拉丝均匀、平整、无毛刺,保证第一层包封线圈外径为φ
11
mm。
59.本发明所述第二层包封线圈14如图6所示,图6是本发明中第二层包封线圈的剖面示意图,其制作过程具体包括以下步骤:步骤(1)在立绕机上个固定第二个圆筒形模具,将直径调至φ
20 mm;步骤(2)在该模具上均匀绕制脱模带18;步骤(3)在脱模带18的外侧均匀绕制一层玻璃丝a1900,然后再在玻璃丝a1900外侧均匀绕制一层无碱玻璃丝布带a20,再在无碱玻璃丝布带a20的外侧均匀绕制一层玻璃丝
b1901;步骤(4)在玻璃丝b1901的外侧绕制第一层电磁线b2121,第一层电磁线b2121的首端从上下汇流排的首端出线位置a52开始,匝数为n6,尾端至上下汇流排的尾端出线位置x12;步骤(5)在第一层电磁线b2121的外侧绕制第二层电磁线b2122,第二层电磁线b2122的首端从首端出线位置a12开始,匝数为n7,尾端至尾端出线位置x32;步骤(6)在第二层电磁线b2122的外侧绕制第三层电磁线b2123,第三层电磁线b2123的首端从首端出线位置a22开始,匝数为n8,尾端至尾端出线位置x52;步骤(7)在第三层电磁线b2123的外侧均匀绕制一层玻璃丝c1902,然后均匀绕制一层无碱玻璃丝布带b200,再均匀绕制一层玻璃丝d1903;步骤(8)整理包封的外表面,保障外表面拉丝均匀、平整、无毛刺,保证包封外径为φ
22
mm。
60.所述第三层包封线圈15、第四层包封线圈16及第五层包封线圈17的绕制过程同第二层包封线圈14的制作过程一致,在此不再重复叙述。
61.步骤2.将制作成的包封线圈进行干燥。
62.将步骤1绕制好的第一层包封线圈13、第二层包封线圈14、第三层包封线圈15、第四层包封线圈16及第五层包封线圈17送入干燥罐进行干燥。干燥温度范围值为90-110℃,干燥时间范围值为100-120分钟。
63.包封线圈经过高温加热后树脂材料完全固化,每层包封线圈均成为一个刚性的整体。
64.步骤3.将固化的包封线圈进行套装。
65.经过固化后的包封线圈为圆筒形状,将各层包封线圈套装为一个整体,即可以获得干式空心电抗器线圈5。将所述干式空心电抗器线圈5的各分层包封线圈依次套装在上汇流排6和下汇流排7之间,相邻的两个包封线圈之间加装有撑条,且各撑条均匀分布。所有包封线圈的首端、尾端分别焊接到相应的汇流排上。
66.所述包封线圈套装的具体套装过程,包括以下步骤:步骤(1)将下汇流排7放置于水平工装上,将第一层包封线圈13放置到设计位置;步骤(2)下汇流排7的铜排x1和铜排x2之间夹角60
°
,三条射线oy1、oy2、oy3将∠x1ox2四等分,即∠x1oy1=∠y1oy2=∠y2oy3=∠y3ox2,过oy1、oy2、oy3三条射线作与水平垂直的面,这三个垂面与第一层包封线圈13的外侧分别有三条交线,分别在交线处粘贴第一类撑条22。
67.如图7和图8所示,图7是本发明中第一类撑条结构示意图,图8是图7的剖面图。所述第一类撑条22的尺寸为950
×
18
×
6mm。如图22所示,图22是本发明中射线位置示意图。
68.步骤(3)下汇流排7的铜排x2和铜排x3之间夹角60
°
,三条射线oy4、oy5、oy6将∠x2ox3四等分,即∠x2oy4=∠y4oy5=∠y5oy6=∠y6ox3,过三条射线oy4、oy5、oy6作与水平垂直的面,这三个垂面与线圈第一层包封线圈13的外侧分别有三条交线,分别在交线处粘贴第一类撑条22。
69.步骤(4)下汇流排7的铜排x3和铜排x4之间夹角60
°
,三条射线oy7、oy8、oy9将∠x3ox4四等分,即∠x3oy7=∠y7oy8=∠y8oy9=∠y9ox4,过三条射线oy7、oy8、oy9作与水平垂
直的面,这三个垂面与第一层包封线圈13的外侧分别有三条交线,分别在交线处粘贴第一类撑条22。
70.步骤(5)下汇流排7的铜排x4和铜排x5之间夹角60
°
,三条射线oy10、oy11、oy12将∠x4ox5四等分,即∠x4oy10=∠y10oy11=∠y11oy12=∠y12ox5,过三条射线oy10、oy11、oy12作与水平垂直的面,这三个垂面与第一层包封线圈13的外侧分别有三条交线,分别在交线处粘贴第一类撑条22。
71.步骤(6)下汇流排7的铜排x5和铜排x6之间夹角60
°
,三条射线oy13、oy14、oy15将∠x5ox6四等分,即∠x5oy13=∠y13oy14=∠y14oy15=∠y15ox6,过三条射线oy13、oy14、oy15作与水平垂直的面,这三个垂面与第一层包封线圈13的外侧分别有三条交线,分别在交线处粘贴第一类撑条22步骤(7)下汇流排7的铜排x6和铜排x1之间夹角60
°
,三条射线oy16、oy17、oy18将∠x6ox1四等分,即∠x6oy16=∠y16oy17=∠y17oy18=∠y18ox1,过三条射线oy16、oy17、oy18作与水平垂直的面,这三个垂面与第一层包封线圈13的外侧分别有三条交线,分别在交线处粘贴第一类撑条22。
72.步骤(8)在下汇流排7的尾端出线位置x11、x21、x31、x41、x51、x61分别放置第三类撑条24。
73.如图11和图12所示,图11是本发明中第三类撑条结构示意图;图12是图11的剖面图。其中,第三类撑条24的尺寸为1050
×
18
×
20mm。
74.步骤(9)将第二层包封线圈14套在第一层包封线圈13外侧的撑条外部;步骤(10)根据第一类撑条22到第二层包封线圈14内侧的缝隙大小插入合适数量的第二类撑条23。
75.如图9和图10所示,图9是本发明中第二类撑条结构示意图,图10是图9的剖面图。其中,所述第二类撑条23的尺寸为950
×
0.5
×
6mm。
76.第二类撑条23相对位置如图19所示,图19是本发明中图3中ⅰ部的放大结构示意图。
77.使用铁氟龙扎带26将第二类撑条23与第一类撑条22的下端绑扎在一起,同时将上端也绑扎一起;如图21所示,图21是本发明中铁氟龙扎带结构示意图。所述铁氟龙扎带26为聚四氟乙烯材料扎带,可以选用现有市售同类产品。
78.步骤(11)根据第三类撑条24到第二层包封线圈14内侧的缝隙大小插入合适数量的第四类撑条25。
79.如图13和图14所示,图13是本发明中第四类撑条结构示意图,图14是图13的水平剖面图。其中,所述第四类撑条25的尺寸为1050
×
0.5
×
20mm。
80.首先,使用铁氟龙扎带26将第四类撑条25与第三类撑条24的下端绑扎在一起,同时将上端也绑扎一起。
81.再使用不锈钢材质的螺栓27将第三类撑条24和第四类撑条25与下汇流排7固定连接在一起。
82.如图15和图16所示,图15是本发明中撑条及下汇流排装配结构图,图16是图15的仰视图。
83.步骤(12)按照上述步骤(1)至步骤(11)套装第三层包封线圈15、第四层包封线圈16和第五层包封线圈17,并将下部的所有撑条固定;步骤(13)将上汇流排6水平放置到各包封线圈上方,把各撑条调整到竖直状态,且首端出线位置a11(a12、a13、a14)和首端出线位置a21(a22、a23、a24)之间的第一类撑条22和第二类撑条23对应在首端出线位置a11(a12、a13、a14)和首端出线位置a21(a22、a23、a24)之间的四等分点,首端出线位置a21(a22、a23、a24)和首端出线位置a31(a32、a33、a34)之间的第一类撑条22和第二类撑条23对应在首端出线位置a21(a22、a23、a24)和首端出线位置a31(a32、a33、a34)之间的四等分点,首端出线位置a31(a32、a33、a34)和首端出线位置a41(a42、a43、a44)之间的第一类撑条22和第二类撑条23对应在首端出线位置a31(a32、a33、a34)和首端出线位置a41(a42、a43、a44)之间的四等分点,首端出线位置a41(a42、a43、a44)和首端出线位置a51(a52、a53、a54)之间的第一类撑条22和第二类撑条23对应在首端出线位置a41(a42、a43、a44)和首端出线位置a51(a52、a53、a54)之间的四等分点,首端出线位置a51(a52、a53、a54)和首端出线位置a61(a62、a63、a64)之间的第一类撑条22和第二类撑条23对应在首端出线位置a51(a52、a53、a54)和首端出线位置a61(a62、a63、a64)之间的四等分点,首端出线位置a61(a62、a63、a64)和首端出线位置a11(a12、a13、a14)之间的第一类撑条22和第二类撑条23对应在首端出线位置a61(a62、a63、a64)和首端出线位置a11(a12、a13、a14)之间的四等分点,第三类撑条24和第四类撑条25对应在上汇流排6的首端出线位置a11-a61、a12-a62、a13-a63、a14-a64上。
84.上述上汇流排与线圈的组装方式中,括号外为第一层包封线圈外侧粘贴第一类撑条的位置,为了指出第一层包封线圈与第二层包封线圈之间撑条的位置,括号内为第二层包封线圈与第三层包封线圈之间撑条的位置、第三层包封线圈与第四层包封线圈之间撑条的位置、第四层包封线圈与第五层包封线圈之间撑条的位置。
85.步骤(14)使用压紧装置夹在上下汇流排间,保障压紧的情况下,使用螺栓27将第三类撑条24和第四类撑条25与上汇流排6固定连接在一起。
86.如图17和图18所示,图17是本发明中撑条及上汇流排装配结构图;图18是图17的俯视图。
87.第三类撑条24、第四类撑条25及下汇流排7的相对位置如图20所示,图20是本发明中图3中ⅱ部的放大结构示意图。
88.步骤(15)拆卸压紧装置,并将所有包封线圈的首尾分别焊接到对应的汇流排上。
89.步骤4.其他组附件的组装。
90.包括干式空心电抗器线圈5、绝缘子连接板8、胶垫9、绝缘子10、升高座11、底座12的组装形式如图2所示,图2是本发明中电抗器的示意图。
91.具体组装方式如下:采用6063t6合金铝的绝缘子连接板8将下汇流排7托住,在绝缘子连接板8与绝缘子10之间加装绝缘胶垫9,并通过螺栓与绝缘子10紧固,起到将线圈固定到绝缘子10上的作用。
92.所述绝缘子10通过螺栓与6063t6合金铝材质的升高座11相连接。
93.所述底座12材质为16#槽钢,底座12与升高座11采用螺栓连接。
94.本发明所述绝缘子连接板8、胶垫9、绝缘子10、升高座11、底座12均可选用现有市
售同类产品替代。
95.在本发明中,术语“第一”、“第二”仅用于描述的目的,而不能理解为指示或暗示相对重要性。术语
ꢀ“
连接”、“固定”应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
96.本发明的描述中,需要理解的是,指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或单元必须具有特定的方向、以特定的方位构造和操作,因此,不能理解为对本发明的限制。
97.在本说明书的描述中,术语“一个实施例”、“一些实施例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或实例。而且,描述的具体特征、结构、材料或特点可以在任何的一个或多个实施例或示例中以合适的方式结合最后应当说明的是:以上实施例仅用以说明本发明的技术方案而非对其限制,尽管参照上述实施例对本发明进行了详细的说明,所属领域的普通技术人员应当理解:依然可以对本发明的具体实施方式进行修改或者等同替换,而未脱离本发明精神和范围的任何修改或者等同替换,其均应涵盖在本发明的权利要求保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1