一种用于化成压床托盘的四气缸同步升降系统的制作方法
1.本发明涉及化成设备技术领域,特别指一种用于化成压床托盘的四气缸同步升降系统。
背景技术:
2.电芯在生产过程中,需要使用化成设备进行批量化成激活,即在电芯的正负极的极柱之间加载电流,电流经过电芯内部,让电解液与电芯正极材料和负极材料发生化学反应。
3.化成前,需要将装载电芯的托盘(化成压床托盘)放置在化成设备内,并通过四个气缸来顶升托盘,以使电芯的正极极柱和负极极柱与探针模组压合。而在托盘顶升前,传统上由人工对四个气缸的节流阀分别进行手动调节,这无疑会导致各气缸的顶升高度存在差异(不同步),进而影响探针模组的压合效果,且气缸升降的不同步,还会直接影响托盘放置的稳定性。
4.因此,如何提供一种用于化成压床托盘的四气缸同步升降系统,实现提升气缸升降的同步性,成为一个亟待解决的技术问题。
技术实现要素:
5.本发明要解决的技术问题,在于提供一种用于化成压床托盘的四气缸同步升降系统,实现提升气缸升降的同步性。
6.本发明是这样实现的:一种用于化成压床托盘的四气缸同步升降系统,包括:
7.一个服务器;
8.一个上位机,与所述服务器连接;
9.一个交换机,与所述上位机连接;
10.若干个工控机,与所述交换机连接;
11.若干个中位机,分别与一所述工控机连接;
12.若干个化成柜,分别与一所述工控机连接;
13.所述化成柜包括:
14.一个柜体;
15.一个plc,设于所述柜体内部;
16.若干个机械单元,设于所述柜体内,并与所述plc连接;
17.若干个升降同步控制模块,分别设于一所述机械单元上,并与所述plc连接;
18.一个通信模块,设于所述柜体内,一端与所述plc连接,另一端与所述工控机连接;
19.一个灯组,设于所述柜体上,并与所述plc连接;
20.一个按钮组,设于所述柜体上,并与所述plc连接。
21.进一步地,所述机械单元包括:
22.一个机架,设于所述柜体内;
23.一个托盘输送机构,设于所述机架内的中部,并与所述plc连接;
24.两个测试机构,设于所述机架内,位于所述托盘输送机构的左右两侧,并与所述plc连接;
25.至少一个温度传感器,设于所述机架上,并与所述plc连接;
26.至少一个烟雾传感器,设于所述机架上,并与所述plc连接;
27.至少一个一氧化碳传感器,设于所述机架上,并与所述plc连接;
28.若干个光电传感器,设于所述机架上,并与所述plc连接。
29.进一步地,所述托盘输送机构包括:
30.一对辊筒安装钣金,平行设于所述机架内;
31.至少两根连接柱,两端分别与一所述辊筒安装钣金固接;
32.至少一个电动辊筒,两端分别与一所述辊筒安装钣金转动连接;
33.若干个无动力辊筒,两端分别与一所述辊筒安装钣金转动连接,并与所述电动辊筒等间距排列;
34.至少一个辊筒驱动器,一端与所述电动辊筒连接,另一端与所述plc连接;
35.若干个传送带,分别套设于相邻的两个所述电动辊筒或者无动力辊筒的端部。
36.进一步地,所述测试机构包括:
37.四条滑轨,平行设于所述机架内,与所述托盘输送机构的输送方向平行;
38.一个托盘,与各所述滑轨滑动连接;
39.四个气缸,设于所述机架内,动力输出端朝上并抵接所述托盘,并与所述升降同步控制模块连接。
40.进一步地,所述升降同步控制模块包括:
41.四个pid调节器,设于所述柜体内,并与所述plc连接;
42.四个比例调节阀,设于所述柜体的侧面,并分别与一所述pid调节器连接;
43.四个电磁阀,设于所述柜体的侧面,一端分别与一所述比例调节阀连接,另一端分别与一所述气缸连接;
44.四个光栅尺,分别设于一所述气缸上,并与所述plc连接,用于感应所述气缸的升降高度。
45.进一步地,所述通信模块为2g通信模块、3g通信模块、4g通信模块、5g通信模块、nb-iot通信模块、lora通信模块、wifi通信模块、蓝牙通信模块、zigbee通信模块或者有线通信模块中的至少一种。
46.进一步地,所述灯组包括:
47.一个报警灯,设于所述柜体的顶部,并与所述plc连接;
48.一个指示灯,设于所述柜体的侧面,并与所述plc连接;
49.一个照明灯,设于所述柜体的内部,并与所述plc连接。
50.进一步地,所述按钮组包括:
51.一个急停按钮,设于所述柜体的侧面,并与所述plc连接;
52.一个启动按钮,设于所述柜体的侧面,并与所述plc连接;
53.一个照明按钮,设于所述柜体的侧面,并与所述plc连接。
54.本发明的优点在于:
55.通过设置包括pid调节器、比例调节阀、电磁阀以及光栅尺的升降同步控制模块,且plc分别与pid调节器以及光栅尺连接,plc通过pid调节器来自动调节比例调节阀的开合比例,比例调节阀再通过电磁阀来控制气缸的升降,并通过光栅尺来实时监测气缸的升降高度,当升降高度不一时及时控制对应的pid调节器对比例调节阀进行调节,最终实现高效而准确的控制四个气缸进行同步升降,极大的提升了气缸升降的同步性,进而极大的提升了托盘放置的稳定性,极大的降低了人工调试的人工成本。
附图说明
56.下面参照附图结合实施例对本发明作进一步的说明。
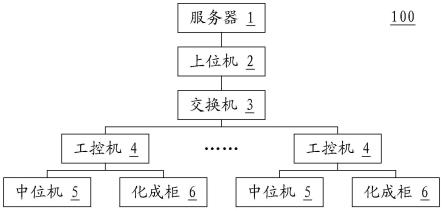
57.图1是本发明一种用于化成压床托盘的四气缸同步升降系统的电路原理框图。
58.图2是本发明化成柜的电路原理框图。
59.图3是本发明机械单元的电路原理框图。
60.图4是本发明灯组的电路原理框图。
61.图5是本发明按钮组的电路原理框图。
62.图6是本发明化成柜的结构示意图。
63.图7是本发明机械单元的结构示意图。
64.图8是本发明托盘输送机构的结构示意图。
65.标记说明:
66.100-一种用于化成压床托盘的四气缸同步升降系统,1-服务器,2-上位机,3-交换机,4-工控机,5-中位机,6-化成柜,61-柜体,62-plc,63-机械单元,64-升降同步控制模块,65-通信模块,66-灯组,67-按钮组,631-机架,632-托盘输送机构,633-测试机构,634-温度传感器,635-烟雾传感器,636-一氧化碳传感器,637-光电传感器,6321-辊筒安装钣金,6322-连接柱,6323-电动辊筒,6324-无动力辊筒,6325-辊筒驱动器,6326-传送带,6331-滑轨,6332-气缸,6333-探针模组,641-pid调节器,642-比例调节阀,643-电磁阀,644-光栅尺,661-报警灯,662-指示灯,663-照明灯,671-急停按钮,672-启动按钮,673-照明按钮。
具体实施方式
67.本发明实施例通过提供一种用于化成压床托盘的四气缸同步升降系统100,解决了现有技术中通过人工对四个气缸的节流阀分别进行手动调节导致升降不同步的技术问题,实现了极大的提升了气缸升降的同步性的技术效果。
68.本发明实施例中的技术方案为解决上述问题,总体思路如下:plc62通过pid调节器641来自动调节比例调节阀642的开合比例,比例调节阀642再通过电磁阀643来控制气缸6332的升降,并通过光栅尺644来实时监测气缸6332的升降高度,进而对pid调节器641进行反馈调节,以提升气缸6332升降的同步性。
69.为了更好地理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
70.请参照图1至图8所示,本发明一种用于化成压床托盘的四气缸同步升降系统100的较佳实施例,包括:
71.一个服务器1,用于存储所述化成柜6的测试数据并进行分析;
72.一个上位机2,与所述服务器1连接,用于向所述化成柜6发送控制指令;
73.一个交换机3,与所述上位机2连接,用于所述上位机2与工控机4之间的通信;
74.若干个工控机4,与所述交换机3连接;
75.若干个中位机5,分别与一所述工控机4连接,用于向所述工控机4发送控制指令;
76.若干个化成柜6,分别与一所述工控机4连接,用于对电芯(未图示)进行化成操作;
77.所述化成柜6包括:
78.一个柜体61,用于承载所述化成柜6;
79.一个plc62,设于所述柜体61内部,用于控制所述化成柜6的工作,在具体实施时,只要从现有技术中选择能实现此功能的plc即可,并不限于何种型号,且控制程序是本领域技术人员所熟知的,这是本领域技术人员不需要付出创造性劳动即可获得的;
80.若干个机械单元63,设于所述柜体61内,并与所述plc62连接,用于对电芯进行充放电以进行化成操作;
81.若干个升降同步控制模块64,分别设于一所述机械单元63上,并与所述plc62连接,用于控制各所述气缸6332进行同步升降;
82.一个通信模块65,设于所述柜体61内,一端与所述plc62连接,另一端与所述工控机4连接,用于所述plc62与控制机4之间的通信;
83.一个灯组66,设于所述柜体61上,并与所述plc62连接;
84.一个按钮组67,设于所述柜体61上,并与所述plc62连接。
85.所述机械单元63包括:
86.一个机架631,设于所述柜体61内,用于承载所述机械单元63;
87.一个托盘输送机构632,设于所述机架631内的中部,并与所述plc62连接,用于输送装载有电芯的托盘(未图示);
88.两个测试机构633,设于所述机架631内,位于所述托盘输送机构632的左右两侧,并与所述plc62连接,用于电芯的化成操作;
89.至少一个温度传感器634,设于所述机架631上,并与所述plc62连接,用于监测环境温度;
90.至少一个烟雾传感器635,设于所述机架631上,并与所述plc62连接,用于监测烟雾浓度;
91.至少一个一氧化碳传感器636,设于所述机架631上,并与所述plc62连接,用于监测一氧化碳浓度;
92.若干个光电传感器637,设于所述机架631上,并与所述plc62连接,用于感应托盘的放置位置以及是否放反。
93.所述托盘输送机构632包括:
94.一对辊筒安装钣金6321,平行设于所述机架631内,用于承载所述托盘输送机构632;
95.至少两根连接柱6322,两端分别与一所述辊筒安装钣金6321固接,用于固定所述辊筒安装钣金6321;
96.至少一个电动辊筒6323,两端分别与一所述辊筒安装钣金6321转动连接,用于给托盘的输送提供动力;
97.若干个无动力辊筒6324,两端分别与一所述辊筒安装钣金6321转动连接,并与所述电动辊筒6323等间距排列,用于联动传输托盘;
98.至少一个辊筒驱动器6325,一端与所述电动辊筒6324连接,另一端与所述plc62连接,用于驱动所述电动辊筒6323进行工作;
99.若干个传送带6326,分别套设于相邻的两个所述电动辊筒6323或者无动力辊筒6324的端部;所述传送带6326为楔形传送带,用于将所述电动辊筒6323的动力传递给无动力辊筒6324。
100.所述测试机构633包括:
101.四条滑轨6331,平行设于所述机架631内,与所述托盘输送机构632的输送方向平行;
102.一个托盘(未图示),与各所述滑轨6331滑动连接;
103.四个气缸6332,设于所述机架631内,动力输出端朝上并抵接所述托盘,并与所述升降同步控制模块64连接。
104.所述测试机构633还包括探针模组6333,与所述plc62连接;所述探针模组6333设有若干根正极探针(未图示)和负极探针(未图示);所述探针模组6333设于各气缸6332的正上方。
105.所述升降同步控制模块64包括:
106.四个pid调节器641,设于所述柜体61内,并与所述plc62连接;所述pid调节器641为4~20ma的模拟量pid调节器;
107.四个比例调节阀642,设于所述柜体61的侧面,并分别与一所述pid调节器641连接,用于对所述气缸6332进行同步升降驱动;
108.四个电磁阀643,设于所述柜体61的侧面,一端分别与一所述比例调节阀642连接,另一端分别与一所述气缸6332连接;
109.四个光栅尺644,分别设于一所述气缸6332上,并与所述plc62连接,用于感应所述气缸6332的升降高度。
110.所述通信模块65为2g通信模块、3g通信模块、4g通信模块、5g通信模块、nb-iot通信模块、lora通信模块、wifi通信模块、蓝牙通信模块、zigbee通信模块或者有线通信模块中的至少一种。
111.所述灯组66包括:
112.一个报警灯661,设于所述柜体61的顶部,并与所述plc62连接,用于发生意外情况时的报警提示;
113.一个指示灯662,设于所述柜体61的侧面,并与所述plc62连接,用于指示所述化成柜6的工作状态;
114.一个照明灯663,设于所述柜体61的内部,并与所述plc62连接,用于为所述柜体61的内部提供照明。
115.所述按钮组67包括:
116.一个急停按钮671,设于所述柜体61的侧面,并与所述plc62连接,用于紧急停止所述化成柜6的工作;
117.一个启动按钮672,设于所述柜体61的侧面,并与所述plc62连接,用于启停所述化
成柜6;
118.一个照明按钮673,设于所述柜体61的侧面,并与所述plc62连接,用于控制所述照明灯663的工作。
119.本发明工作原理:
120.所述plc62基于上位机2下发的测试指令,控制所述托盘输送机构632将装载有电芯的托盘传输至测试机构633上,并通过所述升降同步控制模块64控制四个气缸6332同步对托盘进行顶升,以使电芯与设于上方的探针模组6333压合,进而进行化成操作。
121.综上所述,本发明的优点在于:
122.通过设置包括pid调节器、比例调节阀、电磁阀以及光栅尺的升降同步控制模块,且plc分别与pid调节器以及光栅尺连接,plc通过pid调节器来自动调节比例调节阀的开合比例,比例调节阀再通过电磁阀来控制气缸的升降,并通过光栅尺来实时监测气缸的升降高度,当升降高度不一时及时控制对应的pid调节器对比例调节阀进行调节,最终实现高效而准确的控制四个气缸进行同步升降,极大的提升了气缸升降的同步性,进而极大的提升了托盘放置的稳定性,极大的降低了人工调试的人工成本。
123.虽然以上描述了本发明的具体实施方式,但是熟悉本技术领域的技术人员应当理解,我们所描述的具体的实施例只是说明性的,而不是用于对本发明的范围的限定,熟悉本领域的技术人员在依照本发明的精神所作的等效的修饰以及变化,都应当涵盖在本发明的权利要求所保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1