用于传送和检查半导体封装的系统和方法与流程
1.本发明实施例总体上涉及半导体领域,特别是涉及用于传送和检查半导体封装的系统及方法。更特别地,本发明涉及执行对半导体封装的自动传送以用于检查过程的密封后检查系统和方法。
背景技术:
2.电子部件,如半导体器件、部件、零件、单元、芯片、集成电路等,经历制造过程,然后对于外观、电气特性进行测试和视觉检查,然后单独封装并向外部运输。在这种情况下,电子部件被单独封装的封装容器用于防止物理损坏(例如电子部件因外部冲击而损坏)以及防止由于静电等引起的电气损坏。
3.封装容器可以采用载带的形式,其中电子部件被封装到载带中,其以规则的间隔安装在载带上并用透明盖带附接或密封,然后在卷筒上运输。在运输密封载带之前,待安装的多个电子部件中的一些可能有缺陷,因此需要检查电子部件是否有缺陷。
4.用于检查这种载带的传统载带检查装置执行在中间检查电子部件的过程,同时在一侧解开缠绕在供应卷筒上的载带并且在另一侧将解开的带缠绕在另一个收取卷筒上,然后在中间检查电子部件。然而,这种传统的检查过程需要操作者进行额外的工作或手动劳动,以手动将载带的前端从供应卷筒附接到带引导轨或者在已检查之后手动将载带的前端附接到仿真卷筒。当操作者必须进行这样的附接时,检查过程停止,载带的传送速度被限制在预定的速度,并且将被检查的载带封装到收取卷筒上也受到影响,从而降低了生产率。
5.另一方面,由于在载带已被检查之后更换供应卷筒和仿真卷筒不可避免地会影响生产率,因此这种人工附接工作进一步延迟了整个过程,这相对需要更长的工作时间来进行一个卷筒检查。
6.因此,这种人工附接工作导致生产率低,浪费劳动并且工作便利性差。
7.此外,用于载带的传统检查系统需要在系统的另一侧附加仿真卷筒或封装卷筒来收集或缠绕经检查的载带。现在空的供应卷筒需要附加的卸载工作、处理工作,诸如重新贴标签、重新标记、在缠绕后续载带之前检查卷筒和缠绕载带。这些过程再次延迟了生产并导致库存管理不善。此外,在传统检查系统中需要更换仿真卷筒,因为仿真卷筒的宽度是不可调整的并且只能与固定尺寸的载带兼容或适于其,从而在要检查各种尺寸的载带时造成不便。
8.因此,通过具有本文以下的公开内容、特别是具有如下的用于传送和检查用于检查的载带的系统和方法,对于减轻所述缺点将是有利的,所述系统和方法能够检查和检测包含在载带内的电子部件上的缺陷、在已利用载带中的盖带密封所述部件之后检查盖带的密封线的质量并检测载带上的缺陷,从而在系统内自动进行载带传送,而无需额外的手动工作。
技术实现要素:
9.因此,本发明的主要目的是提供用于传送和检查至少一个半导体封装的系统和方法。
10.本发明的又一目的是提供密封后检查系统和方法,其检查和检测包含在载带内的电子部件上的缺陷。
11.本发明的又一目的是提供密封后检查系统和方法,其在部件已被载带中的盖带或在盖带和载带之间的密封件密封之后检查和检测盖带的密封线的质量。
12.本发明的又一目的是提供密封后检查系统和方法,其检查和检测载带上的缺陷。
13.本发明的又一目的是提供密封后检查系统和方法,其能够将载带从卷筒模块自动引导或附接到检查站,而不需要手动附接工作。
14.本发明的又一目的是提供涉及载带的自动传送而不需要手动附接工作的系统和方法。
15.本发明的又一目的是提供密封后检查系统和方法,其中不需要收取卷筒,因为从供应卷筒加载出的载带在检查之后将被重新加载回供应卷筒。
16.本发明的又一目的是提供密封后检查系统和方法,其提供多轨的检查线路。
17.本发明的又一目的是提供系统和方法,其具有作为收取卷筒或封装卷筒的供应卷筒,其中载带被缠绕回供应卷筒上。
18.通过理解本发明的以下详细描述或在实际实践中使用本发明,本发明的其他目的将变得明显。
19.根据本发明的优选实施例,如下规定:
20.一种用于传送和检查半导体封装的系统,包括:
21.至少一个馈送器卷筒模块,其位于该系统的一侧并用于安装缠绕有半导体封装的至少一个供应卷筒;
22.至少一个载带轨道模块,其用于接收从馈送器卷筒模块分配的半导体封装并传送该半导体封装;
23.至少一个检查模块,其设置在位于载带轨道模块近侧的位置;
24.其特征在于
25.所述系统还包括至少一个第一臂模块,其位于该系统的另一侧并用于缠绕从载带轨道模块传送的半导体封装并将已缠绕的半导体封装重新缠绕到检查模块,以用于在经检查的半导体封装缠绕回馈送器卷筒模块之前进行检查,其中所述缠绕和重新缠绕过程利用自动化装置自动执行。
26.在本发明的另一个实施例中,如下规定:
27.一种用于传送和检查半导体封装的方法(1300),包括以下步骤:
28.(i)从供应卷筒(r)分配半导体封装(1310);
29.(ii)将半导体封装从供应卷筒(r)传送到轨道(51)上(1330);
30.(iii)将半导体封装从轨道(51)传送到临时收取卷筒(71)(1350);
31.其特征在于,所述方法(1300)还包括以下步骤:
32.(iv)将半导体封装缠绕到临时收取卷筒(71)中(1370);
33.(v)通过轨道(51)将已缠绕的半导体封装从临时收取卷筒(71)重新缠绕回供应卷
筒(r)(1390);其中所述半导体封装在所述重新缠绕过程期间经受由至少一个检查模块(11)进行的检查过程。
附图说明
34.本发明的其他方面及其优点将在结合附图研究详细描述之后清晰,在附图中:
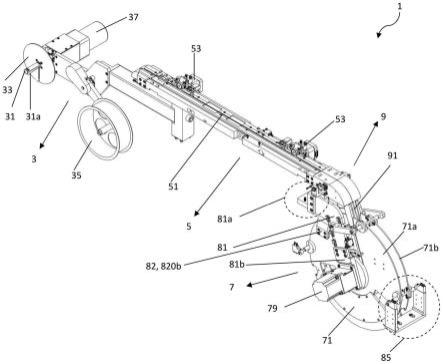
35.图1-a和1-b示出了根据本发明优选实施例的用于传送和检查载带的系统的示例性透视图和前视图。
36.图2-a和2-b示出了载带从系统的一侧到系统的另一侧的示例性路径。
37.图3-a至3-d以透视图、前视图和俯视图示出了系统的示例性第一臂模块。
38.图4-a至4-d分别以前视图、透视图、分解图和剖视图示出了系统的第一臂模块的一个部分。
39.图5示出了载带的前端的示例性示例。
40.图6-a至6-b分别以透视图和分解图示出了系统的第一臂模块的另一部分。
41.图7-a至7-b分别以前视图和透视图示出了系统的第一臂模块的另一部分。
42.图8-a至8-b以透视图示出了系统的第一臂模块的另一部分。
43.图9示出了系统的示例性检查模块。
44.图10-a到10-d示出了根据本发明优选实施例的系统的示例性操作。
45.图11示出了本发明的另一个实施例。
46.图12示出了本发明的另一个实施例。
47.图13示出了根据本发明的示例性方法流程。
具体实施方式
48.在以下详细描述中,阐述了许多具体细节以便提供对本发明的透彻理解。然而,本领域普通技术人员将理解,可以在没有这些具体细节的情况下实践本发明。在其他情况下,没有详细描述众所周知的方法、步骤和/或部件,以免混淆本发明。
49.本发明将从以下对其实施例的描述中被更清楚地理解,这些实施例参考未按比例绘制的附图仅作为示例给出。
50.如在本公开和本文所附权利要求中使用的,单数形式“一”、“一个”和“该”包括复数指代,除非上下文另有明确规定或指示。
51.遍及本说明书的公开和权利要求,词语“包括”和词语的变体、例如“具有”和“包含”指的是“包括但不限于”,并且不旨在排除例如其他部件、整数或步骤。“示例性”指的是
“……
的示例”,并非旨在传达对优选或理想实施例的指示,“例如”不是以限制性意义使用的,而是出于解释性目的。
52.图1-a和1-b示出了根据本发明优选实施例的用于传送和检查至少一个半导体封装的系统(1)的示例性透视图和前视图。遍及本文提及的术语“半导体封装”是指载带,其中所述载带可以包含或可以不包含电子部件。因此,所述系统(1)的检查区域包括但不限于:对载带(c)、密封在载带内的电子部件(如果载带(c)包含电子部件的话)、密封载带的盖带、盖带与载带之间的密封或载带(c)的封装状态的检查,以便在电子部件被运输给最终用户之前采取纠正措施。
53.遍及本说明书提及的词语“电子部件”包括但不限于半导体器件、部件、零件、单元、芯片、集成电路。
54.用于传送和检查至少一个半导体封装、特别是载带(c)的所述系统(1)包括至少一个馈送器卷筒模块(3)、至少一个载带轨道模块(5)、至少一个第一臂模块(7)、至少一个带引导桥模块(9)和至少一个检查模块(11)(如图10-c所示)。
55.系统(1)的所述馈送器卷筒模块(3)定位或位于系统(1)的一侧,以用于安装至少一个供应卷筒或输入卷筒(r),该供应卷筒或输入卷筒缠绕有半导体封装、特别是载带(c),其中供应卷筒或输入卷筒(r)被插入到馈送器卷筒模块(3)的心轴或卷筒轴(31)。缠绕在供应卷筒或输入卷筒(r)上的载带(c)优选地包含有电子部件。尽管优选所述系统(1)传送和检查包含电子部件的载带(c),但也可以设想,当系统(1)认为合适时,系统(1)可用于传送和检查空的载带(c)。馈送器卷筒模块(3)还包括与卷筒轴(31)联接的至少一个卷筒板(33)以用于安置或加载至少一个缠绕有载带的输入卷筒或供应卷筒,由此当输入卷筒或供应卷筒(r)安置到卷筒轴(31)中时,输入卷筒或供应卷筒(r)将由翼片(31a)紧固并保持在卷筒轴(31)上。特别是,载带的定位孔与卷筒轴(31)的翼片(31a)接合,从而稳定供应卷筒或输入卷筒在馈送器卷筒模块(31)的卷筒轴(31)中的位置。馈送器卷筒模块(3)还包括至少一个缓冲辊(35),其定位在卷筒板(33)和卷筒轴(31)的近侧,以便于从供应卷筒或输入卷筒(r)分配载带(c),特别是用于将载带(c)传送和路由到载带轨道模块(5),以便在缠绕过程期间保持载带(c)处于张紧。载带(c)的前端可以由操作者或用户手动路由到缓冲辊(35)并进入载带轨道模块(5)中。图2-a示出了载带(c)从供应卷筒或输入卷筒到缓冲辊(35)并且然后到载带轨道模块(5)的路径。可以设想:将载带(c)插入缓冲辊(35)和载带轨道模块(5)中也可以自动完成。还可以设想:在一个实施例中可以不包括缓冲辊(35),由此载带(c)将直接从供应卷筒或输入卷筒(r)手动或自动插入到载带轨道模块(5)中。馈送器卷筒模块(3)还包括至少一个马达组件(37),其联接在卷筒轴的另一端部处,以用于允许卷筒轴(31)的旋转运动,使输入卷筒或供应卷筒(r)能够旋转以便展开或分配载带(c)。
56.系统(1)的所述载带轨道模块(5)优选地设置在馈送器卷筒模块(3)和第一臂模块(7)之间,其中该载带轨道模块被配置为将载带(c)从一个地点传送或传输到另一个地点,以特别是用于接收在一个实施例中从安装在馈送器卷筒模块(3)上的供应卷筒(r)分配或加载出的载带(c)或在另一个实施例中从缓冲辊(35)分配或加载出的载带(c),然后将载带(c)传送到第一臂模块(7)。优选地,所述载带轨道模块(5)包括轨道(51),所述轨道由位于轨道(51)之下或下方的带轮、驱动辊、滚筒或链轮(未示出)运行,其中所述带轮、滚筒或链轮被供以动力,因此能够向前或向后推进、移动或拉动所述轨道(51)。可替代地,所述载带轨道模块(5)可以是包括带轮的带式传送机系统,所述带轮具有承载介质的闭合回路,由此传送机带围绕所述带轮旋转,因此当载带(c)被接收在轨道上时向前或向后推进或移动载带(c)。优选地,所述载带轨道模块(5)还包括沿着轨道(51)的多个传感器(53),以检测在轨道(51)的入口或出口处是否存在载带(c),其中当载带(c)的前端插入轨道(51)中时,轨道(51)被致动或启动;以便检测在轨道(51)上的载带传送的顺畅度;或以便检测在轨道(51)上正被传送的载带(c)的缺陷。
57.在本发明的一个实施例中,载带轨道模块(5)的轨道(51)的宽度可根据载带(c)的尺寸进行调整,其中轨道(51)的宽度在使用系统(1)之前由操作者或用户根据载带(c)的预
期尺寸利用至少一个控制器模块(15)初始预设。可替代地,可以设想:当进入的载带(c)被接收在轨道(51)上时,轨道(51)的宽度自动调整到载带(c)的尺寸,从而将载带(c)紧固地定位在轨道(51)上。
58.系统(1)的第一臂模块(7)位于系统(1)的另一侧,用于将载带在其从馈送器卷筒模块(3)分配出来并从载带轨道模块(5)传送之后缠绕到第一臂模块(7)中;然后将已缠绕的载带重新缠绕回载带轨道模块(5)和检查模块(11)以用于在缠绕回供应卷筒或输入卷筒(r)之前进行检查,其中利用稍后将详细讨论的自动化装置自动执行所述缠绕和重新缠绕过程。图2-b示出了载带(c)从载带轨道模块(5)到第一臂模块(7)的路径。
59.图3-a至3-d示出了第一臂模块(7)的特写和详细视图。系统(1)的第一臂模块(7)包括至少一个临时收取卷筒(71),该临时收取卷筒包括:具有通孔(710)的至少一个第一卷筒板(71a);具有通孔(730)的至少一个第二卷筒板(71b),其中所述第二卷筒板(71b)的通孔(730)基本平行地面向第一卷筒板(71a)的通孔(710);至少一个旋转模块(73),其设置在第一卷筒板(71a)和第二卷筒板(71b)之间。
60.图4-a至4-d分别以俯视图、透视图、分解图和剖视图示出了旋转模块(73)的示例性实施例。所述旋转模块(73)包括至少一个旋转轴(74),所述旋转轴的一个端部(74a)与至少一个旋转滚筒(75)联接,其中所述旋转滚筒(75)包括第一圆柱体(75a),所述第一圆柱体包括:在其表面或圆周处的用于插入载带(c)的至少一个插入槽(750)。旋转模块(73)还包括至少一个凹形构件(75b),该凹形构件被定义为用于夹持载带(c)的前端的夹具,包括至少一个插入槽(752),其中所述凹形构件(75b)位于所述第一圆柱体(75a)下方并且形成有与所述第一圆柱体(75a)相同的曲率半径,因此具有基本相似的曲率。可替代地,可以使用第二圆柱体(未示出),由此其被所述第一圆柱体(75a)同轴地围绕。图5示出了在载带插入到旋转模块(73)中之前载带的前端的示例。旋转模块(73)还包括至少一个旋转缸(76),其定位在旋转滚筒(75)内部并联接至凹形构件(75b),用于驱动凹形构件(75b)的夹持或旋转运动。旋转模块(73)还包括至少一个辅助旋转模块(77),该辅助旋转模块是联接到旋转滚筒(75)的另一端部的旋转接头,以在流体供应通道(例如管道或管路)(未示出)与旋转缸(76)之间提供密封,从而允许流体流入和/或流出旋转缸(76),因此使所述凹形构件(75b)能够旋转运动。
61.所述第一臂模块(7)还包括至少一个马达组件(79),其与旋转轴(74)在另一端部(74b)处联接,用于致动所述旋转轴(74)的顺时针和逆时针旋转,因此使所述旋转滚筒(75)和所述凹形构件(75b)能够旋转运动。
62.参考相同的附图,第一圆柱体(75a)和凹形构件(75b)的插入槽(750、752)优选地包括不同尺寸的插入槽(750、752),以与相应尺寸的载带适应或兼容。当第一圆柱体(75a)和凹形构件(75b)的插入槽(750、752)平行安置以接收载带(c)的前端时,载带的前端能够插入第一臂模块(7)、特别是旋转模块(73)中,并且当凹入构件(75b)被旋转缸(76)和旋转接头(77)旋转或致动而从平行位置移位从而凹形构件(75b)的插入槽(752)从第一圆柱体(75a)的插入槽(750)移位而夹持载带(c)的前端时,载带(c)的前端能够被紧固或夹持在插入槽(750、752)中。一旦载带(c)的前端被夹持在旋转模块(73)中,当旋转模块(73)被马达组件(79)并且被旋转缸(76)和辅助旋转模块(77)旋转时,载带(c)能够被缠绕在临时收取卷筒(71)上。
63.图6-a和6-b分别以透视图和分解图示出了示例性的马达组件(79),其中所述马达组件(79)包括至少一个步进马达(79a)、至少一个轴联接器(79b),该轴联接器的一个端部(79c)与步进马达(79a)连接,该轴联接器的另一端部(79d)与至少一个马达轴承(79e)连接,该马达轴承又被配置为安装在旋转轴(74)上,以用于驱动或允许旋转轴(74)的旋转运动。马达组件(79)还包括包围轴联接器(79b)的离合器壳体或支架(79f),以用于保护步进马达(79a)和轴联接器(79b)。
64.返回参考图1-a、1-b、3-b并参考图7-a和7-b,第一臂模块(7)还包括至少一个支撑臂组件(81),该支撑臂组件的第一端部(81a)能够与带引导桥模块(9)或系统(1)所在的设备、机器或工作台或载带轨道模块(5)附接,并且该支撑臂组件的第二端部(81b)与卷筒板(71a、71b)连接以支撑和保持第一臂模块(7),因此允许第一臂模块(7)被提升。支撑臂组件(81)在其第二端部(81b)的近侧包括至少一个通孔(81c),以用于插入马达组件(79)和/或旋转轴(74),因此牢固地支撑和保持第一臂模块(7)并提升第一臂模块(7)。
65.返回参考图3-a和3-b,支撑臂组件还包括至少一对宽度可调整构件(82)。宽度可调整构件(82)包括:至少一个第一构件(820),该第一构件的第一端部(820a)与轨道(51)的一侧附接并且该第一构件的第二端部(820b)与第一卷筒板(71a)附接;至少一个第二构件(830),该第二构件的第一端部(830a)与轨道(51)的另一侧附接,并且该第二构件的第二端部(830b)与第二卷筒板(71b)附接。在该实施例中,可调整的轨道(51)相对于载带(c)的尺寸变宽或变窄的宽度允许第一臂(810)和第二臂(830)的相应宽度变宽或变窄,因此允许第一卷筒板(71a)和第二卷筒板(71b)相应地且对应地进行调整。应该设想到,旋转滚筒(75)和凹形构件(75b)的插入槽(750、752)会旋转到带接收位置,其具有与进入的带(c)的尺寸对应的正确或合适的插入槽(750、752)。
66.参见图8-a和8-b,第一臂模块(7)还包括与旋转轴(73)的一个端部连接的至少一个定位传感器(83),其中所述定位传感器(83)优选为光电传感器,其用于确定或检测载带的距离、载带的不存在或存在。优选地,所述定位传感器(83)用作为系统的控制器模块的反馈机构,由此传感器(83)向控制器模块发送关于在缠绕期间载带(c)的定位状态以及载带(c)到第一臂模块(7)中/从第一臂模块(7)的重新缠绕的信号或反馈。
67.返回参考图1-a和1-b,第一臂模块(7)还包括至少一个支撑安装构件(85),其将第一卷筒板(71a)和第二卷筒板(71b)在其圆周处安装在一起,使得各卷筒板(71a、71b)在载带的缠绕和重新缠绕过程期间是空闲和稳定的,因此最小化各卷筒板(71a、71b)的振动,并提高缠绕和重新缠绕过程的顺畅度。就此而言应注意,在载带围绕临时收取卷筒(71)缠绕和重新缠绕期间,临时收取卷筒(71)是空闲的并且不旋转。
68.返回参考图1-a和1-b,系统(1)的带引导桥模块(9)设置在载带轨道模块(5)和第一臂模块(7)之间,该第一臂模块被配置为促进将载带从载带轨道模块(5)自动传送到第一臂模块(7)。系统(1)的带引导桥模块(9)是系统的自动化装置,其执行载带(c)在第一臂模块(7)和载带轨道模块(5)之间的自动传送。这解决了传统检查系统面临的重大问题,从而减轻了手动的带附接工作。如图3-c和3-d进一步所示,带引导桥模块(9)包括连接载带轨道模块(5)的轨道(51)和第一臂模块(7)的临时收取卷筒(71)的至少一个桥(91),其中载带(c)被自动传送到桥(91)并随后随着其移动而插入到临时收取卷筒(71)中。桥(91)在宽度方面可延伸且可收窄,其中所述桥(91)的宽度可根据载带(c)的尺寸进行调整。可以设想:
在所述桥(91)的近侧设置多个传感器以进一步检测从轨道(51)进入的载带的存在、尺寸和宽度,因此使桥(91)能够相应地将其宽度调整到载带的宽度,尽管载带(c)的尺寸已经由操作者初始预设。桥(91)在接收载带之前会首先保留在其待机位置,并且当检测到进入的载带(c)时,桥(91)会自动调整到载带(c)的宽度,以将载带(c)顺畅地传送到临时收取卷筒(71)中。当载带(c)的前端被第一圆柱体(75a)和凹形构件(75b)的插入槽(750、752)夹持时,桥(91)将返回到其待机位置,以在所述旋转轴(74)由所述马达组件(79)旋转的同时实现所述载带(c)在所述临时收取卷筒(71)上的顺畅缠绕过程。需要注意的是,在缠绕过程期间或当旋转模块(73)被马达组件旋转时,所述临时收取卷筒(71)不旋转。
69.参考图9,系统(1)的检查模块(11)设置在位于载带轨道模块(5)近侧的位置,优选地,所述检查模块(11)可以设置在所述载带轨道模块(5)之上或之下。所述检查模块(11)包括视觉或照明系统(111)、例如光学器件、灯、相机、光、成像机构等,其被配置为检查载带(c)、包含在载带(c)内的电子部件、密封载带(c)的盖带以及盖带和载带(c)之间的密封。检查模块(11)可以硬件、软件或硬件和软件的适当组合来实现,并且可以是具有可编程软件系统的检查平台。根据本发明的优选实施例,当载带(c)在轨道(51)上从馈送器卷筒模块(3)传送到第一臂模块(7)时,检查模块(11)保留在待机位置并且不检查载带(c)。当载带(c)缠绕在第一臂模块(7)的临时收取卷筒(71)上时,载带(c)的后端不会缠绕到临时收取卷筒(71)并保留在载带轨道模块(5)的轨道(51)上。然后将轨道(51)和旋转轴(74)沿相反方向旋转以将载带(c)重新缠绕回馈送器卷筒模块(3)。在重新缠绕过程期间,检查模块(11)移动到其检查位置并且从其后端开始检查载带(c),以检测是否有缺陷。换言之,检查过程从载带(c)的后端开始,并且仅在载带从第一臂模块(7)重新缠绕到馈送器卷筒模块(3)时开始。需要注意的是,所述临时收取卷筒(71)在重新缠绕过程期间不旋转。
70.可替代地,可以设想:检查模块(11)可以被配置为在载带从馈送器卷筒模块(3)移动到第一臂模块(7)的同时移动到其检查位置以检查载带,因此对载带(c)提供双次或双重检查。
71.图10-a、10-b、10-c和10-d示出了如上所述的系统(1)的示例性操作,特别是将载带(c)通过载带轨道模块(5)和带引导桥模块(9)从馈送器卷筒模块(3)传送到第一臂模块(7),并将载带通过带引导桥模块(9)和载带轨道模块(5)从第一臂模块(7)传送回馈送器卷筒模块(3)。特别是,载带(c)的后端部分没有缠绕到第一臂模块(7)中,而是保留在轨道(51)上以由检查模块(11)进行检查过程,然后缠绕回馈送器卷筒模块(3)。
72.可以推断,从供应卷筒或输入卷筒(r)分配出的载带(c)在载带(c)缠绕在第一臂模块(7)中、从第一臂模块(7)中重新缠绕出来并由检查模块(11)检查之后将最终封装回供应卷筒或输入卷筒(r)。换言之,馈送器卷筒模块(3)用作为收集卷筒模块,其中供应卷筒或输入卷筒(r)是收取卷筒或封装卷筒。
73.在本发明的另一个实施例中,可以提供多个系统(1)以增加或提高生产率。如图10-d和11所示,可以在设备内提供双系统(1)以提高生产率。可以设想:多个系统(1)可以设置在系统(1)所在的设备或机柜(13)内。在该实施例中,可以设想:可以使用任何数量的检查模块(11),其中检查模块(11)可以被共享以轮流检查每个系统(1)的载带。当检测模块(11)检测第一系统(1n)的载带时,第二系统(1
n+1
)被排序以将载带传送到第二系统(1
n+1
)的第一臂模块,反之亦然。当第一系统(1n)完成检查时,检查模块(11)被协调以移动到第二系
统(1
n+1
)从而对其进行检查。可替代地,每个系统(1)可以具有其自身的检查模块(11)。
74.现在参考图12,应该理解,本发明的系统(1)可以包括至少一个控制器模块(15),该控制器模块安装在或连接到所述系统(1)上,以供操作者使用以操作或控制所述系统(1),诸如预设要求偏好、输入载带(c)的尺寸、预设轨道(51)的宽度以对应于载带(c)的尺寸等。所述控制器模块(15)包括至少一个输入装置,例如用户接口装置、监视器、键盘,以供操作者操作或操纵系统(1)。所述控制器模块(15)电气地或可操作地联接到系统(1)以执行其功能。可以设想:系统(1)可以进一步包括至少一个电气面板单元(未示出),该电气面板单元包括被配置为向所述系统(1)的每个部分提供、供应、控制或调节电力的电气模块或部件,由此其用作为所述系统(1)的供电系统。
75.在本发明的另一个实施例中,根据本发明的系统(1)还可以包括至少一个贴标签或标记模块(未示出),其设置在所述检查模块(11)的近侧以在将载带(c)重新缠绕回馈送器卷筒模块(3)之前贴标签或标记有缺陷的电子部件、有缺陷的密封线或载带(c)的有缺陷的卡格。
76.参考图13,示出了根据本发明的用于传送和检查半导体封装的示例性方法(1300)。半导体封装是包含至少一个电子部件的载带(c)或者是不包含电子部件的载带(c)。用于传送和检查半导体封装、特别是载带(c)的方法(1300)包括以下步骤:(i)从供应卷筒(r)分配半导体封装、特别是载带(c)(1310);(ii)将半导体封装、特别是载带(c)从供应卷筒(r)传送到轨道(51)上(1330);(iii)将半导体封装、特别是载带(c)从轨道(51)传送到临时收取卷筒(71)(1350);(iv)将半导体封装、特别是载带(c)缠绕到临时收取卷筒(71)中(1370),其中半导体封装、特别是载带(c)的后端部分不缠绕到临时收取卷筒(71)中并且保留在轨道(51)上;(v)将已缠绕的载带(c)从临时收取卷筒(71)通过轨道(51)重新缠绕回供应卷筒(r)(1390)。在步骤(iv)(1390)期间,当半导体封装、特别是载带(c)的后端被重新缠绕回供应卷筒(r)时,半导体封装、特别是载带(c)经受由至少一个检查模块(11)进行的检查过程。
77.优选地,所述步骤(iv)中的缠绕过程和所述步骤(v)中的重新缠绕过程使用自动化装置自动执行。所述自动化装置是带引导桥模块(9),其被配置为促进半导体封装、特别是载带(c)的自动传送。
78.如果载带(c)包含电子部件,则由至少一个检查模块(11)进行的检查过程的检查区域包括但不限于检查载带(c)、密封载带(c)的盖带、密封在载带(c)内的电子部件、盖带和载带(c)之间的密封或载带(c)的封装状态。
79.如果载带(c)不包含电子部件,则由至少一个检查模块(11)进行的检查过程的检查区域包括但不限于检查载带(c)、密封载带(c)的盖带、盖带和载带(c)之间的密封或载带(c)的封装状态。
80.尽管本发明在本文中以被认为是其优选实施例的方式进行了展示和描述,说明了通过本发明获得的优于现有技术的结果和优点,但本发明不限于这些特定实施例。因此,本文所示和描述的本发明的形式仅作为例示性的,并且可以选择其他实施例而不背离如所附权利要求中所述的本发明的范围。本发明的范围包括许多替代、修改和等同物。必然地,存在许多配置和实施本发明以适应特定装置和环境同时提供不同设计的生物学结果的替代方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1