利用工装组装电池模组的方法与流程
本申请涉及电池,尤其涉及一种利用工装组装电池模组的方法。
背景技术:
1、电池包在组装过程中需要对电芯堆叠体进行精定位;为满足电池包可做到固定尺寸,需对电池包进行压紧,把整套尺寸压紧到规定的精确尺寸;同时飞行器客舱电池包体积也较大,重量较重,人工手动无法进行翻转,并且人工翻转过程中会破坏产品尺寸和形状,因此必须在保压中进行翻转。最终电池包所有电芯需要通过激光焊接,把各个极耳焊接,把所有电芯连通,上述问题亟待设计一种组装方法予以实现。
技术实现思路
1、本申请的目的在于提供一种利用工装组装电池模组的方法,本申请的利用工装组装电池模组的方法实现电芯堆叠体的精准定位,可将电池包压紧到固定尺寸,利用焊接装置将极耳片压紧进行焊接操作,实现较优的焊接效果,并且通过相关工装部件实现翻转,对电池模组的上下面盖装外壳盖,适用于小批量的试制研发。
2、为解决上述技术问题,本申请提供了一种利用工装组装电池模组的方法,所述工装包括:多个支撑脚、工装底板、压紧机构、一对盖压板、一对翻转机构和一对焊接装置;所述支撑脚与所述工装底板连接,所述工装底板设有侧边缘的限位部和中部的窗口,所述限位部用于定位电池模组的电芯堆叠体于设置区域;所述压紧机构设置于所述工装底板上;一对翻转机构分别设于所述工装底板相对两端,所述翻转机构连接所述支撑脚和所述工装底板,使得所述工装底板能相对于所述支撑脚转动;所述焊接装置包括焊接盖板组件和焊接头,所述组装方法包括:
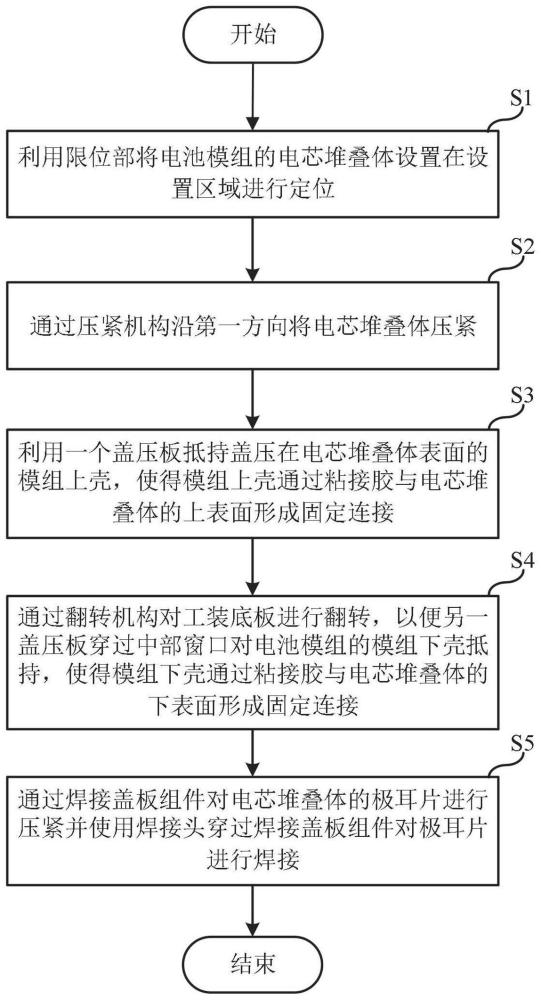
3、步骤s1:利用所述限位部将所述电池模组的电芯堆叠体设置在所述工装底板的设置区域进行定位;
4、步骤s2:通过压紧机构沿第一方向将所述电芯堆叠体压紧;
5、步骤s3:利用一个盖压板抵持盖压在所述电芯堆叠体表面的模组上壳,使得所述模组上壳通过粘接胶与所述电芯堆叠体的上表面形成固定连接;
6、步骤s4:通过翻转机构对所述工装底板进行翻转,以便另一盖压板穿过所述窗口对电池模组的模组下壳抵持,使得所述模组下壳通过粘接胶与所述电芯堆叠体的下表面形成固定连接;
7、步骤s5:通过焊接盖板组件对所述电芯堆叠体的极耳片进行压紧并使用所述焊接头穿过所述焊接盖板组件对所述极耳片进行焊接。
8、作为优选,所述压紧机构包括传力杆、传力构件和用于推压电芯堆叠体的夹板,所述传力构件一端与所述传力杆连接,另一端与所述夹板连接,所述步骤s2,具体包括:将所述传力杆旋转时产生的推力施压在所述传力构件第一端并使所述第一端与所述传力杆产生相对转动而推动所述夹板,以压紧所述电芯堆叠体。
9、作为优选,所述步骤s5之后,还包括:步骤s6,将所述传力杆反方向旋转时产生的拉力施压在所述传力构件第二端并使所述第二端与所述传力杆产生相对转动从而拉动所述夹板,以松开所述电芯堆叠体。
10、作为优选,所述步骤s6之后,还包括:步骤s7:取下所述电芯堆叠体,将所述电芯堆叠体上的模组上壳、模组下壳和端板进行焊接,并提供一对侧板,将两侧板焊接于所述电芯堆叠体的侧部,以得到电池模组。
11、作为优选,所述传力构件包括位于所述第一端的第一转动部件和位于所述第二端的第二转动部件、贯穿连接所述第一转动部件和第二转动部件并与所述传力杆同轴连接的连接杆、以及用于架设所述连接杆的连杆架,所述连杆架在所述连接杆轴向方向与所述夹板连接且使得所述第一转动部件和第二转动部件分别设于其两侧,所述步骤s2,进一步具体包括:将所述传力杆旋转时产生的推力施压在所述传力构件第一端的第一转动部件并使所述第一转动部件与所述传力杆产生相对转动而推动所述夹板,以压紧所述电芯堆叠体。
12、作为优选,所述传力构件包括位于所述第一端的第一转动部件和位于所述第二端的第二转动部件、贯穿连接所述第一转动部件和第二转动部件并与所述传力杆同轴连接的连接杆、以及用于架设所述连接杆的连杆架,所述连杆架在所述连接杆轴向方向与所述夹板连接且使得所述第一转动部件和第二转动部件分别设于其两侧,所述步骤s6,进一步具体包括:将所述传力杆反方向旋转时产生的拉力施压在所述传力构件第二端的第二转动部件并使所述第二转动部件与所述传力杆产生相对转动从而拉动所述夹板,以松开所述电芯堆叠体。
13、作为优选,所述焊接盖板组件包括焊接盖板和多个抵持部,所述焊接盖板包括多个并排间隔的盖板通孔;所述抵持部设于所述焊接盖板一侧并排间隔并用于盖压各个对应电芯堆叠体的极耳片,所述抵持部具有多个与所述盖板通孔一一相对设置的抵持部通孔,所述步骤s5,具体包括:通过焊接盖板组件的抵持部对所述电芯堆叠体的极耳片进行压紧,并使用所述焊接头穿过盖板通孔和抵持部通孔对所述极耳片进行焊接。
14、作为优选,所述连杆架包括连杆架本体和连杆架连接部,所述连杆架本体用于架设所述连接杆,所述连杆架连接部用于环绕所述第二转动部件延伸并在连接杆轴向方向连接于所述夹板。
15、作为优选,所述工装底板上设有沿所述传力杆轴向方向延伸的导轨,所述导轨上设有可滑动的支撑架,所述传力杆、传力构件和所述夹板架设在所述支撑架上。
16、作为优选,所述抵持部包括抵持盖板和连接所述抵持盖板和焊接盖板的支撑件。
17、本申请的利用工装组装电池模组的方法实现电芯的精准定位,可将电池包压紧到固定尺寸,利用焊接装置将极耳片压紧进行焊接操作,实现较优的焊接效果,并且通过相关工装部件实现翻转,对电池模组的上下面盖装外壳盖,适用于小批量的试制研发。
技术特征:
1.一种利用工装组装电池模组的方法,其特征在于,所述工装包括:
2.根据权利要求1所述的利用工装组装电池模组的方法,其特征在于,所述压紧机构300包括传力杆(1)、传力构件(2)和用于推压电芯堆叠体的夹板(3),所述传力构件(2)一端与所述传力杆(1)连接,另一端与所述夹板(3)连接,所述步骤s2,具体包括:将所述传力杆(1)旋转时产生的推力施压在所述传力构件(2)第一端并使所述第一端与所述传力杆(1)产生相对转动而推动所述夹板(3),以压紧所述电芯堆叠体(4)。
3.根据权利要求2所述的利用工装组装电池模组的方法,其特征在于,所述步骤s5之后,还包括:步骤s6,将所述传力杆(1)反方向旋转时产生的拉力施压在所述传力构件(2)第二端并使所述第二端与所述传力杆(1)产生相对转动从而拉动所述夹板(3),以松开所述电芯堆叠体(4)。
4.根据权利要求3所述的利用工装组装电池模组的方法,其特征在于,所述步骤s6之后,还包括:步骤s7:取下所述电芯堆叠体(4),将所述电芯堆叠体(4)上的模组上壳、模组下壳和两端的端板进行焊接,并提供一对侧板,将两侧板焊接于所述电芯堆叠体(4)的侧部,以得到电池模组。
5.根据权利要求3所述的利用工装组装电池模组的方法,其特征在于,所述传力构件(2)包括位于所述第一端的第一转动部件(21)和位于所述第二端的第二转动部件(22)、贯穿连接所述第一转动部件(21)和第二转动部件(22)并与所述传力杆(1)同轴连接的连接杆(20)、以及用于架设所述连接杆(20)的连杆架(23),所述连杆架(23)在所述连接杆(20)轴向方向与所述夹板(3)连接且使得所述第一转动部件(21)和第二转动部件(22)分别设于其两侧,所述步骤s2,进一步具体包括:将所述传力杆(1)旋转时产生的推力施压在所述传力构件(2)第一端的第一转动部件(21)并使所述第一转动部件(21)与所述传力杆(1)产生相对转动而推动所述夹板(3),以压紧所述电芯堆叠体(4)。
6.根据权利要求3所述的利用工装组装电池模组的方法,其特征在于,所述传力构件(2)包括位于所述第一端的第一转动部件(21)和位于所述第二端的第二转动部件(22)、贯穿连接所述第一转动部件(21)和第二转动部件(22)并与所述传力杆(1)同轴连接的连接杆(20)、以及用于架设所述连接杆(20)的连杆架(23),所述连杆架(23)在所述连接杆(20)轴向方向与所述夹板(3)连接且使得所述第一转动部件(21)和第二转动部件(22)分别设于其两侧,所述步骤s6,进一步具体包括:将所述传力杆(1)反方向旋转时产生的拉力施压在所述传力构件(2)第二端的第二转动部件(22)并使所述第二转动部件(22)与所述传力杆(1)产生相对转动从而拉动所述夹板(3),以松开所述电芯堆叠体(4)。
7.根据权利要求1所述的利用工装组装电池模组的方法,其特征在于,所述焊接盖板组件600包括焊接盖板(7)和多个抵持部(8),所述焊接盖板(7)包括多个并排间隔的盖板通孔(70);所述抵持部(8)设于所述焊接盖板(7)一侧并排间隔并用于盖压各个对应电芯堆叠体(4)的极耳片(40),所述抵持部(8)具有多个与所述盖板通孔(70)一一相对设置的抵持部通孔(80),所述步骤s5,具体包括:通过焊接盖板组件(600)的抵持部(8)对所述电芯堆叠体(4)的极耳片(40)进行压紧,并使用所述焊接头穿过盖板通孔(70)和抵持部通孔(80)对所述极耳片(40)进行焊接。
8.根据权利要求5所述的利用工装组装电池模组的方法,其特征在于,所述连杆架(23)包括连杆架本体(231)和连杆架连接部(232),所述连杆架本体(231)用于架设所述连接杆(20),所述连杆架连接部(232)用于环绕所述第二转动部件(22)延伸并在连接杆(20)轴向方向连接于所述夹板(3)。
9.根据权利要求2所述的利用工装组装电池模组的方法,其特征在于,所述工装底板(200)上设有沿所述传力杆(1)轴向方向延伸的导轨(203),所述导轨(203)上设有可滑动的支撑架(6),所述传力杆(1)、传力构件(2)和所述夹板(3)架设在所述支撑架(6)上。
10.根据权利要求7所述的利用工装组装电池模组的方法,其特征在于,所述抵持部(8)包括抵持盖板(81)和连接所述抵持盖板(81)和焊接盖板(7)的支撑件(82)。
技术总结
本申请涉及电池技术领域,公开了一种组装电池模组的方法,包括步骤S1:利用限位部将电芯堆叠体设置定位;S2:通过压紧机构将电芯堆叠体压紧;S3:利用一个盖压板抵持盖压在电芯堆叠体表面的模组上壳;S4:通过翻转机构对工装底板进行翻转,以便另一盖压板穿过中部窗口对电池模组的模组下壳抵持,使得模组下壳通过粘接胶与电芯堆叠体的下表面形成固定连接;S5:通过焊接盖板组件对电芯堆叠体的极耳片进行压紧并使用焊接头穿过焊接盖板组件对极耳片进行焊接本申请组装方法实现电芯的精准定位,可将电池包压紧到固定尺寸,利用焊接装置将极耳压紧进行焊接操作,实现较优的焊接效果,并且通过相关工装部件实现翻转,对电池模组的上下面盖装外壳盖。
技术研发人员:田瑜,王彬彬
受保护的技术使用者:峰飞航空科技(昆山)有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!