一种X射线管灯丝绕制模及灯丝制造方法与流程
一种x射线管灯丝绕制模及灯丝制造方法
技术领域
1.本发明属于电子领域,涉及x射线管,具体涉及一种x射线管灯丝绕制模及灯丝制造方法。
背景技术:
2.x射线管问世至今因其独有的物理、化学效应一直倍受人类关注,它最早可追溯到1895年w.k伦琴发明的克鲁克斯管,科学界公认它是最早的充气x射线管。1913年,w.d库利吉发明了真空x射线管,将其推向了实用阶段。后经科学家不断改进和创新,如今x射线管广泛已应用于生命科学,材料科学,工业探伤,安防检测等诸多科研和生产领域,例如,利用x射线进行元素分析和医学成像,利用x射线进行无损探伤和通关检验等。目前,x射线的应用价值和范围还在不断扩展,x射线管已成为人类科研和生产不可或缺的真空电子器件。
3.x射线管工作原理可以简单描述为:阴极发出电子经加速撞击阳极靶激发出x射线。目前,常见的商用x射线管大多为热阴极x射线管,采用热灯丝作为电子发射源。灯丝通常采用纯钨或钨合金丝制成螺旋形结构,这种灯丝呈长条状,发出的电子空间分布率较大,难于聚焦,影响图像重建的空间分辨率,而且,这种灯丝尺寸较大,难以应用于多源探测或可寻址探测,限制了其在高分辨率三维x射线成像方面的应用。
技术实现要素:
4.为了解决现有技术中存在的上述技术问题,本发明提供了一种x射线管灯丝绕制模及灯丝制造方法,目的在于规范快捷地绕制盘香型x射线管灯丝。
5.为了实现上述目的,本发明采用的技术方案是:
6.一种x射线管灯丝绕制模,包括第一主模、第二主模、和夹板;第一、第二主模均呈圆柱状;第一主模前端、第二主模后端各设有两定位孔;沿第一主模前端在第一主模的两侧开设有角形凹槽,两角形凹槽呈反方向相对称设置;两角形凹槽内的后部设有贯穿第一主模的插销孔,插销孔用于安装插销;第一主模前端两定位孔中分别设有定位销,第一主模的前端与第二主模的后端通过定位销连接;第一主模与第二主模之间通过夹板固定。
7.进一步的,两圆柱状主模中,第一主模的直径大于第二主模的直径。
8.进一步的,夹板为半圆形槽板,半圆形槽板的前半部分与第二主模外径相匹配,后半部分与第一主模外径相匹配。
9.进一步的,第一主模、第二主模、和夹板采用高熔点、低膨胀系数的金属钼(m01)制成。
10.进一步的,绕制模几何尺寸随灯丝材料粗细、盘面直径和圈间距变化。
11.本发明采用上述x射线管灯丝绕制模在绕制断面为矩形或圆形灯丝材料中的应用。
12.一种采用上述x射线管灯丝绕制模制造灯丝的方法,具体包括以下步骤:
13.s1.第一主模后端和第二主模前端分别夹持于卧式车床卡盘和尾座;第一主模前
端的其中一个定位销钩挂灯丝材料,将灯丝材料两端并拢拉紧保持一定张力;
14.s2.移动车床尾座使第二主模向第一主模靠近,轻微转动尾座使第二主模定位孔与第一主模上的定位销相配,将灯丝材料夹在第一主模和第二主模间隙之间,并尝试转动灯丝材料使之能沿着模具径向活动而未被夹死,然后固定车床尾座;
15.s3.点燃天然气或氢气火头,在模具和灯丝材料接触处加热,将灯丝材料加热成火红色,使温度在950
±
100℃,然后逆时针缓缓转动车床卡盘,使绕制模整体随车床卡盘转动,伴随着卡盘转动拉紧灯丝材料同步送丝,使灯丝材料紧密地缠绕在第一主模和第二主模的间隙处,直至填满模具盘面;
16.s4.将灯丝材料两引出端分开,分别拉紧钩挂在第一主模两侧的凹槽牙口上,再将灯丝材料缠绕在第一主模尾部插销上,剩余材料剪断;
17.s5.将夹板扣在第一主模和第二主模上,用钨丝绑扎,将绑扎好的模具从车床卸下置入氢炉通湿氢,在1400~1800℃的区间内选取温控点,控制温差在
±
10℃内,维持20min给灯丝定型,降温至60℃以下取出模具拆下灯丝,伴随天然气或氢气火头加热,用平口钳整形灯丝两引脚,化学清洗灯丝。
18.上述在1400~1800℃区间内选取温控点,控制温差
±
10℃维持20min定型,进一步还可以调节温控点来调整灯丝圈间距。
19.优选的,所述灯丝材料为钨或钨合金丝、钼或钼合金丝中的任意一种,灯丝材料断面为矩形或圆形,材料断面面积在0.015~0.785mm2之间。
20.优选的,所述灯丝圈间距与定型温度关联,在1400~1800℃的区间调节温控点调整或控制灯丝圈间距。
21.优选的,用天然气或氢气火头加热灯丝两引脚的温度为950
±
100℃。
22.优选的,化学清洗后显微镜下检查两引脚打弯处,剔除暗伤和劈丝缺陷,室温下用毫欧计夹持灯丝两引脚测量冷组符合要求。
23.与现有技术相比,本发明的有益效果是:
24.1.本发明的x射线管灯丝绕制模结构简单,制造成本低,使用方便,适用范围广,重复利用率高,使用成本低:
25.1)x射线管灯丝绕制模材料为常规钼(m01)棒,结构简单,采用普通车、铣金属切削工艺成型,定位销和凹模分体设计,便于定位销损坏换新;
26.2)x射线管灯丝绕制模适用各种灯丝材质,材料断面为矩形或圆形,材料可粗可细;
27.3)x射线管灯丝绕制模制作灯丝时可通过调节定型的温控点来调整或控制灯丝圈间距;
28.4)x射线管灯丝绕制模在定位销完好的情况下可无限次重复使用,使用周期长。
29.2.本发明提供的一种x射线管灯丝绕制模,利用它可以规则地绕制出区别于长条形螺旋状灯丝的盘香形x射线管灯丝,灯丝呈圆盘状,发射面小而规则,发出的电子空间分布相对集中,易于聚焦,利于提高图像重建的空间分辨率。
附图说明
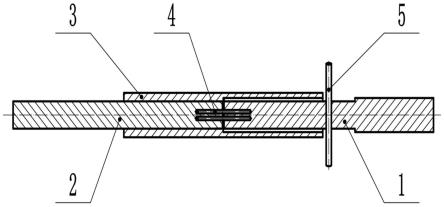
30.图1本发明的灯丝绕制模结构示意图。
31.图2本发明的第一主模结构示意图。
32.图3本发明的第一主模安装插销和定位销的结构示意图。
33.图4本发明的第二主模结构示意图。
34.图5本发明的夹板结构示意图。
35.图6本发明绕制成型后的灯丝结构示意图。
36.图中:1.第一主模、2.第二主模、3.夹板、4.定位销、5.插销。
具体实施方式
37.下面结合附图对本发明做进一步的解释和说明,但本发明的保护范围并不局限于以下描述。
38.实施例1
39.如图1所示,一种x射线管灯丝绕制模,包括第一主模1、第二主模2、和夹板3;第一、二主模均呈圆柱形;两圆柱形主模中,第一主模1的直径大于第二主模2的直径。第一主模前端、第二主模后端面均设有两定位孔;第一主模1两定位孔中设有两定位销4;沿第一主模1的前端在第一主模1的两侧开设有角形凹槽,两角形凹槽呈反方向相对称设置;两角形凹槽内的后部设有贯穿第一主模1的插销孔用于穿设插销5;第一、二主模两者通过定位销插入定位孔的方式拆卸连接;第一、二主模对接后其外部通过夹板3固定,夹板3为两半圆形槽板,半圆形槽板的前半部分与第二主模外径相匹配,后半部分与第一主模外径相匹配;夹板3固定后第一主模1的插销孔位于夹板后方,穿插入插销5。第一主模1、第二主模2、和夹板3均采用高熔点,低膨胀系数的金属钼(m01)材料,常规金属切削工艺成型。
40.具体实施步骤如下:盘香形灯丝材料为纯钨条,横截面0.3
×
0.3mm2,灯丝盘面直径圈数5,圈间距(0.3
±
0.1)mm,两引脚长(10
±
0.5)mm,引脚间距(5.6
±
0.5)mm,室温冷组(45
±
3)mω,如图6所示。
41.设计灯丝绕制模盘面直径为插销距离盘面15mm,定位销间距1.0mm,定位销直径0.5mm,材料取钼m01棒,结构如图1~图5所示,按图加工,检验合格,化学清洗,将两根定位销装入第一主模1前端两定位孔中铆接固定,采用加工好的灯丝绕制模绕制上述盘香形灯丝,具体如下:
42.s1.分别将主模1和主模2尾端夹持在卧式车床卡盘和尾座上,在第一主模1上插入插销;将要绕制的钨条钩挂在第一主模1的两根定位销的其中一根上,将钨条两端并拢拉紧;
43.s2.移动车床尾座向卡盘上的第一主模1靠近,轻微转动尾座使定位销配入主模2,将钨条夹在第一主模1和第二主模2间隙之间,并尝试转动钨条使之能沿着模具径向活动而未被夹死,固定车床尾座。
44.s3.点燃天然气火头,在模具和钨条的接触处加热,使钨条呈火红色,温度保持在950
±
100℃,将钨条两端并拢拉紧保持张力,逆时针缓缓转动车床卡盘,伴随第一主模1转动同步送丝,将灯丝材料缠绕在第一主模和第二主模的间隙处,直至填满模具盘面;
45.s4.借助天然气火头将内圈的钨条打弯钩挂在第一主模1凹槽牙口处,将钨末端缠绕在插销上,将多余部分剪断。用同样方法将另一端钨条打弯钩挂,缠绕剪断,熄灭火头。
46.s5.用夹板夹住第一主模1和第二主模2,用钨丝绑扎扣板,将模具卸下置入氢炉通湿氢15min,试氢验纯点火升温,在(1600
±
10)℃维持20min后降温,冷却至炉内温度60℃以下,取出模具拆下灯丝;用平口钳伴随天然气火头按图纸要求对灯丝两引脚打弯整形,然后化学清洗灯丝;
47.s6.计量显微镜测量灯丝盘面直径为6.15mm,圈间距为0.3~0.35mm,圈数5圈,引脚长10.2mm,两引脚间距5.6mm;显微镜下检验盘面及引脚打弯处无暗伤和裂纹缺陷;在室温下将灯丝两引脚端接入微欧计测量灯丝冷阻为46.3mω,符合技术要求。
48.实施例2
49.本实施例与实施例1基本相同,不同之处在于:本实施例的盘香形灯丝材料为钨铼合金丝,横截面直径0.5mm,灯丝盘面直径圈数4.5
±
0.5,圈间距(0.5
±
0.1)mm,两引脚长(15
±
0.5)mm,引脚间距(9.5
±
0.5)mm,室温冷组(63
±
5)mω。
50.设计的灯丝绕制模盘面直径为插销距离盘面15mm,定位销间距1.5mm,定位销直径0.6mm。
51.灯丝定型温度为(1700
±
10)℃维持20min。
52.成品用计量显微镜测量灯丝盘面直径为12.3mm,圈间距为0.5~0.55mm,圈数5圈,引脚长15.2mm,两引脚间距9.8mm,微欧计测量灯丝冷阻为62.5mω,符合技术要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1