一种射频功放芯片共晶焊接和管壳封盖夹具的制作方法
1.本发明属于夹具结构技术领域,具体涉及一种射频功放芯片共晶焊接和管壳封盖夹具。
背景技术:
2.射频功放管芯片的共晶焊接现阶段行业内主要有三种方法:人工焊接,焊料融化后手动摩擦芯片排除气泡达到空洞率控制在5%以内,此种方法设备成本低但是对操作人员的技能要求高且产品一致性难以保证。全自动贴片机自动焊接其原理与人工焊接一样,只不过由人工改为机器全自动执行,此方法效率高,产品一致性好但设备价格昂贵,需要针对不同尺寸芯片定制高精度吸嘴,一个管壳内多芯片共晶时管壳受热时间长,使管壳表面氧化影响后续键合工序。真空共晶炉焊接,通过控制炉内气体氛围,加入活化气体(甲酸)等得到较好的焊接效果,目前行业内使用真空炉焊接芯片需要定制石墨夹具对芯片进行定位和施压一定的压力,施压时压块需要考虑避让芯片的敏感区域如空气桥等,但是石墨材料机加工难度大,尤其是对于微小尺寸的加工尤为困难,导致石墨夹具的费用昂贵,甚至对微小尺寸结构无法实现(如0.2mm以下尺寸)。传统的夹具对芯片施压的压力不可调只能加工不同的配重块进行实验,增加了成本。
3.针对以上问题,本发明提出一种新的低成本的射频芯片真空共晶焊接夹具的结构。
技术实现要素:
4.本发明是为了解决以上问题,提出了一种射频功放芯片共晶焊接和管壳封盖夹具。
5.本发明的技术方案是:一种射频功放芯片共晶焊接和管壳封盖夹具包括焊接夹具底座、功放管定位槽、功放管下壳、芯片定位片、预成型焊片、射频功放芯片、芯片压块和陶瓷片;
6.焊接夹具底座上开设有功放管定位槽;功放管下壳设置于功放管定位槽内;芯片定位片设置于功放管下壳腔体内;芯片定位片的两端开设有定位槽;芯片压块、射频功放芯片和预成型焊片从上至下依次放置于芯片定位片的定位槽内;陶瓷片设置于功放管下壳腔体内,其底面与芯片压块的上表面接触。
7.进一步地,焊接夹具底座的对角设置有定位销;焊接夹具底座的两侧均开设有下压组件定位槽。
8.进一步地,射频功放芯片共晶焊接和管壳封盖夹具还包括下压组件;下压组件包括悬臂、压针、铜柱、手拧螺钉、螺纹孔和通孔;
9.悬臂的一端开设有螺纹孔,其另一端开设有通孔;压针通过螺纹孔可伸缩地设置于悬臂的一端;铜柱的一端设置于下压组件定位槽内,其另一端通过通孔和悬臂连接;手拧螺钉通过通孔与铜柱内壁的螺纹孔连接,并设置于悬臂的顶部。
10.进一步地,压针的一端设置有带螺纹的螺柱,其另一端设置有可伸缩探针头;压针通过螺纹孔和螺柱的螺纹连接设置于悬臂的一端。
11.进一步地,焊接夹具底座上设置有夹具盖板;夹具盖板的对角开设有与定位销间隙配合的定位孔;夹具盖板上开设有盖板定位槽;夹具盖板的两侧均开设有铜柱避让槽。
12.进一步地,射频功放芯片共晶焊接和管壳封盖夹具还包括功放盖板;功放盖板设置于盖板定位槽内。
13.进一步地,射频功放芯片共晶焊接和管壳封盖夹具还包括配重块;配重块的一端设置于盖板定位槽内。
14.本发明的有益效果是:
15.(1)本发明使用弹力压针对芯片进行施压,通过调节压针的压缩量调整施加的压力,而非采用传统的配重压块的方法,有利于找到最佳压力值,并减少了夹具的结构降低成本,操作更便捷,使压力可调同时简化夹具结构;
16.(2)本发明只需再增加一个盖板即可实现封盖功能,而不需要做封盖模具,管盖直接放置到夹具盖板的定位槽内并放置配种块施压即可放进烤箱内烘烤封盖。
17.(3)本发明的芯片定位片和芯片压块采用陶瓷材料,并采用激光加工工艺,能够得到高精度且传统机加工难以实现的微小尺寸结构的芯片定位槽和芯片压块,激光加工的成本相比于铣削机加工工艺大大降低。
附图说明
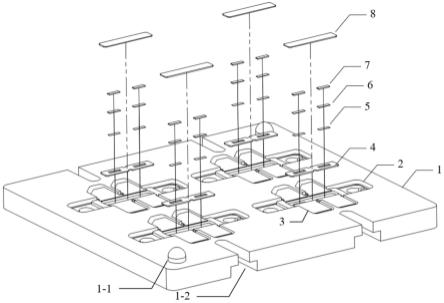
18.图1为射频功放芯片共晶焊接和管壳封盖夹具结构图;
19.图2为芯片定位片结构图;
20.图3为芯片压块结构图;
21.图4为芯片压块加工示意图;
22.图5为焊接夹具底座的结构图;
23.图6为下压组件结构图;
24.图7为下压组件和焊接夹具底座的结构图;
25.图8为悬臂的结构图;
26.图9为压针的结构图;
27.图10为下压组件的剖面图;
28.图11为夹具盖板、功放盖板和焊接夹具底座的结构图;
29.图12为管壳封盖夹具最终装配图;
30.图13为夹具盖板的俯视图;
31.图14为管壳封盖夹具最终装配位置示意图;
32.图中,1、焊接夹具底座;1-1、定位销;1-2、下压组件定位槽;2、功放管定位槽;3、功放管下壳;4、芯片定位片;4-1、定位槽;5、预成型焊片;6、射频功放芯片;7、芯片压块;8、陶瓷片;9、下压组件;9-1、悬臂;9-2、压针;9-3、铜柱;9-4、手拧螺钉;9-5、螺纹孔;9-7、螺柱;9-8、可伸缩探针头;9-6、通孔;10、夹具盖板;10-1、定位孔;10-2、盖板定位槽;11、功放盖板;12、配重块。
2;夹具盖板10的两侧均开设有铜柱避让槽10-3。
43.在本发明实施例中,如图12所示,射频功放芯片共晶焊接和管壳封盖夹具还包括功放盖板11;功放盖板11设置于盖板定位槽10-2内。
44.在本发明实施例中,如图12所示,射频功放芯片共晶焊接和管壳封盖夹具还包括配重块12;配重块12的一端设置于盖板定位槽10-2内。
45.如图13所示,为夹具盖板的俯视图。首先将待封盖的功放管放置在功放管定位槽2内。然后将夹具盖板10放置于焊接夹具底座1上,夹具盖板10和焊接夹具底座1的相对位置用定位销1-1定位。最后放置功放盖板11和配重块12,功放盖板11和功放管下壳3的相对位置由夹具盖板10定位。
46.在本发明实施例中,如图14所示,为装配位置的俯视图。在位置a时(压针9-2位于陶瓷片8中心)拧紧手拧螺钉9-4使压针9-2弹簧压缩一定量(可以调节弹性压针9-2在悬臂9-1以下的长度,以调节压针9-2的压缩量),给陶瓷片8施压(陶瓷片8外形大小可以保证同时压到所有的芯片压块,可以同时对芯片压块施加压力)。手拧螺钉9-4松开时悬臂9-1可以抬高旋转至管壳区域以外(如位置b),不影响管壳及芯片等的摆放。将图14所示的装配定位好的夹具放入真空炉内焊接,焊接时压针9-2施加的压力可避免芯片浮在融化的焊料表面,压力可以把熔融焊料内部的空气挤压排出得到几乎零空洞的焊接效果。管壳封盖时将下压组件9的手拧螺钉9-4和悬臂9-1拆卸即可不影响夹具盖板10的放置。
47.在本发明实施例中,芯片共晶焊接步骤为:s1、将功放管下壳3放置在焊接夹具底座1上;s2、将芯片定位片4放入功放管下壳3腔体内;s3、将预成型焊片5放入芯片定位片4的定位槽4-1内;s4、将射频功放芯片6放入芯片定位片4的定位槽4-1内;s5、将芯片压块7放入芯片定位片4的定位槽4-1内;s6、放置陶瓷片8;s7、将压针9-2放置在陶瓷片8中心,拧紧手拧螺钉9-4;s8、将夹具放入真空共晶炉内焊接;s9、取出夹具,松开手拧螺钉9-4取出芯片定位片4、芯片压块7和陶瓷片8。
48.在本发明实施例中,功放管封盖步骤为:s1、将功放管下壳3放置在焊接夹具底座1上;s2、将夹具盖板10盖在焊接夹具底座1上;s3、将功放盖板11放在盖板定位槽10-2内;s4、将配重块12放到盖板定位槽10-2内,压住功放盖板11;s5、将夹具放入烤箱内加热,使功放盖板11的预涂胶水融化;s6、胶水固化,完成封盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1