一种柔性电极纤维及其制备方法和应用与流程
1.本发明涉及电容器技术领域,更具体地,涉及一种柔性电极纤维及其制备方法和应用。
背景技术:
2.近年来,随着高度集成化、轻量便携式、可穿戴式、可植入式等新概念及柔性化、智能化电子产品的不断出现,迫切需要开发与其高度兼容的具有高储能密度、柔性化、功能集成化的微纳储能器件,为其提供能源支持以解决其动力问题。在众多的储能器件中,柔性固态超级电容器由于具有高安全性、高功率和长循环寿命等优点受到广泛关注。
3.然而,在制备超级电容器用炭电极的传统工艺中,通常以绝缘的聚合物作为粘结剂,导致所制备的电极导电性差、比容小、倍率性能较差。例如,现有技术中公开了一种全固态纤维状柔性超级电容器及其制备方法,利用沉淀法或水热法在纤维衬底上生长正、负极材料,正、负极材料使用隔膜分开,并将负极材料制成膜状包覆于正极的纤维上封装成纤维状器件,制备出全固态纤维状柔性超级电容器,虽然具有一定的柔性,但是其内阻高、功率密度低,难以满足超级电容器快速充放电要求。
技术实现要素:
4.本发明目的是克服现有柔性超级电容器的柔性较差、内阻较高、容量较低的缺陷和不足,提供一种柔性电极纤维的制备方法,先将电极活性物质、导电剂和粘接剂加入加工助剂中混合均匀形成膏状物,再将膏状物加入螺杆挤出机中喷射挤出形成自支撑纤维,除去加工助剂后即可获得柔性电极纤维。
5.本发明的另一目的是提供一种柔性电极纤维。
6.本发明的又一目的在于提供一种柔性电极纤维在柔性电极和超级电容器中的应用。
7.本发明的又一目的在于提供一种柔性固态超级电容器。
8.本发明上述目的通过以下技术方案实现:
9.本发明保护一种柔性电极纤维的制备方法,包括以下步骤:
10.s1.将电极活性物质、导电剂和粘接剂按质量比(90~97):(1~5):(1~10)加入加工助剂中混合均匀形成膏状物;
11.s2.将s1中的膏状物加入螺杆挤出机中混合均匀后,再通过螺杆挤出机喷射挤出形成自支撑纤维;
12.s3.将s2中的自支撑纤维干燥除去加工助剂,即可获得柔性电极纤维;
13.其中,s1中所述粘接剂的软化温度≤s2中所述螺杆挤出机喷射挤出的温度<s1中所述粘接剂的分解温度。
14.本发明提供一种柔性电极纤维的制备方法,先将电极活性物质、导电剂和粘接剂加入加工助剂中混合均匀形成膏状物,再将膏状物加入螺杆挤出机中在特定温度下(粘接
剂的软化温度≤螺杆挤出机喷射挤出的温度<粘接剂的分解温度)混合,在该温度条件下,可以使得粘结剂在搅拌过程中发生纤维化形成丝状物,而电极活性物质和导电剂则均匀分散于丝状物之间,再通过螺杆挤出机喷射挤出即可形成自支撑纤维。
15.当螺杆挤出机喷射挤出的温度<粘结剂的软化温度时,会使得膏状物中粘结剂的纤维化程度很低,进而导致通过喷射挤出所形成的自支撑纤维张力强度差;而当螺杆挤出机喷射挤出的温度≥粘结剂的分解温度时,会使得膏状物中的粘结剂发生分解,无法形成自支撑纤维。此外,由于电极活性物质、导电剂和粘接剂在加入螺杆挤出机前已经是混合均匀的膏状物,因此,在螺杆挤出机中的混合搅拌时间对电极活性物质、导电剂和粘接剂的混合均匀性几乎没有影响。
16.在其他条件保持不变的情况下,自支撑纤维的力学性能与膏状物中粘结剂的相对含量密切相关,粘结剂的相对含量越高,所制得的自支撑纤维的张力强度越大;但粘结剂的相对含量过多时,过多的粘结剂则会包覆于电极活性物质的表面,不仅会显著增大电极电阻率,还会阻塞电解质离子进入活性物质孔道内,最终增大柔性固态超级电容器的内阻;而粘结剂的相对含量过少时,则会降低喷射挤出形成的自支撑纤维的力学性能,不仅不利于电极制备过程,还会使得所制备出的电极易产生脱粉现象,进而导致柔性固态超级电容器循环过程中容量衰减较快。
17.此外,需要说明的是,上述喷射挤出是指利用螺杆挤出机提供喷射压力,再结合特定孔径的模具,即可喷射形成自支撑纤维。而加工助剂的作用是将电极活性物质、导电剂和粘接剂混合形成膏状物,其添加量可根据实际情况调节,只要能够使得电极活性物质、导电剂和粘接剂混合形成膏状物即可。
18.优选地,本发明步骤s3中采用超临界co2干燥去除自支撑纤维中的加工助剂,相较于其他干燥方式,超临界co2干燥能够更好地去除加工助剂。
19.在具体实施方式中,本发明步骤s2中所述自支撑纤维的平均直径为1~100μm。
20.优选地,本发明步骤s2中所述自支撑纤维的平均直径为10~40μm。具体可以为11μm、18μm、25μm、30μm,11μm~30μm,优选为18μm~25μm。
21.在具体实施方式中,本发明步骤s1中所述加工助剂的添加量为电极活性物质、导电剂和粘接剂总质量的140%~160%。
22.在具体实施方式中,本发明步骤s2中所述喷射的压力为12~20mpa。
23.本发明中膏状物在螺杆挤出机的喷射挤出压力与膏状物中粘结剂的类型及其含量有关,在实际生产过程中可以根据实际需求相应调节。
24.在具体实施方式中,本发明步骤s1中所述加工助剂可以为航空煤油、石油醚、白油、汽油、石脑油、石蜡油、无水乙醇、异丙醇和丙二醇中的一种或几种。
25.在具体实施方式中,本发明步骤s1中所述粘接剂为聚乙烯、聚丙烯、聚四氟乙烯、聚对苯二甲酸乙二醇酯、聚偏氟乙烯、乙烯-四氟乙烯共聚体、四氟乙烯-六氟丙烯共聚体、高密度聚乙烯-聚碳酸酯中的一种或几种。
26.在具体实施方式中,本发明步骤s1中所述电极活性物质可以为石墨烯、活性炭粉末、活性炭纤维和活性炭球中的一种或几种;导电剂可以为金属粉末、乙炔黑、科琴黑、炉黑、super p li、导电石墨、石墨烯、碳纳米纤维和碳纳米管中的一种或几种。
27.一种上述柔性电极纤维的制备方法制得的柔性电极纤维,也在本发明的保护范围
之内。
28.本发明还保护一种上述柔性电极纤维在柔性电极和超级电容器中的应用。
29.一种包括上述柔性电极纤维的柔性固态超级电容器,也在本发明的保护范围之内。
30.与现有技术相比,本发明具有以下有益技术效果是:
31.本发明提供了一种柔性电极纤维的制备方法,先将电极活性物质、导电剂和粘接剂加入加工助剂中混合均匀形成膏状物,再将膏状物加入螺杆挤出机中喷射挤出形成自支撑纤维,除去加工助剂后即可获得柔性电极纤维。采用柔性电极纤维所制得的柔性电极的张力强度达到1.11~1.94n/cm,形变率达到10.6%~23.0%,电阻率为2.41
×
10-6
~3.12
×
10-6
ω
·
m。
附图说明
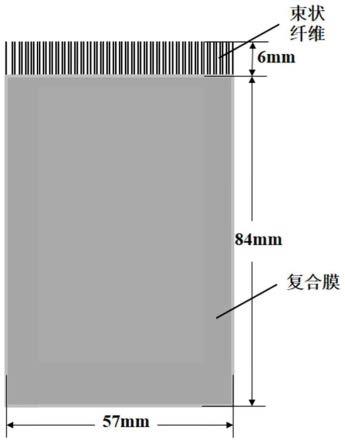
32.图1为实施例1~8和对比例2中柔性电极的结构示意图。
33.图2为实施例1~8和对比例2中柔性固态超级电容器的结构示意图。
34.图3为对比例3中柔性固态超级电容器的结构示意图。
具体实施方式
35.下面结合具体实施方式对本发明作进一步的说明,但实施例并不对本发明做任何形式的限定。除非另有说明,本发明实施例采用的原料试剂为常规购买的原料试剂。
36.实施例1
37.一种柔性电极纤维的制备方法,包括以下步骤:
38.s1.将电极活性物质(活性炭粉末)、导电剂(乙炔黑)和粘接剂(聚四氟乙烯)按质量比94:2:4加入加工助剂(石油醚)中混合均匀形成膏状物;
39.s2.将s1中的膏状物加入双螺杆挤出机中搅拌混合后,再通过螺杆挤出机喷射挤出形成平均直径为11μm的自支撑纤维;
40.s3.将s2中的自支撑纤维通过牵引装置排列,并采用超临界co2干燥除去加工助剂石油醚,即可获得柔性电极纤维;
41.其中,s2中所述双螺杆挤出机喷射挤出的温度为150℃;s1中所述加工助剂的添加量为电极活性物质、导电剂和粘接剂混合物质量的150%。
42.实施例2
43.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s2中所述自支撑纤维的平均直径为18μm。
44.实施例3
45.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s2中所述自支撑纤维的平均直径为25μm。
46.实施例4
47.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s2中所述自支撑纤维的平均直径为30μm。
48.实施例5
49.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s1中所述粘接剂为乙烯-四氟乙烯共聚体,加工助剂为石蜡油。
50.实施例6
51.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s1中所述粘接剂为四氟乙烯-六氟丙烯共聚体,加工助剂为航空煤油。
52.实施例7
53.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s1中所述电极活性物质(活性炭粉末)、导电剂(乙炔黑)和粘接剂(聚四氟乙烯)的质量比为97:1:2。
54.实施例8
55.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s1中所述电极活性物质(活性炭粉末)、导电剂(乙炔黑)和粘接剂(聚四氟乙烯)的质量比为90:3:7。
56.对比例1
57.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s1中所述电极活性物质(活性炭粉末)、导电剂(乙炔黑)和粘接剂(聚四氟乙烯)的质量比为94.5:5:0.5。
58.对比例2
59.一种柔性电极纤维的制备方法,包括与实施例1基本相同的步骤,其区别在于:s1中所述电极活性物质(活性炭粉末)、导电剂(乙炔黑)和粘接剂(聚四氟乙烯)的质量比为84:1:15。
60.对比例3
61.一种柔性电极材料的制备方法,包括以下步骤:
62.s1.将活性炭粉末和乙炔黑加入20g/l的氧化石墨烯水溶液中,再采用行星搅拌机将混合材料搅拌成电极浆料,其中活性炭粉末、乙炔黑和氧化石墨烯的质量比为94:2:4;
63.s2.将s1中的电极浆料涂布于ptfe基板上,经烘干、脱膜后获得厚度为120μm的柔性电极材料。
64.结果检测
65.1.柔性电极和柔性固态超级电容器的制备
66.(1)先将实施例1~8和对比例2所制得柔性电极纤维的长度剪切为90mm,然后装入尺寸为0.1mm
×
57mm
×
84mm的模具中得到束状堆积片;
67.然后,采用宽口金属夹夹住上述束状堆积片的顶部(6mm),再将束状堆积片的底部(84mm)浸渍于复合固态电解质浆料中,取出烘干后压平获得到厚度为120μm的复合膜(如图1所示),即为柔性电极;
68.最后,将6片上述柔性电极采用全自动叠片机按正负极顶部区域交替反向的叠片工艺整齐叠放成电芯(如图2所示),封装后得到柔性固态超级电容器;
69.其中,上述复合固态电解质浆料由peo、litfsi、llzto和乙腈按质量比50:30:20:100组成。
70.(2)先将对比例3所得柔性电极材料模切成57mm
×
92mm规格,再采用eb-815导电胶
浸渍柔性电极材料中57mm
×
8mm顶部区域并烘干;
71.然后,将表面覆盖导电胶的柔性电极材料区域的双侧同时与0.02mm
×
6mm
×
57mm的两片铝箔在160℃下热复合得到柔性电极;
72.同时,将由peo、litfsi、llzto和乙腈按质量比50:30:20:100组成的复合固态电解质浆料采用溶液浇铸法获得厚度为100μm的固态电解质自支撑膜,并将其切成88mm
×
61mm的规格,备用;
73.最后,取上述模切后柔性电极6片和模切后的固态电解质自支撑膜7片,采用全自动叠片机按“固态电解质自支撑膜-柔性电极-固态电解质自支撑膜”的次序并控制正负极顶部区域交替反向整齐叠放成电芯(如图3所示),封装后得到柔性固态超级电容器。
74.2.柔性电极及柔性固态电容器性能测试
75.(1)柔性电极测试:将上述所制得的柔性电极冲裁成1cm
×
8cm的样条(其中实施例1~8和对比例2中样条的长边沿平行于柔性纤维方向),在80℃条件下真空干燥30h后,采用美国instron3367材料试验机测试样条张力强度及形变率,并采用th2512b型智能直流电阻测试仪测试样条的电阻率,测试结果如表1所示。
76.表1柔性电极的力学性能及导电性能
[0077][0078][0079]
由表1的测试结果可知,采用本发明柔性电极纤维所制得的柔性电极张力强度大、弹性形变范围较宽和电阻率小。而对比例1中由于粘结剂含量过低,膏状物加入双螺杆挤出机中搅拌混合后无法喷射挤出形成自支撑纤维;对比例2中由于粘结剂含量过高,虽然显著提高了柔性电极的张力强度及弹性形变,但是过多的粘结剂包覆于电极活性物质的表面,导致电极电阻率显著增加;对比例3采用传统工艺制备的柔性电极力学性能和导电性能均较差。
[0080]
(2)柔性固态超级电容器性能测试:将上述所制得的柔性固态超级电容器在2.7v
下老化24h,测试柔性固态超级电容器的初始容量及内阻;再将柔性固态超级电容器沿任意方向对折500次和1000次,分别测试柔性固态超级电容器的容量及内阻,测试结果如表2所示。
[0081]
表2柔性固态超级电容器初始电性能及反复折弯可靠性
[0082][0083][0084]
由表2的测试结果可知,本发明所制得的柔性固态超级电容器容量高、内阻低、柔性好。而对比例2中采用粘结剂含量过高的柔性电极制备柔性固态超级电容器,因此产品容量偏低、内阻偏高;对比例3中采用传统工艺制备的柔性固态超级电容器初始内阻较高,这是由于按传统工艺制备的柔性电极导电性能差以及柔性电极和固态电解质自支撑膜之间的接触电阻过高共同作用的结果,产品经对折500次和1000次后容量衰减过快,内阻增加也较大,这是由于柔性电极力学性能差,使得经多次折弯后电极表面易于产生脱粉现象导致的结果。
[0085]
显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定。对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动。这里无需也无法对所有的实施方式予以穷举。凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1