传送晶圆过程中矫正晶圆偏移的装置及其矫正方法与流程
1.本技术涉及半导体制造技术领域,特别是涉及一种传送晶圆过程中矫正晶圆偏移的装置及其矫正方法。
背景技术:
2.在半导体制程工艺中,会对晶圆进行一系列的处理:绝对真空、化学腐蚀、高能等离子体撞击、强烈的紫外线辐射等等,经过数百道分散的加工步骤后,晶圆才会被打磨成cpu、存储芯片和图像处理器等等电子器件。这些加工过程对环境要求很高,因此大多数工作都在密封真空室中进行。而晶圆传输系统则是半导体专用设备中的重要组成部分,通过传输系统把晶圆从一个工艺腔室转移到另一个工艺腔室,以将晶圆从大气环境传输到真空环境中,实现晶圆在真空环境中的加工。
3.一般地,晶圆在进入下一工艺接点前被存储于晶圆盒中,当将晶圆从晶圆盒中传输至当下工艺节点的反应腔室的过程中,会由于晶圆在晶圆盒中的初始位置偏移或机械手臂抓取晶圆位置偏移,造成晶圆与机械手臂相对位置偏移,如图1及图2所示,图1中晶圆与机械手臂相对位置无偏移,晶圆正好容置于机械手臂的晶圆卡槽中;图2中晶圆与机械手臂相对位置发生偏移,这将造成机械手臂拖片、机械手臂抓片偏移等问题,在机械手臂抓取并侦测到偏移晶圆后,机台报警,晶圆传送停止,须待人工处理。
技术实现要素:
4.鉴于以上所述现有技术的缺点,本技术的目的在于提供一种传送晶圆过程中矫正晶圆偏移的装置及其矫正方法,用于解决现有技术中晶圆在传送过程中晶圆位置发生偏移后,机械手臂抓取并侦测到偏移晶圆后,机台报警,晶圆传送停止需等待人工处理,导致生产效率较低等的问题。
5.为实现上述目的及其他相关目的,本技术提供一种传送晶圆过程中矫正晶圆偏移的装置,所述装置包括:
6.晶圆角度定位器,用于使置于其中的晶圆沿定向平动并监测所述晶圆的角度;
7.光感应元件,包括信号光发射端及信号光接收端,置于所述晶圆角度定位器的一侧,且所述信号光发射端发出的光信号与所述晶圆角度定位器之间的距离为所述晶圆半径值
±
预设误差值;
8.数据采集模块,与所述光感应元件连接,用于采集所述晶圆在所述晶圆角度定位器中旋转时,每个旋转周期中所述晶圆开始触碰所述光感应元件发出的所述光信号的第一时间及所述晶圆最后触碰所述光感应元件发出的所述光信号的第二时间;
9.数据处理模块,与所述数据采集模块连接,用于获取所述数据采集模块采集的所述第一时间及所述第二时间,并根据所述第一时间与所述第二时间的差值绝对值的最小值及所述晶圆角度定位器旋转速度计算出所述晶圆的偏移中点位置及偏移量;
10.机械手臂,与所述数据处理模块连接,用于基于所述偏移量及所述晶圆的所述偏
移中点位置重新抓取所述晶圆,并沿所述偏移中点位置与所述晶圆的偏移点的连线方向补偿所述偏移量后传送至所述晶圆角度定位器中。
11.可选地,所述光感应元件为激光感应元件。
12.进一步地,所述激光感应元件为红外激光感应元件。
13.可选地,所述装置还包括用于承载所述晶圆的晶圆盒,所述机械手臂从所述晶圆盒中抓取所述晶圆并传输至所述晶圆角度定位器中。
14.可选地,所述晶圆半径值为150mm,所述预设误差值为0mm~2mm。
15.可选地,所述装置用于晶圆刻蚀工艺的晶圆传送过程中。
16.本技术还提供一种传送晶圆过程中矫正晶圆偏移的矫正方法,所述矫正方法包括:
17.提供如上所述的传送晶圆过程中矫正晶圆偏移的装置;
18.判断所述晶圆在所述晶圆角度定位器上旋转时,是否遮挡所述光感应元件的所述信号光发射端发出的光信号;
19.若否,基于所述晶圆在所述晶圆角度定位器中旋转,确认所述晶圆定位点,所述机械手臂抓取并传送所述晶圆至下一站点;
20.若是,所述数据采集模块依次采集每个旋转周期中所述晶圆开始触碰所述光感应元件发出的所述光信号的第一时间及所述晶圆最后触碰所述光感应元件发出的所述光信号的第二时间;
21.所述数据处理模块获取所述数据采集模块采集的所述第一时间及所述第二时间,并根据所述第一时间与所述第二时间的差值绝对值的最小值及所述晶圆角度定位器旋转速度计算出所述晶圆的偏移中点位置及偏移量;
22.所述机械手臂基于所述偏移量重新抓取所述晶圆,并补偿所述偏移量后传送至所述晶圆角度定位器中,完成所述晶圆的偏移矫正。
23.可选地,所述机械手臂重新抓取所述晶圆前还包括将所述晶圆旋转至所述机械手臂的抓取角度。
24.可选地,当所述矫正方法用于晶圆刻蚀工艺的晶圆传送过程中时,所述晶圆传送过程还包括将所述晶圆依次传送至气闸室、真空传送室及反应腔。
25.可选地,所述晶圆在所述晶圆角度定位器中顺时针旋转或逆时针旋转。
26.如上所述,本技术的传送晶圆过程中矫正晶圆偏移的装置及其矫正方法,可自动识别晶圆的偏移并自动矫正晶圆的偏移位置,消除了晶圆在晶圆盒中初始位置偏移,机械手臂拖片、抓片偏移等需要人工处理的宕机问题,有效提高了生产效率,减少晶圆传送因位置偏移而产生的刮伤,碰撞风险;同时采用自动矫正晶圆的偏移,提高偏移精度。
附图说明
27.图1显示为晶圆与机械手臂相对位置无偏移的结构示意图。
28.图2显示为晶圆与机械手臂相对位置发生偏移的结构示意图。
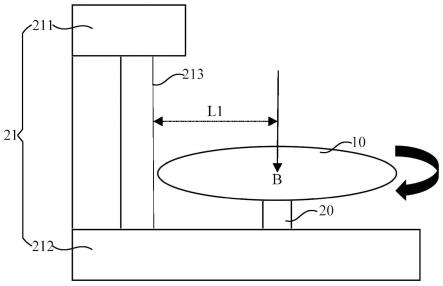
29.图3显示为本技术的传送晶圆过程中矫正晶圆偏移的装置的部分结构示意图,其中,晶圆与机械手臂相对位置无偏移,晶圆传送到晶圆角度定位器位置无偏移,此时,晶圆在旋转过程中不会遮挡光感应元件发出的信号光。
30.图4显示为晶圆与机械手臂相对位置偏移后,晶圆传送到晶圆角度定位器位置发生偏移的结构示意图,晶圆在旋转过程中不会遮挡光感应元件发出的信号光,其中,晶圆沿顺时针旋转。
31.图5显示为晶圆与机械手臂相对位置偏移后,晶圆传送到晶圆角度定位器位置发生偏移的平面示意图,图中示出了偏移点与晶圆圆心之间的位置关系。
32.图6显示为将图5中的晶圆再进行旋转以使偏移点与晶圆圆心之间的连线呈竖直方向,以便于机械手臂对晶圆的重新抓取。
33.图7显示为本技术的传送晶圆过程中矫正晶圆偏移的矫正方法的流程示意图。
34.元件标号说明
35.10晶圆
36.11机械手臂
37.21光感应元件
38.211信号光发射端
39.212信号光接收端
40.213光信号
41.20晶圆角度定位器
具体实施方式
42.以下通过特定的具体实例说明本技术的实施方式,本领域技术人员可由本说明书所揭露的内容轻易地了解本技术的其他优点与功效。本技术还可以通过另外不同的具体实施方式加以实施或应用,本说明书中的各项细节也可以基于不同观点与应用,在没有背离本技术的精神下进行各种修饰或改变。
43.请参阅图1至图7。需要说明的是,本实施例中所提供的图示仅以示意方式说明本技术的基本构想,遂图示中仅显示与本技术中有关的组件而非按照实际实施时的组件数目、形状及尺寸绘制,其实际实施时各组件的型态、数量及比例可为一种随意的改变,且其组件布局型态也可能更为复杂。
44.如背景技术中所述,在半导体制程工艺中,会对晶圆进行一系列的处理,晶圆在从一个工艺腔室转移至另一个工艺腔室的过程中,一般都是通过晶圆盒实现转移的,例如进入刻蚀工艺节点时,通过晶圆盒将晶圆传送至刻蚀工艺腔室外,而在进入刻蚀反应腔之前,晶圆需要经过多个传输节点:晶圆角度定位器、气闸室、真空传送室等,最后进入到刻蚀反应腔,由于晶圆盒中的晶圆是从上一工艺节点传送过来的,容易在晶圆盒中产生初始位置偏移或机械手臂抓取晶圆位置偏移,且该位置偏移一般相较所在工艺节点内部(例如气闸室、真空传送室等)的传输偏移更大,造成的不良后果更严重,当产生该种情况时机台会报警,晶圆传送停止,需等待人工处理,这将使工作效率降低。
45.基于上述问题,本技术提出一种传送晶圆过程中矫正晶圆偏移的装置,该装置可自动识别晶圆的偏移并自动矫正晶圆的偏移位置,消除了晶圆在晶圆盒中初始位置偏移,机械手臂拖片、抓片偏移等需要人工处理的宕机问题,有效提高了生产效率,减少晶圆传送因位置偏移而产生的刮伤,碰撞风险;同时采用自动矫正晶圆的偏移,提高偏移精度。
46.具体地,如图3至图6所示,该装置包括:
47.晶圆角度定位器20,用于使置于其中的晶圆10沿定向平动并监测所述晶圆10的角度,这里定向指的是沿顺时针方向或沿逆时针方向;
48.光感应元件21,包括信号光发射端211及信号光接收端212,置于所述晶圆角度定位器20的一侧,且所述信号光发射端211发出的光信号213与所述晶圆角度定位器20的中心即晶圆的偏移点a之间的距离l1为所述晶圆半径值r
±
预设误差值,这里的预设误差值为仪器本身的测量误差值;
49.数据采集模块(图中未示出),与所述光感应元件21连接,用于采集所述晶圆10在所述晶圆角度定位器20中旋转时,每个旋转周期中所述晶圆10开始触碰所述光感应元件21发出的所述光信号213的第一时间t1及所述晶圆10最后触碰所述光感应元件21发出的所述光信号213的第二时间t2;
50.数据处理模块(图中未示出),与所述数据采集模块连接,用于获取所述数据采集模块采集的所述第一时间t1及所述第二时间t2,并根据所述第一时间t1与所述第二时间t2的差值绝对值的最小值(即min|t1-t2|)及所述晶圆角度定位器20旋转速度计算出所述晶圆10的偏移中点位置c及偏移量l2;
51.机械手臂(图中未示出),与所述数据处理模块连接,用于基于所述偏移量l2及所述晶圆10的所述偏移中点位置c重新抓取所述晶圆10,并沿所述偏移中点位置c与所述晶圆的偏移点a的连线方向补偿所述偏移量l2后传送至所述晶圆角度定位器20中。
52.本技术提出的传送晶圆过程中矫正晶圆偏移的装置地工作原理为:如图1及图3所示,当所述晶圆与机械手臂相对位置无偏移时,机械手臂将晶圆置于晶圆角度定位器中旋转不会遮挡光感应元件发出的信号光,此时晶圆的圆心b与晶圆角度定位器的中心重合(如图3所示);而当所述晶圆与机械手臂相对位置产生偏移后,晶圆的圆心与晶圆角度定位器的旋转中心不重和,且晶圆的圆心与晶圆角度定位器的旋转中心发生偏移,且偏移量大于预设误差值,此时机械手臂将晶圆置于晶圆角度定位器中旋转则会遮挡光感应元件发出的信号光,且在晶圆的每个旋转周期中均会有这样两个时间点,其中一个为晶圆开始遮挡光感应元件发出的信号光的时间t1(即信号光接收端开始接收不到信号光的时间),另一个为晶圆最后遮挡光感应元件发出的信号光的时间t2(即信号光接收端开始接收到信号光的时间),此时晶圆的偏移点a与晶圆角度定位器的中心重合(如图4所示)。如图5所示,由于光感应元件设置在距晶圆角度定位器l1的位置(l1即为晶圆半径值r
±
预设误差值),则由点a、t1、b、t2形成的四边形近似为菱形,则菱形的对角线l2为晶圆的偏移量,菱形的两条对角线的交点c为偏移中心点位置,且c点与晶圆角度定位器的中心a的连线为晶圆的偏移方向,该偏移量l2可由菱形的性质计算得到,其计算过程为:
53.晶圆周长s1=2πr
54.t1到t2时刻的旋转弧长s2=min|t1-t2|ωr
[0055][0056]
[0057][0058]
其中,θ为t1到t2时刻晶圆的旋转角度,φ为偏移中心点位置c与晶圆的偏移点a的连线方向与t1点或t2点时晶圆半径方向的夹角,ω为晶圆角度定位器的角速度,r为晶圆半径,min|t1-t2|为晶圆每个旋转周期中t1与t2时间差值的绝对值。所以,通过晶圆的半径r,晶圆角度定位器的角速度ω及t1、t2即可得到偏移量l2,机械手臂通过补偿该偏移量l2即可实现对晶圆偏移的矫正。
[0059]
所述光感应元件21可选择现有常见的感应元件,例如led光感应元件、激光感应元件等,本技术中优选激光感应元件,激光的准直性较强,光斑小,可有效提高矫正精确度。更有选的光感应元件为红外激光感应元件。一般地,晶圆在传送至晶圆角度定位器20之前是放置于晶圆盒中的,传送过程为机械手臂将置于晶圆盒中的晶圆抓取并传送至晶圆角度定位器20中。
[0060]
本技术的传送晶圆过程中矫正晶圆偏移的装置适用于对任意尺寸的晶圆位置偏移的矫正。本实施例中选择所述晶圆半径值为150mm,所述预设误差值为0mm~2mm,例如0.5mm、1.0mm、1.5mm、2.0mm。实际中,该预设误差值可根据实际情况依据晶圆尺寸的大小,矫正精度的要求来确定。
[0061]
本技术的传送晶圆过程中矫正晶圆偏移的装置可适用于任意具有晶圆角度定位器的传输系统,例如晶圆刻蚀工艺的晶圆传输系统中。
[0062]
值得一提的是,本技术中所涉及到的各模块均为逻辑模块,在实际应用中,一个逻辑单元可以是一个物理单元,也可以是一个物理单元的一部分,还可以以多个物理单元的组合实现。此外,为了突出本技术的创新部分,本实施例中并没有将与解决本技术所提出的技术问题关系不太密切的单元引入,但这并不表明本实施方式中不存在其它的单元。
[0063]
基于以上提出的传送晶圆过程中矫正晶圆偏移的装置,本技术还提供一种传送晶圆过程中矫正晶圆偏移的矫正方法。如图3及图7所示,该矫正方法包括:
[0064]
提供如上所述的传送晶圆过程中矫正晶圆偏移的装置;
[0065]
判断所述晶圆在所述晶圆角度定位器上旋转时,是否遮挡所述光感应元件的所述信号光发射端发出的光信号;
[0066]
若否,基于所述晶圆在所述晶圆角度定位器中旋转,确认所述晶圆定位点,所述机械手臂抓取并传送所述晶圆至下一站点;
[0067]
若是,所述数据采集模块依次采集每个旋转周期中所述晶圆开始触碰所述光感应元件发出的所述光信号的第一时间t1及所述晶圆最后触碰所述光感应元件发出的所述光信号的第二时间t2;
[0068]
所述数据处理模块获取所述数据采集模块采集的所述第一时间t1及所述第二时间t2,并根据所述第一时间t1与所述第二时间t2的差值绝对值的最小值(即晶圆每个旋转周期中第一时间t1与第二时间t2之间的时间间隔)及所述晶圆角度定位器旋转速度(一般是角速度)计算出所述晶圆的偏移中点位置及偏移量(如图5所示);所述晶圆的偏移中点位置及偏移量的计算方式可请参见上述计算方式,在此不做详述;
[0069]
所述机械手臂基于所述偏移量重新抓取所述晶圆,并补偿所述偏移量后传送至所述晶圆角度定位器中,完成所述晶圆的偏移矫正。
[0070]
由于现有的机械手臂不能灵活的在任意方向抓取晶圆,所以实际矫正过程中需要再继续旋转晶圆至机械手臂的抓取角度,如图6所示,机械手臂沿竖直方向抓取晶圆,所以需要继续旋转晶圆至偏移中心点位置c与晶圆的偏移点a的连线朝向竖直方向,然后机械手臂重新抓取晶圆并补偿所述偏移量l2后将晶圆传送至晶圆角度定位器中。作为示例,当该矫正方法用于晶圆刻蚀工艺的晶圆传送过程中时,整个传输过程一般包括以下几个节点:晶圆盒、晶圆角度定位器、气闸室、真空传送室最后再到反应腔,而该矫正方法在晶圆角度定位器的传送接点实现偏移矫正。
[0071]
作为示例,所述晶圆在所述晶圆角度定位器中的旋转方向可以根据需要进行设定,例如可以是顺时针旋转,也可以是逆时间旋转。
[0072]
综上所述,本技术提供一种传送晶圆过程中矫正晶圆偏移的装置及其矫正方法,可自动识别晶圆的偏移并自动矫正晶圆的偏移位置,消除了晶圆在晶圆盒中初始位置偏移,机械手臂拖片、抓片偏移等需要人工处理的宕机问题,有效提高了生产效率,减少晶圆传送因位置偏移而产生的刮伤,碰撞风险;同时采用自动矫正晶圆的偏移,提高偏移精度。所以,本技术有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0073]
上述实施例仅例示性说明本技术的原理及其功效,而非用于限制本技术。任何熟悉此技术的人士皆可在不违背本技术的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本技术所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本技术的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1