一种三角立体卷铁芯自动排线设备及方法与流程
1.本发明涉及铁芯线圈加工制造技术领域,特别涉及一种三角立体卷铁芯自动排线设备及方法。
背景技术:
2.在日常用电进入千家万户的过程中,变压器作为主要的一环,其作用为将高电压的电流变为低电压,从而能够便于日常电器直接使用,而在变压器内的主要元件有三角立体卷铁芯,而在三角立体卷铁芯的过程中首先将三个单独的铁芯紧贴放置在一起,且三个铁芯均为平面矩形环状的金属板,之后对其进行排线卷绕,起到固定以及后续对电流降压的作用,但在目前三角立体卷铁芯的制造过程中存在以下问题:1.目前主要通过人工对三角铁芯进行紧贴,之后再将排线卷绕在铁芯上,这种加工方式效率较低的同时人工成本增加,两个铁芯之间的接触不够紧密,易导致后续加工出来的产品质量较低。
3.2.目前在对铁芯进行排线的过程中,人工排线易导致最终形成的线圈内的排线交叉以及重叠,或者出现相邻的排线的间距不均匀,从而使得最终工件的排线之间散热困难,故易使得装置出现损坏。
技术实现要素:
4.为了解决上述问题,本发明采用以下技术方案:一种三角立体卷铁芯自动排线设备,包括运输板、安装板、运输机构、夹持机构和穿线机构,两个所述运输板竖直放置,后侧的运输板的后方设置安装板,两个运输板之间共同设置有运输机构,安装板的前端面从前至后依次设置有夹持机构和穿线机构;
5.所述运输机构包括运输轴,两个所述运输板之间共同转动设置有两个左右对称的运输轴,两个运输轴之间设置有运输设备,运输设备中的运输皮带的外侧面固定设置有多个等距离排布的运输块,运输块的上端面固定设置有运输圆盘,运输圆盘的上端面固定设置有三个基座块,且三个基座块为以对应的运输圆盘轴线中心对称分布,基座块的上端面开设有从上至下的移动槽,移动槽内滑动设置有直角梯形形状的压块,基座块的外侧面通过齿轮轴转动设置有转动齿轮,基座块的外侧面开设有两个围绕齿轮轴中心对称且与对应的移动槽连通的滑动槽,滑动槽内滑动设置有滑动条,滑动条远离对应的基座块的端面固定设置有与对应的转动齿轮啮合的齿条,且滑动条与对应的压块固定连接,基座块的外侧面固定设置有与齿条一一对应的弹簧板,齿条与对应弹簧板的相对面固定设置有配合板,配合板与对应的弹簧板之间设置有同步弹簧。
6.作为本发明的一种优选技术方案,所述夹持机构包括竖向槽,所述安装板的前端面开设有从上至下的竖向槽,竖向槽内滑动设置有电动滑块,电动滑块的前端面固定设置有放置板,放置板的上端面转动设置有放置轴,放置轴的下端面固定设置有夹持圆盘,夹持圆盘的下端面开设有三个围绕放置轴轴线轴向均匀分布的夹持槽,夹持槽内滑动设置有移动块,移动块的下端面固定设置有l形的夹持板,夹持板的水平部分朝向放置轴轴线的端面
开设有两个相互对称的柱槽,柱槽内滑动设置有伸缩柱,两个伸缩柱远离放置轴的端面固定设置有t形的气缸板,气缸板与对应的夹持板之间共同设置有夹持气缸,两个伸缩柱的另一端面固定设置有z形板,z形板上侧的竖直部分开设有从上至下的下压槽,下压槽内滑动设置有电动滑块,下压槽内的电动滑块朝向放置轴的端面开设有适应槽,适应槽内滑动设置有适应柱,适应柱远离对应的z形板的端面固定设置有圆板,圆板与下压槽内对应的电动滑块之间设置有适应弹簧,适应柱靠近对应的夹持板的端面固定设置有下压板。
7.作为本发明的一种优选技术方案,所述夹持板的下端面通过齿轮轴转动设置有驱动齿轮,夹持板的下端面开设有两个相互对称的撑开槽,撑开槽内滑动设置有撑开块,撑开块的下端面固定设置有与对应的驱动齿轮相互啮合的撑开齿条,撑开齿条远离对应的夹持板的端面固定设置有撑开板。
8.作为本发明的一种优选技术方案,所述夹持圆盘的下端面通过齿轮轴转动设置有夹持齿轮,夹持圆盘的下端面开设有与夹持槽一一对应的配合槽,配合槽内滑动设置有配合块,且三个配合块的长度不同,配合块的下端面固定设置有与夹持齿轮相互啮合的夹持齿条,且夹持齿条与对应的移动块固定连接。
9.作为本发明的一种优选技术方案,所述z形板与对应的夹持板的相对面均固定设置有橡胶材质的垫板。
10.作为本发明的一种优选技术方案,所述穿线机构包括竖立板,所述放置板的下端面固定设置有竖立板,竖立板的前端面固定设置有调节槽,调节槽内滑设置有调节块,调节块的前端面固定设置有u形板,u形板的两个竖直部分的相对面开设有前移槽,前移槽内滑动设置有电动滑块,前移槽内的两个电动滑块之间共同固定设置有t形板,t形板的竖直部分的前端面通过通过铰接轴铰接有两个左右对称的半圆板,左侧半圆板与右侧半圆板的相对面开设有卡槽,右侧半圆板固定设置有与卡槽相互配合的卡板,半圆板的上端面开设有齿轮槽,齿轮槽内设置有引线齿轮,引线齿轮上端面固定设置有引线轴,引线轴上转动套设有限制板,限制板的上端面转动设置有连接轴,连接轴与引线轴之间通过连接皮带相连接,限制板的下端面固定设置有内弧板和外弧板,且内弧板与半圆板内侧面紧贴,外弧板与半圆板外侧面紧贴,限制板的上端面固定设置有l形的过渡板,过渡板的上端面转动设置有线圈件。
11.作为本发明的一种优选技术方案,所述半圆板的下端面设置有弧形的u形件,u形件远离半圆板的端面通过铰接轴铰接有连接板,连接板远离半圆板的端面开设有t形槽,t形槽内滑动设置有t形块,u形板的两个竖直部分的下端面固定设置有l形的气缸座,气缸座与半圆板的相对面固定设置有推动气缸,推动气缸的伸缩端与对应的t形块固定连接。
12.作为本发明的一种优选技术方案,所述竖立板的前端面转动设置有调节轴,调节轴上固定设置有调节齿轮,两个调节齿轮之间通过链条相连接配合,调节块上固定套设有与链条相互配合的齿轮件。
13.本发明的有益效果在于:1.本发明中设置的运输机构将放置的铁芯进行夹持之后运输至夹持机构的下方,并由夹持机构对对应位置的三个铁芯进行夹持,且使得三个铁芯相互紧贴在一块,故减少人工参与降低人工成本的同时也使得对应的三个铁芯能够紧贴在一起,便于后续的穿线作业,之后由穿线机构对三个铁芯的紧贴部分进行穿线,故保证了形成的工件质量。
14.2.本发明中设置的调节齿轮通过链条与齿轮件相互配合,故使得齿轮件带动调节块进行移动,从而使得半圆板对铁芯能够从上至下进行排线作业,以及人工通过控制调节轴的转速来控制排线时的线距,满足不同的线圈需求的同时在整体上保证形成的工件上排线均匀且不重叠,避免工件发生损坏。
15.3.本发明中设置的驱动齿轮与对应的两个撑开齿条之间的啮合使得两个撑开齿条相互远离,故使得对于的两个撑开板相互远离的同时并对铁芯的内侧面撑开,从而此时的夹持板位于放置的铁芯的中间位置处,便于后续将三个对应的铁芯相互配合并进行卷线作业。
附图说明
16.下面结合附图和实施例对本发明进一步说明。
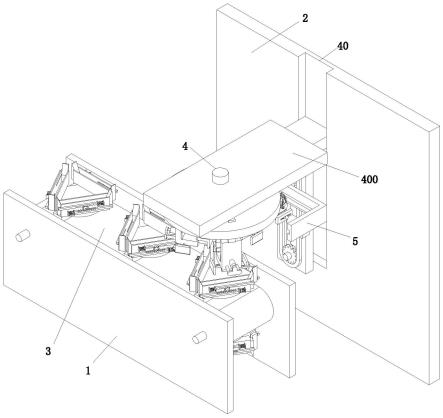
17.图1是本发明的立体结构示意图。
18.图2是本发明中运输机构的局部立体结构示意图。
19.图3是本发明中图2中a处的放大图。
20.图4是本发明中的放置板、夹持圆盘和夹持齿轮之间的立体示意图。
21.图5是本发明中图4中b处的放大图。
22.图6是本发明中穿线机构的局部剖视立体示意图。
23.图7是本发明中图6中c处的放大图。
24.图8是本发明中图6中d处的放大图。
25.图9是本发明中三角立体卷铁芯的立体示意图。
26.图中:1、运输板;2、安装板;3、运输机构;30、运输轴;300、运输设备;301、运输块;31、运输圆盘;310、基座块;311、压块;312、转动齿轮;313、滑动条;314、弹簧板;315、配合板;316、同步弹簧;4、夹持机构;40、竖向槽;400、放置板;41、夹持圆盘;410、夹持槽;411、夹持板;412、伸缩柱;413、夹持气缸;42、z形板;420、下压槽;421、适应柱;422、圆板;423、适应弹簧;424、下压板;43、驱动齿轮;430、撑开块;431、撑开齿条;432、撑开板;44、夹持齿轮;440、配合槽;441、夹持齿条;45、垫板;5、穿线机构;50、竖立槽;500、调节槽;501、调节块;502、u形板;503、前移槽;504、t形板;505、半圆板;51、卡槽;510、卡板;52、齿轮槽;520、引线齿轮;521、引线轴;522、限制板;523、连接轴;524、内弧板;525、外弧板;526、线圈件;53、u形件;530、连接板;531、t形槽;532、推动气缸;54、调节轴;540、调节齿轮;541、齿轮件。
具体实施方式
27.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
28.参阅图1,一种三角立体卷铁芯自动排线设备,包括运输板1、安装板2、运输机构3、夹持机构4和穿线机构5,两个所述运输板1竖直放置,后侧的运输板1的后方设置安装板2,两个运输板1之间共同设置有运输机构3,安装板2的前端面从前至后依次设置有夹持机构4和穿线机构5;
29.参阅图2和图3,所述运输机构3包括运输轴30,两个所述运输板1之间共同转动设置有两个左右对称的运输轴30,两个运输轴30之间设置有运输设备300,运输设备300中的
运输皮带的外侧面固定设置有多个等距离排布的运输块301,运输块301的上端面固定设置有运输圆盘31,运输圆盘31的上端面固定设置有三个基座块310,且三个基座块310为以对应的运输圆盘31轴线中心对称分布,基座块310的上端面开设有从上至下的移动槽,移动槽内滑动设置有直角梯形形状的压块311,基座块310的外侧面通过齿轮轴转动设置有转动齿轮312,基座块310的外侧面开设有两个围绕齿轮轴中心对称且与对应的移动槽连通的滑动槽,滑动槽内滑动设置有滑动条313,滑动条313远离对应的基座块310的端面固定设置有与对应的转动齿轮312啮合的齿条,且滑动条313与对应的压块311固定连接,基座块310的外侧面固定设置有与齿条一一对应的弹簧板314,齿条与对应弹簧板314的相对面固定设置有配合板315,配合板315与对应的弹簧板314之间设置有同步弹簧316。
30.工作时,首先人工将铁芯放置在基座块310上,此时铁芯的两边与对应位置的压块311的斜面接触,且在人工按压铁芯时,铁芯对其两侧的压块311有着向下压动的作用力,故通过压块311的斜面使得压块311向远离放置的铁芯的方向移动,同时使得两个对应的齿条同步移动,以及使得此时对应的同步弹簧316被拉伸,当铁芯的下端与移动槽接触之后人工停止压动铁芯,此时铁芯的两侧与对于的压块311的竖直面接触,同步弹簧316复位通过对于的齿条使得压块311向靠近放置的铁芯移动并通过两个对应的压块311相互配合对放置的铁芯进行夹持,便于后续的取出加工,同时设置的转动齿轮312与对应的齿条相互配合使得两个对应的齿条同步进行移动,从而在两个对应的压块311对铁芯进行夹持之后,铁芯位于移动槽的中心位置,便于后续的取出,之后外部现有的电机工作带动运输轴30转动,故通过运输设备300将铁芯运输至右侧指定位置。
31.参阅图4和图5,所述夹持机构4包括竖向槽40,所述安装板2的前端面开设有从上至下的竖向槽40,竖向槽40内滑动设置有电动滑块,电动滑块的前端面固定设置有放置板400,放置板400的上端面转动设置有放置轴,放置轴的下端面固定设置有夹持圆盘41,夹持圆盘41的下端面开设有三个围绕放置轴轴线轴向均匀分布的夹持槽410,夹持槽410内滑动设置有移动块,移动块的下端面固定设置有l形的夹持板411,夹持板411的水平部分朝向放置轴轴线的端面开设有两个相互对称的柱槽,柱槽内滑动设置有伸缩柱412,两个伸缩柱412远离放置轴的端面固定设置有t形的气缸板,气缸板与对应的夹持板411之间共同设置有夹持气缸413,两个伸缩柱412的另一端面固定设置有z形板42,z形板42上侧的竖直部分开设有从上至下的下压槽420,下压槽420内滑动设置有电动滑块,下压槽420内的电动滑块朝向放置轴的端面开设有适应槽,适应槽内滑动设置有适应柱421,适应柱421远离对应的z形板42的端面固定设置有圆板422,圆板422与下压槽420内对应的电动滑块之间设置有适应弹簧423,适应柱421靠近对应的夹持板411的端面固定设置有下压板424。
32.首先当运输机构3将铁芯运输至指定位置之后,竖向槽40内的电动滑块工作带动放置板400移动至指定位置,通过移动块在夹持槽410内的滑动夹持板411移动至对应的铁芯的上端部分的下方,且铁芯的上端部分位于夹持板411与其对于的z形板42之间,之后竖向槽40内的电动滑块工作使得放置板400带动所有的夹持板411上移,此时的铁芯在重力作用下悬挂在对应的夹持板411的水平部分上,之后夹持气缸413工作使得其伸缩端带动对应的气缸板远离对应的夹持板411,故此时的z形板42靠近悬挂的铁芯并对其的水平面内进行夹持,同时在夹持的过程中,下移槽内的电动滑块工作带动对应的适应柱421下移,从而带动对应的下压板424下压并对于放置的铁芯进行竖直方向上的夹持,同时设置的适应弹簧
423通过自身形变产生的弹力使得下压板424在与对于的夹持板411的竖直部分接触移动之后能够复位,便于下一次对放置的铁芯下压夹持效果的同时也适应对不同宽度的铁芯的下压夹持作业。
33.参阅图5,所述夹持板411的下端面通过齿轮轴转动设置有驱动齿轮43,夹持板411的下端面开设有两个相互对称的撑开槽,撑开槽内滑动设置有撑开块430,撑开块430的下端面固定设置有与对应的驱动齿轮43相互啮合的撑开齿条431,撑开齿条431远离对应的夹持板411的端面固定设置有撑开板432。
34.进行夹持的过程中,外部现有的电机工作通过齿轮轴带动驱动齿轮43转动,以及通过驱动齿轮43与对应的两个撑开齿条431之间的啮合使得两个撑开齿条431相互远离,故使得对于的两个撑开板432相互远离的同时并对铁芯的内侧面撑开,从而此时的夹持板411位于放置的铁芯的中间位置处,便于后续将三个对应的铁芯相互配合并进行卷线作业。
35.参阅图4,所述夹持圆盘41的下端面通过齿轮轴转动设置有夹持齿轮44,夹持圆盘41的下端面开设有与夹持槽410一一对应的配合槽440,配合槽440内滑动设置有配合块,且三个配合块的长度不同,配合块的下端面固定设置有与夹持齿轮44相互啮合的夹持齿条441,且夹持齿条441与对应的移动块固定连接。
36.当夹持机构4进行夹持之前,外部现有电机工作通过夹持圆盘41上的齿轮轴带动夹持齿轮44转动,从而通过夹持齿轮44与三个夹持齿条441之间的啮合使得三个夹持齿条441带动对应的移动块同步远离夹持齿轮44,之后当夹持板411的水平部分移动至铁芯的中间区域时,外部现有电机工作带动夹持齿轮44反转,从而通过夹持齿条441以及对应的移动块带动夹持板411向着夹持齿轮44移动至指定位置并对放置的铁芯进行夹持,以及在对铁芯夹持完成之后,夹持齿轮44继续旋转使得夹持板411继续移动至夹持的三个铁芯的侧边相互接触,便于后续的排线固定。
37.参阅图5,所述z形板42与对应的夹持板411的相对面均固定设置有橡胶材质的垫板45。
38.夹持机构4对放置的铁芯进行夹持时,设置的垫板45首先与放置的铁芯接触,在夹持时垫板45在挤压下变形,从而对放置的铁芯起到保护作用的同时也增大了装置与铁芯之间的摩擦力,避免铁芯发生自我移动影响设备运行。
39.参阅图6、图7和图8,所述穿线机构5包括竖立板,所述放置板400的下端面固定设置有竖立板,竖立板的前端面固定设置有调节槽500,调节槽500内滑设置有调节块501,调节块501的前端面固定设置有u形板502,u形板502的两个竖直部分的相对面开设有前移槽503,前移槽503内滑动设置有电动滑块,前移槽503内的两个电动滑块之间共同固定设置有t形板504,t形板504的竖直部分的前端面通过通过铰接轴铰接有两个左右对称的半圆板505,左侧半圆板505与右侧半圆板505的相对面开设有卡槽51,右侧半圆板505固定设置有与卡槽51相互配合的卡板510,半圆板505的上端面开设有齿轮槽52,齿轮槽52内设置有引线齿轮520,引线齿轮520上端面固定设置有引线轴521,引线轴521上转动套设有限制板522,限制板522的上端面转动设置有连接轴523,连接轴523与引线轴521之间通过连接皮带相连接,限制板522的下端面固定设置有内弧板524和外弧板525,内弧板524与半圆板505内侧面紧贴,外弧板525与半圆板505外侧面紧贴,限制板522的上端面固定设置有l形的过渡板,过渡板的上端面转动设置有线圈件526。
40.当夹持机构4对放置的铁芯夹持并使得对应的三个铁芯相互紧贴之后,通过调节块501菜调节槽500内移动使得两个半圆板505位于铁芯上端部分的下侧,之后使得两个半圆板505对相邻两个铁芯的紧贴区域进行抱合,以及此时的卡板510与卡槽51相互配合,使得两个半圆板505之间起到相互支撑的作用,以及通过人工将线圈件526的排线一端固定在相邻两个铁芯的紧贴的位置处,之后外部现有的电机工作通过连接轴523转动,同时通过连接皮带使得引线轴521同步转动,故使得此时的放置在齿轮槽52内的引线齿轮520发生转动,从而引线齿轮520会沿齿轮槽52进行周向转动,此时的外弧板525与内弧板524相互配合,对限制板522进行限制,故限制板522保持始终朝向半圆板505圆心的姿态并不会发生自转,从而在引线齿轮520沿着齿轮槽52转动的过程中,线圈件526同步进行转动的同时对相邻的两个铁芯的接触部分进行排线作业,之后更换新的线圈件526并重复上述操作,从而将三个对于的铁芯的接触部分均缠绕上排线。
41.参阅图6,所述半圆板505的下端面设置有弧形的u形件53,u形件53远离半圆板505的端面通过铰接轴铰接有连接板530,连接板530远离半圆板505的端面开设有t形槽531,t形槽531内滑动设置有t形块,u形板502的两个竖直部分的下端面固定设置有l形的气缸座,气缸座与半圆板505的相对面固定设置有推动气缸532,推动气缸532的伸缩端与对应的t形块固定连接。
42.进行排线作业时,首先推动气缸532工作使得其伸缩端伸出,故通过其伸缩端带通过对应的t形块带动连接板530进行移动,同时通过设置的u形板502对对应的半圆板505进行限位控制,从而实现两个半圆板505的配合与分开,同时在两个半圆板505配合进行排线时,设置的u形件53对半圆板505起到了支撑作用,保证设备工作时的稳定性,以及在半圆板505的摆动过程中,设置的u形件53与连接板530之间发生转动的同时t形块在t形槽531内移动,避免了半圆板505在移动的过程中设备卡死的问题。
43.参阅图6,所述竖立板的前端面转动设置有调节轴54,调节轴54上固定设置有调节齿轮540,两个调节齿轮540之间通过链条相连接配合,调节块501上固定套设有与链条相互配合的齿轮件541。
44.在进行排线作业时,外部现有的电机工作通过调节轴54带动调节齿轮540进行转动,调节齿轮540通过链条与齿轮件541相互配合,故使得齿轮件541带动调节块501进行移动,从而使得半圆板505对铁芯能够从上至下进行排线作业,以及人工通过控制调节轴54的转速来控制排线时的线距,满足不同的线圈需求的同时避免排线重叠或者缠绕在一起。
45.此外,本发明还提供了一种再生混凝土加工用多级筛分方法,包括以下步骤:s1、运输夹持:首先人工将铁芯放置在基座块310上,铁芯对其两侧的压块311有着向下压动的作用力,故通过压块311的斜面使得压块311向远离放置的铁芯的方向移动,同时使得两个对应的齿条同步移动,以及使得此时对应的同步弹簧316被拉伸,当铁芯的下端与移动槽接触之后人工停止压动铁芯,此时铁芯的两侧与对于的压块311的竖直面接触,此时铁芯对对应的压块311没有作用力,同步弹簧316复位通过对于的齿条使得压块311向靠近放置的铁芯移动并通过两个对应的压块311相互配合对放置的铁芯进行夹持,之后外部现有的电机工作带动运输轴30转动,故通过运输设备300将铁芯运输至右侧指定位置。
46.s2、夹持紧贴:当运输机构3将铁芯运输至指定位置之后,竖向槽40内的电动滑块工作带动放置板400移动至指定位置,通过移动块在夹持槽410内的滑动夹持板411移动至
对应的铁芯的上端部分的下方,之后竖向槽40内的电动滑块工作使得放置板400带动所有的夹持板411上移,夹持气缸413工作使得其伸缩端带动对应的气缸板远离对应的夹持板411,故此时的z形板42靠近悬挂的铁芯并对其的水平面内进行夹持,在对铁芯夹持完成之后,夹持齿轮44继续旋转使得夹持板411继续移动至夹持的三个铁芯的侧边相互接触。
47.s3、配合穿线:当夹持机构4对放置的铁芯夹持并使得对应的三个铁芯相互紧贴之后,通过调节块501菜调节槽500内移动使得两个半圆板505位于铁芯上端部分的下侧,之后使得两个半圆板505对相邻两个铁芯的紧贴区域进行抱合,通过人工将线圈件526的排线一端固定在相邻两个铁芯的紧贴的位置处,之后外部现有的电机工作通过连接轴523转动,同时通过连接皮带使得引线轴521同步转动,故使得此时的放置在齿轮槽52内的引线齿轮520发生转动,从而引线齿轮520会沿齿轮槽52进行周向转动,从而在引线齿轮520沿着齿轮槽52转动的过程中,线圈件526同步进行转动的同时对相邻的两个铁芯的接触部分进行排线作业。
48.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1