一种汽车锂电池封装工艺的制作方法
本发明涉及汽车锂电池,尤其是涉及一种汽车锂电池封装工艺。
背景技术:
1、车用锂电池是混合动力汽车及电动汽车的动力电池,由于镍氢电池的一些技术性能如能量密度、充放电速度等已经接近到理论极限值,锂电池具有能量密度高、容量大、无记忆性等优点。
2、现有的技术中,目前,新能源电动汽车已成为汽车产业的重点发展方向。新能源电动汽车采用磷酸铁锂电池的生产技术已经日趋成熟,国内不少汽车生产企业不仅将磷酸铁锂电池装在了轿车上,而且还装在了电动客车上,并投入商业运营。磷酸铁锂电池的封装材料和封装工艺是汽车动力电池生产技术的难题之一,一直是各大电池生产企业不断探索的工艺问题。目前,国内大多数动力电池生产企业均采用不锈钢壳体来封装磷酸铁锂电池。
3、不锈钢材料具有材质硬、不生锈和容易焊接的优点,是传统电池封装所采用的材料。作为汽车动力电池封装的壳体材料,不锈钢也存在自身的缺陷,不锈钢材料自身质量较大,采用不锈钢壳体会增加动力电池的质量从而间接增加整车的质量,不利于增加电动汽车的续航里程,且不锈钢材质偏硬,不便于一次拉伸成形壳体,需要对壳体两侧进行激光焊接,增加了生产工艺流程。
技术实现思路
1、针对现有技术存在的不足,本发明的目的是提供一种汽车锂电池封装工艺,其采用铝合金壳体封装汽车动力电池,实现了电动汽车轻量化的需求,提高了电动汽车的续航里程,具有极大的经济推广价值。
2、本发明的上述发明目的是通过以下技术方案得以实现的:
3、一种汽车锂电池封装工艺,包括以下步骤:
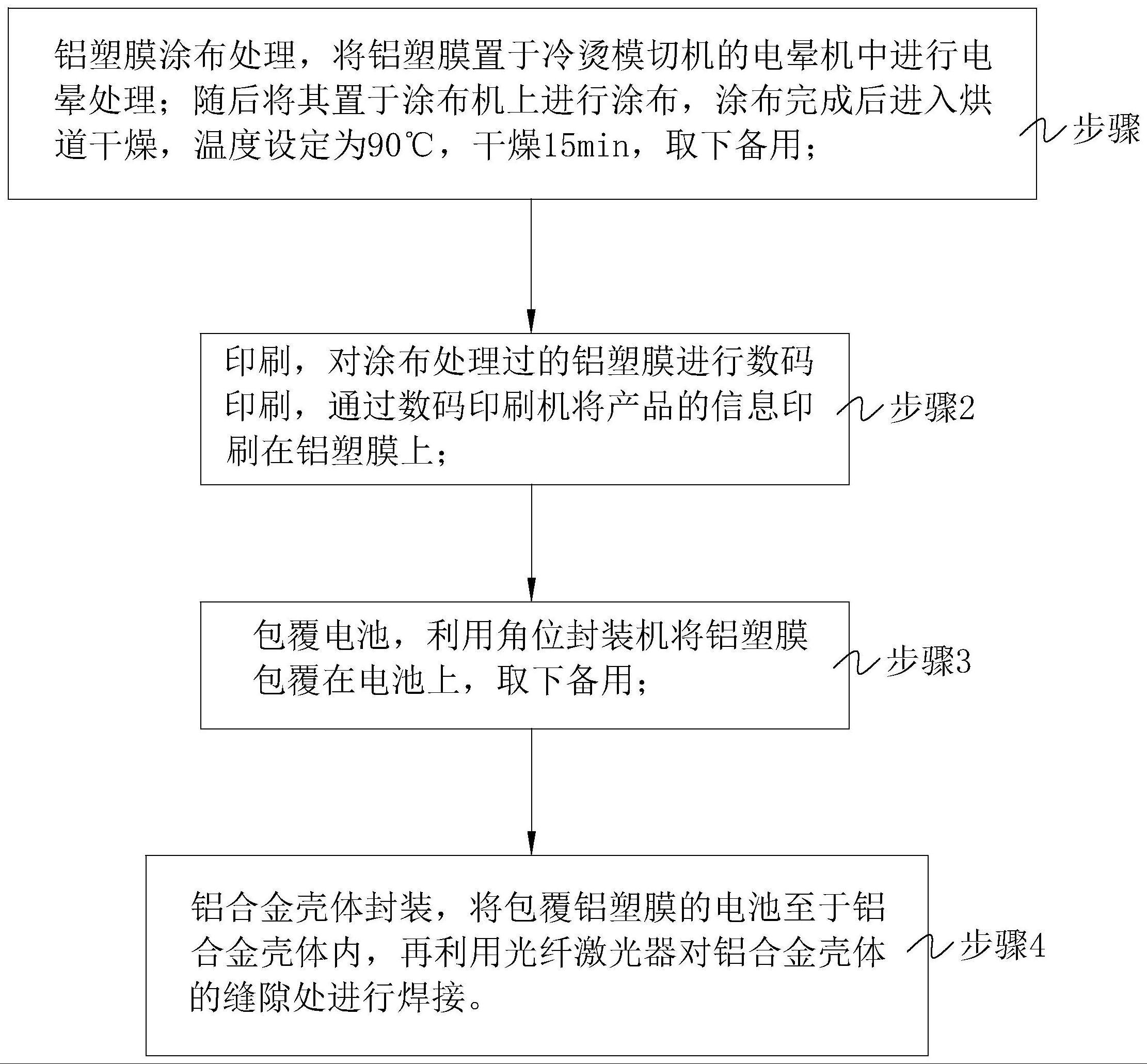
4、步骤1、铝塑膜涂布处理,将铝塑膜置于冷烫模切机的电晕机中进行电晕处理;随后将其置于涂布机上进行涂布,涂布完成后进入烘道干燥,温度设定为90℃,干燥15min,取下备用;
5、步骤2、印刷,对涂布处理过的铝塑膜进行数码印刷,通过数码印刷机将产品的信息印刷在铝塑膜上;
6、步骤3、包覆电池,利用角位封装机将铝塑膜包覆在电池上,取下备用;
7、步骤4、铝合金壳体封装,将包覆铝塑膜的电池至于铝合金壳体内,再利用光纤激光器对铝合金壳体的缝隙处进行焊接。
8、本发明在一较佳示例中可以进一步配置为:在所述步骤1中,所述铝塑膜的厚度为88um,宽度为3200mm,所述电晕机的功率为1.8kw,速度为7m/min。
9、本发明在一较佳示例中可以进一步配置为:在所述步骤1中,所述涂布机的涂布设定为1.25g/㎡,网纹涂布线辊为360目,涂布速度为8m/min。
10、本发明在一较佳示例中可以进一步配置为:在所述步骤2中,所述数码印刷机为hpindigo ws6600数码印刷机,所述数码印刷机的分辨率为2400dpi,速度为15m/min。
11、本发明在一较佳示例中可以进一步配置为:在所述步骤3中,所述角位封装机压头采用电加热的方法产生热量,机器通电后,压头内部的电加热设施开始加热,使得压头达到所调节的控制温度,当压头与锂电池铝塑膜接触时,铝塑膜受热粘结在一起,实现铝塑膜的封装。
12、本发明在一较佳示例中可以进一步配置为:在所述步骤3中,将基模或者近基模的入射光束通过一个长焦距的聚焦镜聚焦成直径为0.4-0.6mm的光斑,将入射激光相对于垂直方向进行12°-15°倾斜,并采用同轴吹气防止焊缝被氧化;
13、激光照射到焊接材料上,使焊接部分表面材料瞬间融化,融化后的铝合金材料对激光的吸收效率迅速增大,表面熔融铝合金液体将吸收的能量通过热传导方式将拼焊部分深层铝合金融化,盒体和盒盖上铝合金就融合在一起,冷却之后便实现了无缝焊接。
14、本发明在一较佳示例中可以进一步配置为:所述光纤激光器的功率为500w,采用热传导焊接方式,焊接速度为60nm/s,同轴吹氩气保护。
15、本发明在一较佳示例中可以进一步配置为:所述铝塑膜上设有多个定位孔。
16、本发明在一较佳示例中可以进一步配置为:所述铝合金壳体由铝合金3003材料制成。
17、综上所述,本发明包括以下至少一种有益技术效果:
18、本发明公开了一种汽车锂电池封装工艺,其采用铝合金3003材料。该材料具有极易加工成形、高温耐腐蚀性、良好的传热性和导电性。铝合金3003的电池壳体(除盒盖外)可一次拉伸成形,相对于不锈钢壳,可以省去盒底焊接工艺。铝合金3003主要是铝锰合金,合金元素主要为锰。铝和锰的沸点温度相差不大,在进行焊接时就不会出现因为金属元素烧损而导致焊缝质量下降等问题。其采用铝合金壳体封装汽车动力电池,实现了电动汽车轻量化的需求,提高了电动汽车的续航里程,具有极大的经济推广价值。
技术特征:
1.一种汽车锂电池封装工艺,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种汽车锂电池封装工艺,其特征在于,在所述步骤1中,所述铝塑膜的厚度为88um,宽度为3200mm,所述电晕机的功率为1.8kw,速度为7m/min。
3.根据权利要求1所述的一种汽车锂电池封装工艺,其特征在于,在所述步骤1中,所述涂布机的涂布设定为1.25g/㎡,网纹涂布线辊为360目,涂布速度为8m/min。
4.根据权利要求1所述的一种汽车锂电池封装工艺,其特征在于,在所述步骤2中,所述数码印刷机为hpindigo ws6600数码印刷机,所述数码印刷机的分辨率为2400dpi,速度为15m/min。
5.根据权利要求1所述的一种汽车锂电池封装工艺,其特征在于,在所述步骤3中,所述角位封装机压头采用电加热的方法产生热量,机器通电后,压头内部的电加热设施开始加热,使得压头达到所调节的控制温度,当压头与锂电池铝塑膜接触时,铝塑膜受热粘结在一起,实现铝塑膜的封装。
6.根据权利要求1所述的一种汽车锂电池封装工艺,其特征在于,在所述步骤3中,将基模或者近基模的入射光束通过一个长焦距的聚焦镜聚焦成直径为0.4-0.6mm的光斑,将入射激光相对于垂直方向进行12°-15°倾斜,并采用同轴吹气防止焊缝被氧化;
7.根据权利要求1所述的一种汽车锂电池封装工艺,其特征在于,所述光纤激光器的功率为500w,采用热传导焊接方式,焊接速度为60nm/s,同轴吹氩气保护。
8.根据权利要求1所述的一种汽车锂电池封装工艺,其特征在于,所述铝塑膜上设有多个定位孔。
9.根据权利要求1所述的一种汽车锂电池封装工艺,其特征在于,所述铝合金壳体由铝合金3003材料制成。
技术总结
本发明涉及一种汽车锂电池封装工艺,包括以下步骤:步骤1、铝塑膜涂布处理,将铝塑膜置于冷烫模切机的电晕机中进行电晕处理;随后将其置于涂布机上进行涂布,涂布完成后进入烘道干燥,温度设定为90℃,干燥15min,取下备用;步骤2、印刷,对涂布处理过的铝塑膜进行数码印刷,通过数码印刷机将产品的信息印刷在铝塑膜上;步骤3、包覆电池,利用角位封装机将铝塑膜包覆在电池上,取下备用;步骤4、铝合金壳体封装,将包覆铝塑膜的电池至于铝合金壳体内,再利用光纤激光器对铝合金壳体的缝隙处进行焊接。其采用铝合金壳体封装汽车动力电池,实现了电动汽车轻量化的需求,提高了电动汽车的续航里程,具有极大的经济推广价值。
技术研发人员:宋鹏,吴西,李海
受保护的技术使用者:苏州新征程工业自动化有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!