一种线束自动压装监测设备及方法与流程
本发明涉及线束自动压装及检测领域,含汽车电子与零部件装配及检测,以及3c产品装配及检测领域,具体涉及一种线束自动压装监测设备及方法。
背景技术:
1、线束压装成品位于燃油车排气部位,是燃油车尾气测量的核心部件。它的主要功能是测量尾气中的氮含量以监测尾气是否符合排放标准,其市场需求量巨大。其中,压装成品包括电源线束和分总成壳体。其压装质量直接影响着尾气测量结果。
2、由于分总成壳体和线束存在多种型号且分总成壳体与线束的插入方向是唯一的,但现有线束压装总成的制作均为人工压装,现有工艺存在生产成本高、效率低、劳动强度大和产品合格率低的问题。
技术实现思路
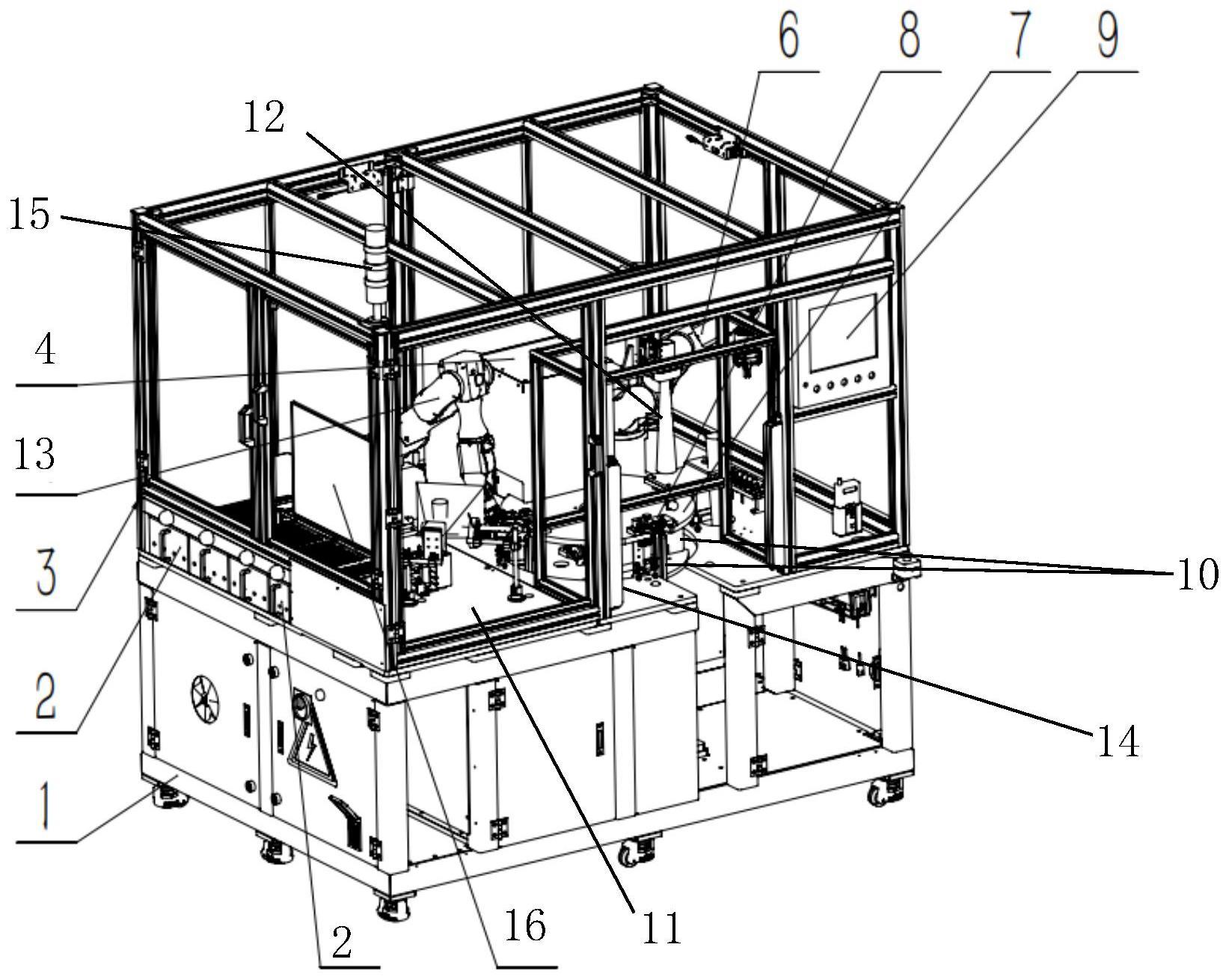
1、为了解决现有的线束压装技术成本高、效率低、劳动强度大和产品合格率低的问题,本发明提出了一种线束自动压装及监测设备,所述线束自动压装及监测设备包括支撑框架、定位组件、清洁组件、压装组件、存在检测传感器、上料组件和控制器;
2、所述定位组件、清洁组件、压装组件、存在检测传感器、上料组件与所述控制器电连接;
3、所述定位组件、清洁组件、压装组件、存在检测传感器和上料组件分别固定在所述支撑框架上。
4、优选的,所述定位组件包括转盘和至少一套定位工装;所述转盘可转动的连接在所述支撑框架上,所述定位工装固定在所述转盘上,用于固定壳体和线束。
5、优选的,所述定位工装包括本体、壳体固定仿形件、线束固定仿形件和连接件;所述本体通过所述连接件固定在所述转盘上;所述壳体固定仿形件与所述本体旋转连接,所述线束固定仿形件与所述本体连接。
6、优选的,所述壳体固定仿形件设有壳体固定孔,所述壳体固定孔内设有壳体固定磁铁。
7、优选的,所述线束固定仿形件设有线束固定孔,所述线束固定孔内设有线束固定磁铁。
8、优选的,所述连接件包括压纹旋钮和定位销,所述压纹旋钮分别与所述本体和所述转盘连接,所述定位销分别与所述线束固定仿形件和所述转盘连接。
9、优选的,所述清洁组件包括龙门架、固定在所述龙门架上的激光器和防护装置,所述龙门架固定在所述支撑框架上,所述激光器位于所述防护装置内。
10、优选的,所述防护装置包括前防护罩、后防护罩和两个升降防护门,所述前防护罩和后防护罩分别位于所述激光器的上方和后方;所述两个升降防护门分别位于所述激光器的左右两侧,且分别与所述龙门架活动连接。
11、优选的,所述后防护罩上设有激光防护玻璃,所述激光防护玻璃与所述后防护罩活动连接。
12、优选的,所述压装组件包括固定在支撑框架上的检测组件和压装机械手,所述检测组件与所述控制器连接以用于对壳体和线束的位置参数进行检测,所述压装机械手与所述控制器连接以对壳体和线束进行压装。
13、优选的,所述检测组件包括固定在所述支撑框架上的壳体检测组件和线束检测组件,所述壳体检测组件和线束检测组件分别与所述控制器连接。
14、优选的,所述支撑框架包括框架和水平固定在所述框架上的支撑面板。
15、优选的,所述壳体检测组件包括壳体检测相机和第一光源,所述壳体检测相机和第一光源固定在所述支撑面板的下部,所述壳体检测相机与所述控制器连接。
16、优选的,所述线束检测组件包括线束检测相机和第二光源,所述线束检测相机和第二光源固定在所述龙门架上,所述线束检测相机与所述控制器连接。
17、优选的,所述上料组件包括上料机械手和至少一个上料托盘组件,所述上料机械手和上料托盘组件固定在所述支撑面板上;所述上料机械手与所述控制器连接。
18、优选的,所述上料托盘组件包括上料抽屉、抽屉导轨和导轨连接板,所述抽屉导轨通过所述导轨连接板固定在所述支撑面板上,所述上料抽屉与所述抽屉导轨滑动连接,用于存放壳体。
19、优选的,所述上料托盘组件还包括固定在所述支撑面板上的接近传感器、液压缓冲器、前限位块、后限位块和夹紧气缸;所述前限位块和后限位块分别位于所述上料抽屉的滑动方向的两端,分别用于限制所述上料抽屉的拉出位置和推进位置,所述接近传感器与所述控制器连接用于检测所述上料抽屉是否到位,所述夹紧气缸用于夹紧所述前限位块和后限位块;所述液压缓冲器位于所述上料抽屉的推进末端,用于对所述上料抽屉推进时提供缓冲作用。
20、优选的,所述线束自动压装及监测设备还包括固定于所述支撑面板上的壳体翻转组件;所述壳体翻转组件与所述控制器连接。
21、优选的,所述壳体翻转组件包括固定座、导轨、旋转组件和驱动组件;所述固定座固定在所述支撑面板上,所述导轨、旋转组件和驱动组件分别固定在所述固定座上,所述旋转组件与所述导轨滑动连接,并与所述驱动组件连接,用于在所述驱动组件的驱动下在所述导轨上进行往复运动,以与所述壳体固定仿形件连接,带动所述壳体固定仿形件进行翻转。
22、优选的,所述驱动组件包括连接块和前进气缸;所述连接块分别与所述旋转组件和前进气缸连接,所述前进气缸固定在所述固定座上,用于带动所述连接块进行往复运动。
23、优选的,所述旋转组件包括连接板、旋转块和旋转气缸,所述连接板与所述导轨滑动连接,且与所述连接块连接,所述旋转块一端与所述旋转气缸活动连接,另一端用于与所述壳体固定仿形件连接,所述旋转气缸固定在所述连接板上,用于带动所述旋转块进行旋转。
24、优选的,所述旋转组件还包括两个插入销,所述壳体固定仿形件上设有两个固定孔,所述两个插入销的一端分别与所述两个固定孔连接,另一端与所述旋转块连接。
25、基于同一发明思路,本发明还提供一种线束自动压装及监测方法,所述线束自动压装及监测方法包括:
26、在一工位将线束放置在线束自动压装及监测设备的定位组件上,由所述控制器控制所述上料组件抓取壳体并将所述壳体移动至二工位;
27、由所述控制器控制所述定位组件旋转,将线束转到二工位,当所述存在检测传感器检测到线束存在时,由所述控制器控制所述上料组件将壳体放置到所述定位组件上;
28、由所述控制器控制所述定位组件旋转,将壳体和线束转到三工位,当所述存在检测传感器检测到壳体和线束存在时,由所述控制器控制所述清洁组件对壳体和线束的结合面进行清洁;
29、由所述控制器控制所述定位组件旋转,将清洁后的壳体和线束转到四工位,当压装检测到壳体和线束存在后,所述压装组件对所述壳体和线束的位置参数进行检测,并将检测结果传送给所述控制器,由所述控制器对所述检测结果进行计算,并基于计算结果控制所述压装组件对所述壳体和线束进行压装和监测;
30、其中,所述线束自动压装及监测设备为本发明提供的线束自动压装及监测设备。
31、优选的,所述基于计算结果控制所述压装组件对所述壳体和线束进行压装和监测包括:
32、由所述控制器将所述计算结果传送给所述压装组件,所述压装组件基于所述计算结果抓取壳体,并通过走增量的方式将壳体移动至线束上进行压装,同时由所述压装组件和所述控制器对压装力进行监测。
33、与现有技术相比,本发明的有益效果为:
34、本发明提供的一种线束自动压装监测设备,通过存在检测传感器对壳体和线束是否存在进行感知,通过控制器控制上料组件抓取壳体并将其放置到定位组件上,控制清洁组件对壳体和线束的结合面进行清洁,控制压装组件提取壳体位置参数和线束位置参数,并基于壳体和线束的位置参数进行线束压装,同时对压装力进行监测,该线束自动压装监测设备大大提高了线束压装的效率和便捷性,减轻了人工劳动强度,并可对产品的压装过程进行实时监控,保证了产品的合格率。
35、本发明提供的一种线束自动压装监测方法,通过本发明提供的线束自动压装监测设备的控制器控制定位组件旋转,将线束从一工位转至二工位,控制上料组件在二工位抓取壳体并将壳体放至定位组件上,然后将线束和壳体转至三工位进行结合面清洁,再将清洁后的线束和壳体转至四工位进行压装,通过控制器控制线束和壳体在四个工位之间的顺序转换和各组件之间的配合操作,实现了壳体和线束的快速定位、清洁和压装以及压装力的实时监测,从而达到解放人力,提高了压装效率和成品合格率的目的。
- 还没有人留言评论。精彩留言会获得点赞!