一种线圈骨架自动插脚机的制作方法
1.本实用新型涉及线圈骨架组装技术领域,尤其涉及一种线圈骨架自动插脚机。
背景技术:
2.继电器线圈骨架是继电器的重要组成部分之一,但是随着市场对继电器的生产要求不断增加,继电器线圈骨架在实际生产过程中存在的不足也急需去完善。
3.目前线圈骨架与插针的组装大多采用人工装配,人工装配存在加工效率低下,且加工质量不稳定的问题。
技术实现要素:
4.本实用新型旨在提供一种线圈骨架自动插脚机,以解决现有技术中人工装配加工效率低下,加工质量不稳定的技术问题。
5.本实用新型的技术方案如下:一种线圈骨架自动插脚机,包括机架,还包括:骨架输送机构、插针输送机构、移料机构和卸料机构,骨架输送机构设置在机架上方,插针输送机构前后对称设置在骨架输送机构的两侧,移料机构设置在骨架输送机构的右侧,卸料机构设置在移料机构的右侧。
6.进一步的,所述骨架输送机构包括:振动盘上料组件、接料块、挡料气缸、挡料杆和第一检测组件,振动盘上料组件的输出端设有接料块,第一检测组件设置在接料块上方,挡料气缸设置在接料块的左侧,挡料气缸的输出端与挡料杆相连接。
7.进一步的,所述插针输送机构包括:放料部件、料带推料组件、切料组件和插脚组件,放料部件设置在机架内部上方,料带推料组件设置在放料部件下方,插脚组件设置在料带推料组件的输出端,切料组件设置在料带推料组件的右侧,且切料组件的输出端处于料带推料组件的输出端上方。
8.进一步的,所述移料机构包括:支撑架、移料道、切断组件和拨叉组件,移料道与支撑架相连接,拨叉组件设置在支撑架下方,切断组件前后对称设置在支撑架的两侧。
9.进一步的,所述切断组件包括:切料支架、切断气缸、切刀装置,切断气缸与切料支架相连接,切断气缸的输出端设有切刀装置。
10.进一步的,所述卸料机构包括:第二检测组件、翻转卸料组件、良品输送组件和不良品输送组件,第二检测组件与移料机构相连接,翻转卸料组件设置在移料机构的输出端,良品输送组件设置在翻转卸料组件的左侧,不良品输送组件设置在翻转卸料组件的下方。
11.本实用新型具有如下有益效果:
12.1)骨架输送机构用于输送线圈骨架,插针输送机构用于将插针插入线圈骨架内,移料机构用于推动线圈骨架移动,卸料机构用于将组装完成后的产品卸下;本实用新型实现设备代替人工操作,提高了工作效率,且组装质量稳定可靠,具有较好的实用性;
13.2)本实用新型所述移料道结构设置巧妙,集成加工工序,大大的提高线圈骨架与插针的组装效率,同时提高插针质量;
14.3)本实用新型卸料机构的设置可实现精准自动卸料,结构设置精简,操作安全可靠,有利于提高设备的生产效率。
附图说明
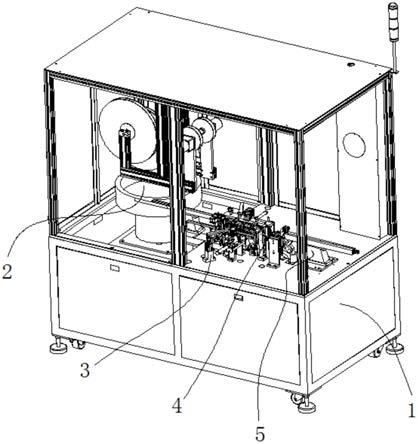
15.图1是根据本实用新型整体的三维结构示意图;
16.图2是本实用新型内部整体结构示意图;
17.图3是本实用新型骨架输送机构的三维结构示意图;
18.图4是本实用新型插针输送机构的三维结构示意图;
19.图5是本实用新型卸料机构的三维结构示意图;
20.图6是本实用新型切断组件的三维结构示意图。
21.附图标注说明:机架1;骨架输送机构2;插针输送机构3;移料机构4;卸料机构5;振动盘上料组件21;接料块22;挡料气缸23;第一检测组件25;放料部件31;料带推料组件32;切料组件33;插脚组件34;支撑架41;移料道42;切断组件43;拨叉组件44;切料支架431;切断气缸432;切刀装置433;第二检测组件51;翻转卸料组件52;良品输送组件53;不良品输送组件54。
具体实施方式
22.下面结合附图和具体实施例来对本实用新型进行详细的说明。
23.参见图1~图6所示,一种线圈骨架自动插脚机,包括机架1,还包括:骨架输送机构2、插针输送机构3、移料机构4和卸料机构5,骨架输送机构2设置在机架1上方,插针输送机构3前后对称设置在骨架输送机构2的两侧,移料机构4设置在骨架输送机构2的右侧,卸料机构5设置在移料机构4的右侧。骨架输送机构2用于输送线圈骨架,插针输送机构3用于将插针插入线圈骨架内,移料机构4用于推动线圈骨架移动,卸料机构5用于将组装完成后的产品卸下;本实用新型实现设备代替人工操作,提高了工作效率,且组装质量稳定可靠,具有较好的实用性。
24.所述骨架输送机构2包括:振动盘上料组件21、接料块22、挡料气缸23、挡料杆和第一检测组件25,振动盘上料组件21的输出端设有接料块22,第一检测组件25设置在接料块22上方,挡料气缸23设置在接料块22的左侧,挡料气缸23的输出端与挡料杆相连接。振动盘上料组件21持续有序的将线圈骨架输送到接料块22处,若第一检测组件25检测到物料堆满接料块22后,则触发挡料气缸23动作,挡料气缸23动作驱动挡料杆移动,挡料杆横档在接料块22中间,用于阻挡振动盘上料组件21输送的物料,以控制物料有序上料。
25.所述插针输送机构3包括:放料部件31、料带推料组件32、切料组件33和插脚组件34,放料部件31设置在机架1内部上方,料带推料组件32设置在放料部件31下方,插脚组件34设置在料带推料组件32的输出端,切料组件33设置在料带推料组件32的右侧,且切料组件33的输出端处于料带推料组件32的输出端上方。放料部件31输送的插针料带是半成品插针,插针的加工工序为先将料带状的插针切断成单独的半成品插针,再将半成品插针插入线圈骨架内,然后再有切断组件43将插针多余部分给切断,从而完成成品插针与线圈骨架的组装。放料部件31用于将插针料带输送到料带推料组件32处,料带推料组件32推动插针料带移动到切料组件33处,切料组件33对物料进行裁切,插脚组件34再将裁切后的单独的
插针取出,插入沿着移料道42移动的线圈骨架内,完成插针与线圈骨架的组装。
26.所述移料机构4包括:支撑架41、移料道42、切断组件43和拨叉组件44,移料道42与支撑架41相连接,拨叉组件44设置在支撑架41下方,切断组件43前后对称设置在支撑架41的两侧。骨架输送机构2有序的将线圈骨架推送到移料道42,线圈骨架的前后两侧均需要插入成品插针,以完成对应的组装操作;拨叉组件44用于推动线圈骨架沿着移料道42移动,切断组件43用于对半成品插针进行裁切,以获得成品插针;所述移料道42结构设置巧妙,集成加工工序,大大的提高线圈骨架与插针的组装效率,同时提高插针质量。
27.所述切断组件43包括:切料支架431、切断气缸432、切刀装置433,切断气缸432与切料支架431相连接,切断气缸432的输出端设有切刀装置433。切断组件43用于切断插入线圈骨架后往外延伸的插针,切断气缸432动作,推动切刀装置433移动,使得切刀装置433作用在插针的延伸部,实现对插针进行裁切加工,以获得成品插针。
28.所述卸料机构5包括:第二检测组件51、翻转卸料组件52、良品输送组件53和不良品输送组件54,第二检测组件51与移料机构4相连接,具体的,第二检测组件51设置在支撑架41上方,用于对沿着移料道42移动的物料进行检测,若检测为合格产品,则触发翻转卸料组件52将该物料推送到良品输送组件53处,若检测为不合格产品,则触发翻转卸料组件52将该物料推送到不良品输送组件54处;翻转卸料组件52设置在移料机构4的输出端,以便于接收移料机构4推送的待卸料的物料,良品输送组件53设置在翻转卸料组件52的左侧,不良品输送组件54设置在翻转卸料组件52的下方。卸料机构5的设置可实现精准自动卸料,结构设置精简,操作安全可靠,有利于提高设备的生产效率。
29.本实用新型的使用原理:振动盘上料组件21持续有序的将线圈骨架输送到移料道42,拨叉组件44推动线圈骨架沿着移料道42移动;放料部件31将插针料带输送到料带推料组件32处,料带推料组件32推动插针料带移动到切料组件33处,切料组件33对物料进行裁切,插脚组件34再将裁切后的单独的插针取出,插入沿着移料道42移动的线圈骨架内,完成插针与线圈骨架的组装;接着拨叉组件44继续动作,推动线圈骨架移动到切断组件43处,切断组件43动作,对半成品插针进行裁切,以获得成品插针;切断组件43加工完成后,拨叉组件44继续动作,推动线圈骨架移动到第二检测组件51处,第二检测组件51对组装完成后的物料进行检测,若检测为合格产品,则触发翻转卸料组件52将该物料推送到良品输送组件53处,若检测为不合格产品,则触发翻转卸料组件52将该物料推送到不良品输送组件54处。
30.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1