圆柱电池CTC成组结构的制作方法
圆柱电池ctc成组结构
技术领域
1.本实用新型涉及锂离子电池领域,尤其涉及一种圆柱电池ctc成组结构。
背景技术:
2.随着电动汽车的高速发展,电池的技术也在不断突破,ctc技术是将单体电芯直接集成于车辆底盘的工艺,该工艺加深了电池系统与电动车动力系统、底盘的集成度,减少了零部件数量,节省空间,提高了结构效率,并且大幅度降低了车重,可增加电池续航里程,被认为是下一个阶段决定新能源汽车竞争胜负的关键核心技术。
3.常规的圆柱电池ctc成组方式多为电池支架和直接集成到车辆底盘两种方式。支架存在强度问题,无法满足较高串并联数量的承载需求。cn114665205a 就提供了一种常见的ctc电池组,其在电池顶部设置一层绝缘保护板,再在绝缘保护板上方设置座舱底盖,其中,座舱底盖不能压紧绝缘保护板,防止电池顶部的汇流排受到挤压变形,以上结构导致电池顶部空间利用率较低;此外,电池底部一般采用结构胶固定在车辆底盘上,结构胶也会占用一定的高度空间;第三,考虑到现有的车辆底盘上本身需要设置一系列加强筋和槽,以提高车辆底盘强度、同时减轻车辆重量,这些加强筋和槽上需要设置平板找平,再在平板上通过结构胶粘接电池,平板也会占用空间高度。综合而言,以上设计方式,导致箱体整体空间利用率过低,降低电池能量密度,严重影响电池性能。
技术实现要素:
4.有鉴于此,本实用新型提出了一种圆柱电池ctc成组结构,能提高空间利用率,从而提高电池能量密度。
5.本实用新型的技术方案是这样实现的:本实用新型提供了一种圆柱电池 ctc成组结构,其包括若干个圆柱电池、若干汇流排、车辆底盘、绝缘层和座舱底盖,其中,
6.所述圆柱电池包括壳体和极柱,壳体一端面上设置有极柱,壳体和极柱分别带电且极性相反;若干个圆柱电池在车辆底盘上在一水平内矩阵排列;
7.汇流排,两端分别与不同圆柱电池上的壳体或极柱焊接并电性连接;
8.所述圆柱电池设置有极柱的一端朝下设置,车辆底盘表面设置有若干与圆柱电池朝下一侧的端部和汇流排形状相适应的嵌入槽,圆柱电池朝下一侧的端部和汇流排置于嵌入槽内并通过结构胶与之固定;各圆柱电池上表面铺设有绝缘层,座舱底盖扣在绝缘层上并与车辆底盘固定连接。
9.在以上技术方案的基础上,优选的,壳体包括圆柱筒体、第一端盖和第二端盖,圆柱筒体两端开口,第一端盖、第二端盖分别设置于圆柱筒体两端开口处并焊接固定,第一端盖中间设置有极柱,第一端盖与极柱分别带电且极性相反。
10.进一步优选的,所述汇流排包括第一焊接部、第二焊接部和中间连接部,第一焊接部和第二焊接部通过中间连接部连接,第一焊接部和第二焊接部分别呈“c”形,且“c”形开口背向中间连接部,第一焊接部与其中一圆柱电池的极柱端面贴合并焊接固定,第二焊接
部与同一列相邻的另一圆柱电池的第一端盖端面贴合并焊接固定,极柱设置于第二焊接部“c”形内。
11.更进一步优选的,所述汇流排还包括侧连接部,设置于第二焊接部侧面,并选择性的与同一排相邻汇流排的第二焊接部焊接并电性连接。
12.更进一步优选的,还包括总正极汇流排和总负极汇流排,其中,位于矩阵排列最外一排的圆柱电池上的极柱分别与正极汇流排焊接并电性连接,位于矩阵排列最外且远离正极汇流排的一排圆柱电池上的第一端盖焊接并电性连接。
13.在以上技术方案的基础上,优选的,还包括若干水冷板,设置于水冷板相邻列的圆柱电池之间,且水冷板上设置有加强筋。
14.进一步优选的,所述第一端盖上开设有注液孔,注液孔设置于第二焊接部的“c”形开口处。
15.更进一步优选的,所述圆柱电池还包括防爆阀,所述防爆阀为开设于第二端盖与圆柱筒体焊接处、朝向为水平面以下的弧形薄弱线。
16.更进一步优选的,所述矩阵排列的圆柱电池之间,以及圆柱电池与水冷板之间填充绝缘导热胶,绝缘导热胶的填充高度不超过防爆阀。
17.进一步优选的,所述第一端盖包括一体成型的面板、内板和若干连接环,面板和内板平行设置,若干连接环同心嵌套于面板和内板之间。
18.更进一步优选的,所述内板内侧表面依次铺设有一层玻璃纤维基材和一层环氧树脂,玻璃纤维基材和环氧树脂与内板通过高温真空浸润一体化成型。
19.在以上技术方案的基础上,优选的,绝缘层采用云母片和玻璃纤维复合而成。
20.第二方面,本实用新型提供了本实用新型第一方面所述的圆柱电池ctc成组结构的制备方法,包括以下步骤,
21.s1,将若干个圆柱电池在车辆底盘上在一水平内矩阵排列,并焊接汇流排;
22.s2,将嵌入槽内涂上结构胶,将圆柱电池焊接汇流排的一侧置于嵌入槽内并通过结构胶与之固定。
23.本实用新型的圆柱电池ctc成组结构相对于现有技术具有以下有益效果:
24.(1)通过将圆柱电池倒置,并通过结构胶与车辆底盘粘接,结构胶本身的弹性就可以保护汇流排和极柱,提高其抗压能力;此外,结构胶还能起到绝缘和隔离空气的作用,防止短路和腐蚀;第三,采用以上结构后,圆柱电池底面、绝缘层和座舱底盖之间可以采用过度配合,相比于原先的松配合,可以提高高度方向的空间利用率,提高能量密度;第四,在车辆底盘上开设嵌入槽,可以代替原先的加强筋和槽,进一步提高能量密度;
25.(2)设置两端呈“c”形的汇流排,方便与圆柱电池极柱和盖板焊接以实现快速串联,并防止误接触短路;
26.(3)汇流排还包括侧连接部,便于快速实现圆柱电池之间的并联;
27.(4)防爆阀侧向设置,防止热失控时热气流和物质向上喷涌驾驶室,改善安全性能;
28.(5)填充绝缘导热胶,改善散热性能,防水、防短路;
29.(6)镂空的第一端盖,具有一定的形变能力,增加圆柱电池的装配柔性以及后期循环的形变范围;
30.(7)第一端盖内侧表面与玻璃纤维基材和环氧树脂通过高温真空浸润一体化成型,在保证了内部强度同时,第一端盖内侧实现了绝缘;同时优化掉了内部绝缘片、绝缘泡棉等子零件,减少了装配工序。
附图说明
31.为了更清楚地说明本实用新型实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
32.图1为本实用新型的圆柱电池ctc成组结构去除绝缘层、座舱底盖后的立体图;
33.图2为本实用新型的圆柱电池ctc成组结构部分结构正剖面图;
34.图3为本实用新型的圆柱电池、汇流排、总正极汇流排、总负极汇流排和若干水冷板组装后的仰视图;
35.图4为本实用新型的圆柱电池ctc成组结构的车辆底盘的立体图
36.图5为图2中圆圈区域的放大图;
37.图6为本实用新型圆柱电池、汇流排和水冷板的组装立体图;
38.图7为本实用新型的圆柱电池的立体图;
39.图8为本实用新型的圆柱电池的盖帽组件的俯视图;
40.图9为图8的a-a向剖面图;
41.图10为图8的椭圆区域的放大图;
42.图11为本实用新型的汇流排的立体图。
具体实施方式
43.下面将结合本实用新型实施方式,对本实用新型实施方式中的技术方案进行清楚、完整地描述,显然,所描述的实施方式仅仅是本实用新型一部分实施方式,而不是全部的实施方式。基于本实用新型中的实施方式,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施方式,都属于本实用新型保护的范围。
44.如图1~3所示,本实用新型的圆柱电池ctc成组结构,其包括若干个圆柱电池1、若干汇流排2、车辆底盘3、绝缘层4、座舱底盖5、总正极汇流排6、总负极汇流排7和若干水冷板8。
45.其中,如图7~9所示,圆柱电池1包括壳体11和极柱12,壳体11一端面上设置有极柱12,壳体11和极柱12分别带电且极性相反。一般的,壳体11为负极,极柱12为正极。具体的,壳体11包括圆柱筒体111、第一端盖112和第二端盖113,圆柱筒体111两端开口,第一端盖112、第二端盖113分别设置于圆柱筒体111两端开口处并焊接固定,第一端盖112中间设置有极柱12,第一端盖112与极柱12分别带电且极性相反。以上为现有的圆柱电池设计,在此不再赘述。
46.若干个圆柱电池1在车辆底盘3上一水平内矩阵排列。以图3为例,横向为排;纵向为列。
47.汇流排2,两端分别与不同圆柱电池1上的壳体11或极柱12焊接并电性连接。
48.作为本实用新型的改进部分,如图4~6所示,所述圆柱电池1设置有极柱 12的一端朝下设置,车辆底盘3表面设置有若干与圆柱电池1朝下一侧的端部和汇流排2形状相适应的嵌入槽30,圆柱电池1朝下一侧的端部和汇流排2置于嵌入槽30内并通过结构胶与之固定。以上设计方式,相比于现有的圆柱电池 1正立设计有以下好处:通过将圆柱电池1倒置,并通过结构胶与车辆底盘3粘接,结构胶本身的弹性可以起到缓冲作用,保护汇流排2和极柱12,提高其抗压能力;此外,结构胶还能起到绝缘和隔离空气的作用,防止短路和腐蚀,对于汇流排2设置于下方的设计,相对于汇流排2设置于上方;第三,采用以上结构后,圆柱电池1底面、绝缘层4和座舱底盖5之间可以采用过度配合,相比于原先的松配合,可以提高高度方向的空间利用率,提高能量密度;第四,在车辆底盘3上开设嵌入槽30,可以代替原先的加强筋和槽,进一步提高能量密度。
49.各圆柱电池1上表面铺设有绝缘层4,防止短路,并起到缓冲作用。具体的,绝缘层4采用云母片和玻璃纤维复合而成。其作用,一是隔热,防止高温气体进入驾驶室;其二,玻璃纤维增加了整块绝缘层4的机械强度,使之具有引流的作用,可以引导高温气体和液体朝车外排出。
50.座舱底盖5扣在绝缘层4上并与车辆底盘3固定连接。具体的,圆柱电池1 底面、绝缘层4和座舱底盖5之间采用过度配合,提高高度方向的空间利用率,提高能量密度。
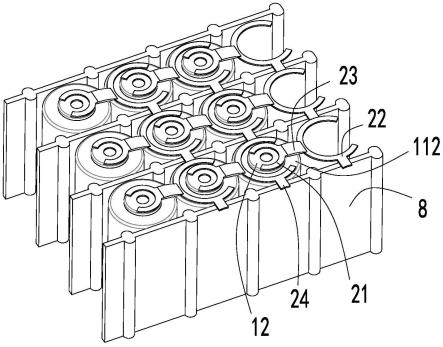
51.本实用新型单独设计了汇流排2,以适应圆柱电池1倒置的结构,具体的,如图6和11所示,所述汇流排2包括第一焊接部21、第二焊接部22和中间连接部23,第一焊接部21和第二焊接部22通过中间连接部23连接,第一焊接部 21和第二焊接部22分别呈“c”形,且“c”形开口背向中间连接部23,第一焊接部21与其中一圆柱电池1的极柱12端面贴合并焊接固定,第二焊接部22与同一列相邻的另一圆柱电池1的第一端盖112端面贴合并焊接固定,极柱12设置于第二焊接部22“c”形内。
52.具体的,第一焊接部21的横截面尺寸小于极柱12端面,第二焊接部22的外圈位于第一端盖112端面以内,且第二焊接部22的内圈位于极柱12外圈之外,这样在装配时可以起到防呆的作用。
53.具体的,第二焊接部22的“c”形开口尺寸大于中间连接部23,防止相邻的中间连接部23翘起后与第二焊接部22接触,引发误连接。
54.具体的,汇流排2的厚度在1~2mm之间,其中,第一焊接部21和第二焊接部22的“c”形部分弧度不小于60
°
。
55.具体的,第一焊接部21和第二焊接部22之间存在高度差,以适应极柱12 端面和第一端盖112端面之间的高度差。
56.作为电池包对外的电极段子,如图3,还包括总正极汇流排6和总负极汇流排7,其中,位于矩阵排列最外一排的圆柱电池1上的极柱12分别与正极汇流排6焊接并电性连接,位于矩阵排列最外且远离正极汇流排6的一排圆柱电池1 上的第一端盖112焊接并电性连接。具体的,总正极汇流排6和总负极汇流排7 于矩阵排列的圆柱电池1两侧,总正极汇流排6和总负极汇流排7都采用直线片结构。
57.考虑到圆柱电池1的单体容量较低,为了提高电池包整体的容量,就需要做并联处理,作为一种优选实施方式,所述汇流排2还包括侧连接部24,设置于第二焊接部22侧面,并选择性的与同一排相邻汇流排2的第二焊接部22焊接并电性连接。需要说明的是,所述侧连
接部24并非必选,可根据该处的圆柱电池1是否需要对外并联从而设置。采用以上错位设计的汇流排2能够高效连接圆柱电池1,满足圆柱电池1同侧进行串并联的要求,提升了体积能量密度,且方便后期检修。
58.具体的,如图7~10所示,所述第一端盖112上开设有注液孔10,为了避免焊接影响到注液孔10的密封,注液孔10设置于第二焊接部22的“c”形开口处。
59.水冷板8,对圆柱电池1降温,为现有技术。在本实用新型中,水冷板8设置于相邻列的圆柱电池1之间,且水冷板8上设置有加强筋。具体的,水冷板8 采用6系铝合金材质,使用的是挤压成型;加强筋壁厚至少1mm,外圆半径在 3~5mm之间。水冷板8优先采用蛇形板形状。
60.由于圆柱电池1膨胀是在高度方向,常规防爆阀设置在圆柱电池1底部的第二端盖113上,圆柱电池1倒置会使防爆阀面向驾驶室,增加了热失控风险。为了进一步解决这个问题,所述圆柱电池1还包括防爆阀110,所述防爆阀110 为开设于第二端盖113与圆柱筒体111焊接处、朝向为水平面以下的弧形薄弱线。具体的,防爆阀110为0.1~0.2mm深度的凹痕,朝向为水平面以下30~60
°
之间,优先60
°
,该结构在0.2mpa气压下,能够保持30s无漏气现象;当圆柱电池1 内部严重产气时,内部气压达到设定的爆破值0.7
±
0.15mpa时,能顺利完成迅速泄压。同时能够保证泄压半径最高处位于水平面以下,避免热气流和物质进入驾驶室。
61.为了更进一步避免热物质由于重力留到电池包底部,污染汇流排2并导致短路,在完成圆柱电池1的定位后,所有间隙处需要填充绝缘导热胶进行防护。其一可以增强结构强度,增加电池包的整体机械性能,其二可以防止热失控后的电解液等导热物质流向汇流排2导致短路。具体的,所述矩阵排列的圆柱电池1之间,以及圆柱电池1与水冷板8之间填充绝缘导热胶,绝缘导热胶的填充高度不超过防爆阀110。
62.由于圆柱电池1极柱12朝下,而壳体11通常为负极,电芯内部的绝缘尤为重要,如果出现正极极耳焊接与壳体11接触,会发生剧烈的热失控问题。因此,为了进一步加强本设计的安全性能,在第一端盖112上做出了进一步改进:所述第一端盖112包括一体成型的面板1121、内板1122和若干连接环1123,面板1121和内板1122平行设置,若干连接环1123同心嵌套于面板1121和内板 1122之间。镂空且由连接环1123支撑的第一端盖112具有一定的形变能力,增加电芯的装配柔性以及后期循环的形变范围。
63.为了改善第一端盖112的绝缘性能,所述内板1122内侧表面依次铺设有一层玻璃纤维基材13和一层环氧树脂14,玻璃纤维基材13和环氧树脂14与内板 1122通过高温真空浸润一体化成型。第一端盖112内侧表面与玻璃纤维基材13 和环氧树脂14通过高温真空浸润一体化成型,在保证了内部强度同时,第一端盖内侧实现了绝缘;同时优化掉了内部绝缘片、绝缘泡棉等子零件,减少了装配工序。具体的,高温真空浸润一体化成型的方法为现有技术,可以先在第一端盖112内侧表面敷设粉末状的一层玻璃纤维基材13,再倒入环氧树脂14,最后再加热、真空状态下静置,使之环氧树脂14浸润到玻璃纤维基材13内并与第一端盖112一体成型。
64.本实用新型的圆柱电池ctc成组结构的制备方法,包括以下步骤:
65.s1,将若干个圆柱电池1在车辆底盘3上在一水平内矩阵排列,并焊接汇流排2;
66.s2,将嵌入槽30内涂上结构胶,将圆柱电池1焊接汇流排2的一侧置于嵌入槽30内
并通过结构胶与之固定。具体的,可以将矩阵排列的圆柱电池1倒置后装配到车辆底盘3内,也可以将车辆底盘3倒置后与矩阵排列的圆柱电池1 装配。
67.以上所述仅为本实用新型的较佳实施方式而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1