一种圆柱激光卷绕机的制作方法
1.本实用新型涉及锂电池生产技术领域,尤其是涉及一种圆柱激光卷绕机。
背景技术:
2.现有的电芯卷绕设备主要是用于对正极片、负极片和隔膜等安装一定的次序层叠后卷绕制成电芯,并对卷制出的电芯进行贴胶、短路检测等等,具有生产效率高、生产成本低且电芯制作返工率低的优点。
3.电池制造行业的整体生产方式是采用人工对逐个工艺步骤进行操作,即人工从每个生产工序中取出并输送到下个生产工序中,接着在输送到下个生产工序内,而且每个生产工序中都需要生产员时刻监督操作。此种生产方式存在生产效率低的问题。对于其他类似场景的类型的电池生产也存在相同的问题。
技术实现要素:
4.本实用新型的主要目的在于提供一种圆柱激光卷绕机,以解决上述技术问题,提高生产效率和质量。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种圆柱激光卷绕机,包括有料卷放卷机构、激光切割机构、除尘机构、检测机构、缓存机构、张力控制机构、预折机构、隔膜放卷机构、卷绕机构、拍平机构和下料机构,第一料卷和第二料卷通过所述料卷放卷机构放卷,并分别经过所述激光切割机构进行切割形成极耳,随后经过所述除尘机构对表面进行除尘,所述检测机构对第一料卷和第二料卷进行检测,随后依次传送至所述缓存机构和所述张力控制机构,并于所述预折机构对第一料卷和第二料卷进行预折极耳后传送至所述卷绕机构,所述隔膜放卷机构将两段隔膜放卷至所述卷绕机构,所述卷绕机构将第一料卷、第二料卷和两段隔膜卷绕形成电芯后,所述下料机构将电芯从所述卷绕机构下料,所述拍平机构将电芯的端部拍平。
7.作为一种优选的技术方案,所述除尘机构包括有毛刷结构、第一风刀结构和第二风刀结构,所述毛刷结构将第一料卷或者第二料卷表面的粉尘扫除,所述第一风刀结构和所述第二风刀结构将粘附于第一料卷或者第二料卷两个端面的粉尘刮除。
8.作为一种优选的技术方案,所述检测机构包括有第一检测结构、牵引结构、第二检测结构、第二测长结构和第三检测结构,所述第一检测结构检测第一料卷或者第二料卷极耳的切割情况,所述牵引结构牵引第一料卷或者第二料卷移动,所述第二检测结构和所述第三检测结构检测第一料卷或者第二料卷上是否存在瑕疵,所述第二测长结构检测第一料卷或者第二料卷的位置。
9.作为一种优选的技术方案,所述卷绕机构包括有第一送料结构、第二送料结构、卷绕结构、隔膜切断结构、极耳吹弯机构、贴尾胶组件、取料结构和烫孔结构,所述第一送料结构将第一料卷移送至所述卷绕结构,所述第二送料结构将第二料卷移送至所述卷绕结构,所述隔膜放卷机构将隔膜移送至所述卷绕结构,所述卷绕结构将第一料卷、第二料卷和隔
膜卷绕形成电芯,所述隔膜切断结构将隔膜切断,所述极耳吹弯结构将电芯上的极耳吹弯,所述贴尾胶组件向电芯上贴尾胶,所述取料结构将电芯上的废料剔除,所述烫孔结构向电芯上的隔膜烫孔。
10.作为一种优选的技术方案,所述贴尾胶组件包括有贴尾胶结构和备胶结构,所述贴尾胶结构将位于所述备胶结构上的胶纸贴合至位于所述卷绕结构上的电芯上。
11.作为一种优选的技术方案,所述料卷放卷机构包括有料卷放卷结构和料卷缓存结构,所述料卷放卷结构将第一料卷或者第二料卷放卷,所述料卷缓存结构将第一料卷或者第二料卷缓存。
12.作为一种优选的技术方案,所述激光切割机构包括有激光切割结构、第一测长结构和第一纠偏结构,所述第一测长结构检测第一料卷或者第二料卷的位置,所述第一纠偏结构对第一料卷或者第二料卷纠偏,所述激光切割结构对第一料卷或者第二料卷进行切割形成极耳。
13.作为一种优选的技术方案,所述隔膜放卷机构包括有隔膜放卷结构、第一隔膜张力控制结构、隔膜张力检测结构和第二隔膜张力控制结构,隔膜从所述隔膜放卷结构放卷,所述隔膜张力检测结构对隔膜张力检测,第一隔膜张力控制结构和第二隔膜张力控制结构调整隔膜的张力。
14.作为一种优选的技术方案,所述预折机构包括有第二纠偏结构、预折结构和第三测长结构,所述第三测长结构检测第一料卷或第二料卷的位置,所述第二纠偏结构对第一料卷或者第二料卷进行纠偏,所述第一预折结构对第一料卷或者第二料卷上的极耳进行预折。
15.本实用新型的有益效果在于:上述圆柱激光卷绕机,通过激光切割机构切割极耳,能够高速对极片切割,提高切割效率,采用预折机构在卷绕前将极耳预折,在卷绕时对极耳吹弯,拍平时能够保证所有极耳均朝向电芯轴线上,提高极耳成型良率。
附图说明
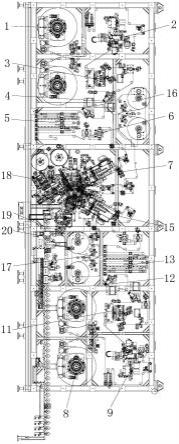
16.图1为本实用新型涉及的圆柱激光卷绕机的结构示意图一;
17.图2为本实用新型涉及的圆柱激光卷绕机的结构示意图二;
18.图3为本实用新型涉及的圆柱电芯的工艺流程图。
具体实施方式
19.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
20.如图1所示,一种圆柱激光卷绕机,包括有第一料卷放卷机构1、第一激光切割机构2、第一除尘机构3、第一检测机构4、第一缓存机构5、第一张力控制机构6、第一预折机构7、第二料卷放卷机构8、第二激光切割机构 9、第二除尘机构11、第二检测机构12、第二缓存机构13、第二张力控制机构14、第二预折机构15、第一隔膜放卷机构16、第二隔膜放卷机构17、卷绕机构18、拍平机构20和下料机构19,第一料卷a通过第一料卷放卷机构 1放卷后,第一料卷a经过第一激光切割机构2进行切割使第一料卷a上形成极耳,随后第一料卷a经过第一
除尘机构3对第一料卷a的表面进行除尘,第一检测机构4对第一料卷a的表面进行检测,随后第一料卷a依次传送至第一缓存机构5和第一张力控制机构6进行缓存和调节张力,并于第一预折机构7对第一料卷a进行预折极耳后传送至卷绕机构18,第二料卷b通过第二料卷放卷机构8放卷后,第二料卷b经过第二激光切割机构9进行切割使第二料卷b上形成极耳,随后第二料卷b经过第二除尘机构11对第二料卷b 的表面进行除尘,第二检测机构12对第二料卷b的表面进行检测,随后第二料卷b依次传送至第二缓存机构13和第二张力控制机构14进行缓存和调节张力,并于第二预折机构15对第二料卷b进行预折极耳后传送至卷绕机构 18,第一隔膜放卷机构16将第一隔膜c放卷至卷绕机构18,第二隔膜放卷机构17将第二隔膜d放卷至卷绕机构18,第一料卷a、第一隔膜c、第二料卷b和第二隔膜d依次层叠于卷绕机构18卷绕形成电芯,下料机构19将电芯从卷绕机构18下料,拍平机构20通过视觉系统定位电芯的位置,并反馈至plc,plc控制拍平机构20将电芯的端部拍平,使位于电芯端部的极耳被拍平,保证电芯尺寸的精度。在本实施例中,第一料卷a和第二料卷b为箔材或者极片,优选的,第一料卷a为负极片,第二料卷b为正极片。
21.如图2所示,具体的,第一料卷放卷机构1包括有第一料卷放卷结构101 和第一料卷缓存结构102,第一料卷放卷结构101将第一料卷a放卷,第一料卷缓存结构102将第一料卷a缓存,以待第一激光切割机构2切割。
22.具体的,第一激光切割机构2包括有第一激光切割结构23、第一测长结构22和第一纠偏结构21,第一测长结构22检测第一料卷a的位置,第一纠偏结构21对第一料卷a进行纠偏,使切割前调整好第一料卷a的位置,提高切割的精确度,第一激光切割结构23对第一料卷a进行切割形成极耳。
23.具体的,第一除尘机构3包括有第一毛刷结构31、第一风刀结构32和第二风刀结构33,第一毛刷结构31将第一料卷a表面的粉尘扫除,第一风刀结构32和第二风刀结构33将粘附于第一料卷a两个端面的粉尘刮除,能够将附于第一料卷a表面的粉尘清除干净。
24.具体的,第一检测机构4包括有第一检测结构41、第一牵引结构42、第二检测结构43、第二测长结构44和第三检测结构45,第一检测结构41检测第一料卷a极耳的切割情况,并反馈至plc,plc根据反馈情况调整第一激光切割机构2,第一牵引结构42牵引第一料卷a移动,第二检测结构43和第三检测结构45检测第一料卷a的两端面上是否存在瑕疵,第二测长结构44 检测第一料卷a的位置,第一检测机构41、第二检测结构43和第三检测机构45为ccd相机。
25.具体的,第一缓存机构5包括有第一缓存结构51和第二牵引结构52,第一缓存结构51对经过第一检测机构4的第一料卷a进行缓存,第二牵引结构52牵引第一料卷a移动至第一张力控制组件6。
26.具体的,第一张力控制机构6包括有第一张力控制结构61和第一张力传感器62,第一张力传感器62感应第一料卷a的张力,第一张力控制结构61 根据测量出来的数据调整第一料卷a的张力。
27.具体的,第一预折机构7包括有第二纠偏结构71、第一预折结构72和第三测长结构73,第三测长结构73检测第一料卷a的位置,第二纠偏结构 71对第一料卷a进行纠偏,调整第一料卷a的位置,第一预折结构72对第一料卷a上的极耳进行预折,以便后续进行拍平。
28.具体的,第二料卷放卷机构8包括有第二料卷放卷结构801和第二料卷缓存结构
802,第二料卷放卷结构801将第二料卷b放卷,第二料卷缓存结构802将第二料卷b缓存,以待第二激光切割机构9切割。
29.具体的,第二激光切割机构9包括有第二激光切割结构93、第四测长结构92和第三纠偏结构91,第四测长结构92检测第二料卷b的位置,第三纠偏结构91对第二料卷b进行纠偏,使切割前调整好第二料卷b的位置,提高切割的精确度,第二激光切割结构93对第二料卷b进行切割形成极耳。
30.具体的,第二除尘机构11包括有第二毛刷结构111、第三风刀结构112 和第四风刀结构113,第二毛刷结构111将第二料卷b表面的粉尘扫除,第三风刀结构112和第四风刀结构113将粘附于第二料卷b两个端面的粉尘刮除,能够将附于第二料卷b表面的粉尘清除干净。
31.具体的,第二检测机构12包括有第四检测结构121、第三牵引结构122、第五检测结构123、第五测长结构124和第六检测结构125,第四检测结构 121检测第二料卷b极耳的切割情况,并反馈至plc,plc根据反馈情况调整第二激光切割机构9,第三牵引结构122牵引第二料卷b移动,第五检测结构123和第六检测结构125检测第二料卷b的两端面上是否存在瑕疵,第五测长结构124检测第二料卷b的位置,第四检测机构121、第五检测结构123 和第六检测机构125为ccd相机。
32.具体的,第二缓存机构13包括有第二缓存结构131和第四牵引结构132,第二缓存结构131对经过第二检测机构12的第二料卷b进行缓存,第四牵引结构132牵引第二料卷b移动至第二张力控制组件14。
33.具体的,第二张力控制机构14包括有第二张力控制结构141和第二张力传感器142,第二张力传感器142感应第二料卷b的张力,第二张力控制结构141根据测量出来的数据调整第二料卷b的张力。
34.具体的,第二预折机构15包括有第二纠偏结构151、第二预折结构152 和第六测长结构153,第六测长结构153检测第二料卷b的位置,第四纠偏结构151对第二料卷b进行纠偏,调整第二料卷b的位置,第二预折结构152 对第二料卷b上的极耳进行预折,以便后续进行拍平。
35.具体的,第一隔膜放卷机构16包括有第一隔膜放卷结构161、第一隔膜张力控制结构162、第一隔膜张力检测结构163、隔膜纠偏结构164和第二隔膜张力控制结构165,第一隔膜c从第一隔膜放卷结构161放卷,第一隔膜张力检测结构对第一隔膜c张力检测,第一隔膜张力控制结构163和第二隔膜张力控制结构165调整第一隔膜c的张力,隔膜纠偏结构164对第一隔膜 c进行纠偏。
36.具体的,第二隔膜放卷机构17包括有第二隔膜放卷结构171、第三隔膜张力控制结构172、第二隔膜张力检测结构173、第四隔膜张力控制结构174 和隔膜测长结构175,第二隔膜d从第二隔膜放卷结构171放卷,第二隔膜张力检测结构对第二隔膜d张力检测,第三隔膜张力控制结构173和第四隔膜张力控制结构174调整第二隔膜d的张力,隔膜测长结构175测量第二隔膜d的位置。
37.具体的,卷绕机构18包括有第一送料结构181、第二送料结构182、卷绕结构186、隔膜切断结构183、极耳吹弯机构184、贴尾胶组件185、取料结构188和烫孔结构187,第一送料结构181接收第一预折机构7传输过来的第一料卷a,并将第一料卷a移送至卷绕结构186,第
一隔膜放卷机构16 将第一隔膜c移送至卷绕结构186,第二送料结构182接收第二预折机构15 传输过来的第二料卷b,并将第二料卷b移送至卷绕结构186,第二隔膜放卷机构17将第二隔膜d移送至卷绕结构186,使第一料卷a、第一隔膜c、第二料卷b和第二隔膜d依次层叠,卷绕结构186将第一料卷a、第一隔膜c、第二料卷b和第二隔膜d卷绕形成电芯,在卷绕的过程中,极耳吹弯结构184 将第一料卷a和第二料卷b上的极耳朝向电芯的轴心吹弯,并保证弯折角度的一致性,卷绕完成后隔膜切断结构183将第一隔膜c和第二隔膜d切断,贴尾胶组件185向电芯上贴尾胶,使裁断后的端部固定,取料结构188将电芯上的废料剔除,烫孔结构187向电芯上的隔膜烫孔,并将电芯已送至下一个工位。贴尾胶组件185包括有贴尾胶结构、交换带机构和备胶结构,贴尾胶结构将位于备胶结构上的胶纸贴合至位于卷绕结构186上的电芯上,当需要更换胶带卷时,通过交换带机构辅助更换胶带卷。
38.本实用新型还提供另外一种技术方案,如图3所示,一种应用于上述的圆柱激光卷绕机的圆柱电芯生产方法,包括有以下步骤:
39.步骤1、第一料卷a放卷,对第一料卷a依次进行缓存、纠偏和测长;
40.步骤2、对第一料卷a进行激光切割形成极耳;
41.步骤3、用毛刷对第一料卷a的两端面进行除尘后,采用风刀进行二次除尘;
42.步骤4、对第一料卷a上的极耳进行检测后,牵引第一料卷a移动,检测第一料卷a的两端面是否存在瑕疵;
43.步骤5、对第一料卷a依次进行测长、缓存、牵引及调整张力;
44.步骤6、对第一料卷a纠偏后,对极耳进行预折并进行测长;
45.步骤7、第一隔膜c放卷,依次进行调整张力、检测张力和纠偏后,再次调整张力;
46.步骤8、第二料卷b放卷,对第二料卷b依次进行缓存、纠偏和测长;
47.步骤9、对第二料卷b进行激光切割形成极耳;
48.步骤10、用毛刷对第二料卷b的两端面进行除尘后,采用风刀进行二次除尘;
49.步骤11、对第二料卷b上的极耳进行检测后,牵引第二料卷b移动,检测第二料卷b的两端面是否存在瑕疵;
50.步骤12、对第二料卷b依次进行测长、缓存、牵引及调整张力;
51.步骤13、对第二料卷b纠偏后,对极耳进行预折并进行测长;
52.步骤14、第二隔膜d放卷,依次进行调整张力和检测张力纠偏后,再次调整张力,随后进行测长;
53.步骤15、将步骤6的第一料卷a、步骤7的第一隔膜c、步骤13的第二料卷b和步骤14的第二隔膜d依次层叠进行卷绕形成电芯,在卷绕时并对极耳向电芯轴心进行吹弯;
54.步骤16、对完成卷绕的电芯贴尾胶后旋转取料,并在旋转取料的过程中,将废料剔除;
55.步骤17、对电芯上的隔膜进行烫孔,随后将电芯转移;
56.步骤18、将电芯的极耳进行拍平后下料。
57.以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1