裁断后复合的复合电芯卷绕设备的制作方法
1.本实用新型涉及锂电池生产技术领域,尤其是涉及一种裁断后复合的复合电芯卷绕设备。
背景技术:
2.锂离子电池由于其能量密度高、循环性能好、使用寿命长、安全环保、无记忆性等优点成为能源界的宠儿。如今,锂离子电池已经成功应用于便携式电子产品、电动汽车、航空航天领域,成为新能源材料的研究热点。锂离子电池既有卷绕型式结构,又有叠片式结构。
3.卷绕式电芯的卷芯,通常是使用卷绕机,将极耳成型后的正、负极极片与隔膜卷绕而成。现在存在的问题是,卷绕完成一个电芯后,需要切断极片,然而在切断极片后,会产生毛刺,这些毛刺会刺破隔膜,导致电芯短路,且隔膜复合后会产生打皱的情况,这些均会影响电芯的质量,并且需停机并通过卷针内夹针对隔膜头部进行固定夹紧后进行卷绕,因此卷针卷绕过程不能连续进行,从而影响生产效率。
技术实现要素:
4.本实用新型的主要目的在于提供一种裁断后复合的复合电芯卷绕设备,以解决上述技术问题,提高卷绕质量和效率。
5.为实现上述目的,本实用新型采用如下技术方案:
6.一种裁断后复合的复合电芯卷绕设备,包括有第一放卷组件、裁断贴胶组件、第一纠偏组件、第一张力控制组件、隔膜放卷组件、复合组件、检测组件、第二张力控制组件、第二放卷组件、第二纠偏组件、第三张力控制组件、送料组件和卷绕组件,所述第一放卷组件将第一料卷放卷至裁断贴胶组件,所述裁断贴胶组件将第一料卷裁断,并通过贴合胶纸将裁断后的两段第一料卷的端部粘连,且粘连一端面或者两端面,随后依次移动至所述第一纠偏组件和所述第一张力控制组件后移送至所述复合组件,两段隔膜从所述隔膜放卷组件放卷至所述复合组件,且置于第一料卷的两端,所述复合组件将隔膜复合至第一料卷的两端形成复合料卷,所述复合料卷经过所述检测组件和所述第二张力控制组件后,传送至所述卷绕组件,所述第二放卷组件将第二料卷放卷,第二料卷依次经过所述第二纠偏组件、所述第三张力控制组件和所述送料组件后,传送至所述卷绕组件,所述卷绕组件将复合料卷和第二料卷卷绕形成电芯。
7.作为一种优选的技术方案,所述卷绕组件包括有第一入片结构、第二入片结构、卷绕结构、切刀结构、贴尾胶结构和下料结构,所述第一入片结构接收复合料卷并传送至所述卷绕结构,所述第二入片结构接收第二料卷并传送至所述卷绕结构,所述卷绕结构将复合料卷和所述第二料卷卷绕形成电芯,所述切刀结构将复合料卷裁断,所述贴尾胶结构将尾胶贴附于电芯表面,所述下料结构将完成贴尾胶的电芯下料并向所述卷绕结构上料胶纸。
8.作为一种优选的技术方案,所述第一入片结构包括有入片检测结构和入片纠偏结
构,所述入片检测结构检测复合料卷的位置,所述入片纠偏结构对复合料卷纠偏。
9.作为一种优选的技术方案,所述第一放卷组件包括有放卷结构、放卷缓存结构和毛刷除尘结构,所述放卷结构将第一料卷放卷,第一料卷经过所述放卷缓存结构传动至所述毛刷除尘结构对第一料卷的表面清理除尘。
10.作为一种优选的技术方案,所述裁断贴胶组件包括有裁断结构和贴胶结构,所述裁断结构将第一料卷裁断,所述贴胶结构将第一料卷裁断后的两端粘连。
11.作为一种优选的技术方案,所述第一张力控制组件包括有张力控制结构、张力传感器和料卷测长结构,所述料卷测长结构检测第一料卷的位置,所述张力传感器感应第一料卷的张力,所述张力控制结构调整第一料卷的张力。
12.作为一种优选的技术方案,所述复合组件包括有并膜结构、预热结构和复合结构,所述并膜结构将隔膜压紧于第一料卷的两侧,所述预热结构将隔膜提前预热,所述复合结构将第一料卷和隔膜复合形成复合料卷。
13.作为一种优选的技术方案,所述检测组件包括有第一检测结构、第二检测结构和检测缓存结构,所述第一检测结构检测复合料卷的一面,所述第二检测结构检测复合料卷的另一面,所述检测缓存结构对复合料卷进行缓存。
14.作为一种优选的技术方案,所述送料组件包括有送料纠偏结构、压花结构和送料结构,所述送料纠偏结构对第二料卷进行纠偏,所述压花结构对第二料卷压制纹路,所述送料结构将第二料卷移送至所述卷绕组件。
15.本实用新型的有益效果在于:上述裁断后复合的复合电芯卷绕设备,该卷绕方式首先将隔膜复合至第一料卷的两端形成复合料卷,可以加强第一料卷的刚性,避免第一料卷卷绕时打皱,能够保证电芯拐角处不掉粉,提高正负极头部整齐度,提高电芯的品质和安全性,在料卷切断位置贴胶纸可以保证料卷断口毛刺不外漏刺穿隔膜,料卷端部不起卷,同时可以使第一料卷端部不起卷,采用该复合料卷卷绕形成的电芯,使两个料卷中间存在一定片长的隔膜,保证后续卷绕工序的正常运行,提高复合效率,检测组件能够检测复合料卷的打皱情况,识别出不良品并排除,卷绕组件无需停机裁剪复合料卷并固定复合料卷的端部,能够提高卷绕效率。
附图说明
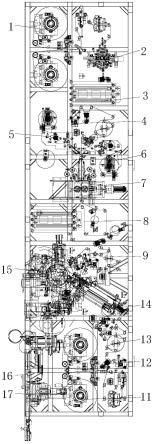
16.图1为本实用新型涉及的裁断后复合的复合电芯卷绕设备的结构示意图;
17.图2为本实用新型涉及的裁断后复合的复合电芯卷绕设备的部分结构示意图一;
18.图3为本实用新型涉及的裁断后复合的复合电芯卷绕设备的部分结构示意图二;
19.图4为本实用新型涉及的复合电芯的端部示意图;
20.图5为本实用新型涉及的复合电芯的工艺流程图。
具体实施方式
21.为了使本实用新型的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本实用新型,并不用于限定本实用新型。
22.如图1和图4所示,一种裁断后复合的复合电芯卷绕设备,包括有第一放卷组件1、
裁断贴胶组件2、第一纠偏组件3、第一张力控制组件4、第一隔膜放卷组件5、第二隔膜放卷组件6、复合组件7、检测组件8、第二张力控制组件9、第二放卷组件11、第二纠偏组件12、第三张力控制组件13、送料组件14、卷绕组件15、下料皮带线16和预压组件17,第一放卷组件1将第一料卷a放卷至裁断贴胶组件2,裁断贴胶组件2将第一料卷a裁断,并通过贴合胶纸e将裁断后的两段第一料卷a的端部粘连,且粘连一端面或者两端面,随后依次移动至第一纠偏组件3和第一张力控制组件4后移送至复合组件7,两段隔膜b分别从第一隔膜放卷组件5和第二隔膜放卷组件6放卷至复合组件7,且置于第一料卷a的两端,复合组件7将隔膜b复合至第一料卷a的两端形成复合料卷c,复合料卷c经过检测组件9和第二张力控制组件9后,传送至卷绕组件15,第二放卷组件11将第二料卷d放卷,第二料卷d依次经过第二纠偏组件12、第三张力控制组件13和送料组件14后,传送至卷绕组件15,卷绕组件15将复合料卷c和第二料卷d卷绕形成电芯并下料至下料皮带线16上,下料皮带线16将电芯移动至预压组件17处进行预压,上述卷绕方式首先将隔膜b复合至第一料卷a的两端形成复合料卷c,可以加强第一料卷a的刚性,避免第一料卷a卷绕时打皱,能够保证电芯拐角处不掉粉,提高正负极头部整齐度,提高电芯的品质和安全性,在料卷a切断位置贴胶纸c可以保证料卷a断口毛刺不外漏刺穿隔膜b,料卷a端部不起卷,同时可以使第一料卷a端部不起卷,采用该复合料卷c卷绕形成的电芯,使两个料卷a中间存在一定片长的隔膜b,保证后续卷绕工序的正常运行,提高复合效率,检测组件8能够检测复合料卷c的打皱情况,识别出不良品并排除,卷绕组件15无需停机裁剪复合料卷c并固定复合料卷c的端部,能够提高卷绕效率。在本实施例中,第一料卷a和第二料卷d为极片或者箔材,第一料卷a优选为负极片,第二料卷d优选为正极片,则复合料卷c为两层隔膜b复合于负极片两端面的复合极片。
23.请结合图2和图4所示,具体的,第一放卷组件1包括有第一放卷结构101、第一放卷缓存结构102和第一毛刷除尘结构103,第一放卷结构101将第一料卷a放卷,第一料卷a经过第一放卷缓存结构102传动至第一毛刷除尘结构103对第一料卷a的表面清理除尘。
24.具体的,裁断贴胶组件2包括有裁断结构和贴胶结构,裁断结构将从第一放卷组件1放卷过来的第一料卷a裁断形成两段第一料卷a,贴胶结构贴合胶纸e将两段第一料卷a的端部粘连,且胶纸e可贴合第一料卷a的一端面或者两端面,使料卷a可以连续复合。
25.具体的,第一纠偏组件3包括有第一纠偏结构31和第一牵引结构32,第一纠偏结构31能够于放卷后对第一料卷a进行纠偏,保证第一料卷a与隔膜b的复合精度,第一牵引结构32将第一料卷a牵拉至第一张力控制组件3。
26.具体的,第一张力控制组件4包括有第一张力控制结构41、第一张力传感器42和第一料卷测长结构43,第一料卷a依次经过第一张力控制结构41、第一张力传感器42和第一料卷测长结构43,第一料卷测长结构43检测第一料卷a的位置,第一张力传感器42感应第一料卷a的张力,第一张力控制结构41调整第一料卷a的张力。
27.具体的,第一隔膜放卷组件5包括有第一隔膜放卷结构51、第一隔膜张力控制结构52和隔膜测长结构53,隔膜b通过第一隔膜放卷结构51放卷,经第一隔膜张力控制结构52和隔膜测长结构53后传动至第一料卷a的一侧,第一隔膜张力控制结构52调整隔膜b的张力,隔膜测长结构53检测隔膜b的位置。
28.具体的,第二隔膜放卷组件6包括有第二隔膜放卷结构61和第二隔膜张力控制结构62,隔膜b通过第二隔膜放卷结构61放卷,经第二隔膜张力控制结构62后传动至第一料卷
a的另一侧,第二隔膜张力控制结构62调整隔膜b的张力。
29.具体的,复合组件7包括有并膜结构71、预热结构72和复合结构73,并膜结构71将两层隔膜b预先压紧于第一料卷a的两侧,保证第一料卷a与隔膜b的相对位置不发生变化,预热结构72将隔膜b提前预热,可以提高复合线速度,进而提高复合效率,复合结构73将第一料卷a和隔膜b复合形成复合料卷c,保证第一料卷a与隔膜b复合后不脱落、不起拱、无气泡。复合结构73包括有电磁加热轴、主驱电机、除尘刮刀和擦辊,主驱电机驱动电磁加热轴旋转,第一料卷a和隔膜b经过两个电磁加热轴之间复合形成复合料卷c,除尘刮刀和擦辊对电磁加热轴除尘,使电磁加热轴保持清洁,减少复合过程中粘贴的粉尘和颗粒从而影响复合效果。
30.具体的,检测组件8包括有第一检测结构81、第二检测结构82和检测缓存结构83,第一检测结构81检测复合料卷c的一面,第二检测结构82检测复合料卷c的另一面,第一检测结构81和第二检测结构82检测出复合料卷c上存在打皱的情况,将存在打皱的复合料卷c视为不良品,检测缓存结构83将复合料卷c缓存。
31.请结合图3和图4所示,具体的,第二张力控制组件9包括有第二张力控制结构91、第二张力传感器92和第二料卷测长结构93,复合料卷c依次经过第二张力控制结构91、第二张力传感器92和第二料卷测长结构93,第二料卷测长结构93检测复合料卷c的位置,第二张力传感器92感应复合料卷c的张力,第二张力控制结构91调整复合料卷c的张力。
32.具体的,第二放卷组件11包括有第二放卷结构111、第二放卷缓存结构112和第二毛刷除尘结构113,第二放卷结构111将第二料卷d放卷,第二料卷d经过第二放卷缓存结构112传动至第二毛刷除尘结构113对第二料卷d的表面清理除尘。
33.具体的,第二纠偏组件12包括有第二纠偏结构121和第二牵引结构122,第二纠偏结构121能够于放卷后对第二料卷d进行纠偏,保证第二料卷d的卷绕精度,第二牵引结构122将第二料卷d牵拉至第三张力控制组件13。
34.具体的,第三张力控制组件13包括有第三张力控制结构131、第三张力传感器132和第三料卷测长结构133,第二料卷d依次经过第三张力控制结构131、第三张力传感器132和第三料卷测长结构133,第三料卷测长结构133检测第二料卷d的位置,第三张力传感器132感应第二料卷d的张力,第三张力控制结构131调整第二料卷d的张力。
35.具体的,送料组件14包括有送料纠偏结构141、压花结构142和送料结构143,送料纠偏结构141对第二料卷d进行纠偏,保证第二料卷d入料时位置的精度,压花结构142对第二料卷d压制纹路,送料结构143将第二料卷d移送至卷绕组件15进行卷绕。
36.具体的,卷绕组件15包括有第一入片结构151、第二入片结构152、卷绕结构157、切刀结构153、贴尾胶结构154、下料结构155和对齐度检测结构156,第一入片结构151接收复合料卷c并进行纠偏后传送至卷绕结构157,第二入片结构152接收第二料卷d并进行纠偏后传送至卷绕结构157,对齐度检测结构156检测复合料卷c和第二料卷d是否对齐,卷绕结构157将复合料卷c和第二料卷卷d绕形成电芯,切刀结构153将复合料卷c上仅复合两侧隔膜b处裁断,贴尾胶结构154将尾胶贴附于电芯表面,下料结构155将完成贴尾胶的电芯下料并向卷绕结构157上料胶纸e。第一入片结构151包括有入片检测结构1511和入片纠偏结构1512,入片检测结构1511检测复合料卷c的位置,入片纠偏结构1512对复合料卷c纠偏。卷绕结构157可以通过胶纸e粘附复合料卷c的端部直接起卷,无需停机固定复合料卷c的端部,
可以节省停机时间,提高卷绕效率,切刀结构153可以在卷绕结构157换工位的过程中切断复合料卷c,无需停机进行裁剪,提高卷绕效率。
37.如图5所示,本实用新型还提供另外一种实施方案,一种上述复合电芯的生产方法,包括以下步骤:
38.步骤1、第一料卷a放卷,对第一料卷a进行缓存,清除第一料卷a两端面的粉尘,避免第一料卷a表面粘有粉尘,使第一料卷a的表面保持平整;
39.步骤2、第一料卷a裁断,通过胶纸e将两段第一料卷a的端部粘连,使第一料卷a可以连续卷绕,胶纸e粘附于第一料卷a的一端面或者两端面;
40.步骤3、牵引第一料卷a,并对第一料卷a缓冲,避免由于裁剪与复合的速度不同步,从而导致第一料卷a产生撕扯或者打皱;
41.步骤4、对第一料卷a进行纠偏,保证第一料卷a裁断后的相对位置保持不变;
42.步骤5、牵引第一料卷a,检测并调整第一料卷a的张力保持恒定,以保证复合的质量;
43.步骤6、测量第一料卷a长度,确定第一料卷a的位置,以确保隔膜b与第一料卷a的位置保持一致;
44.步骤7、隔膜b放卷,检测并调整隔膜b的张力保持恒定,以保证复合的质量;
45.步骤8、测量隔膜b长度,确定隔膜b的位置,以确保隔膜b与第一料卷a的位置保持一致;
46.步骤9、将步骤8中的隔膜b预压至步骤6中的第一料卷a的两侧并预热后,辊压复合形成复合料卷c;
47.步骤10、检测复合料卷c的两端并对复合料卷c缓冲,可以识别并排除不及格的复合料卷c,对复合料卷c缓冲可以避免由于裁剪与复合的速度不同步,从而导致第一料卷a产生撕扯或者打皱;
48.步骤11、测量复合料卷c长度,确定复合料卷c的位置,以确保复合料卷c与第二料卷d的位置保持一致;
49.步骤12、牵引复合料卷a,检测并调整第一料卷a的张力保持恒定,以保证复合的质量;
50.步骤13、对复合料卷c进行卷绕前纠偏并传输至卷绕工位,保证复合料卷c卷绕前的相对位置保持不变;
51.步骤14、第二料卷d放卷,对第二料卷d进行缓存,清除第二料卷d两端面的粉尘,避免第二料卷d表面粘有粉尘,使第二料卷d的表面保持平整;
52.步骤15、对第二料卷d进行纠偏,保证第二料卷d放卷后的位置保持不变,检测并调整第二料卷d的张力保持恒定,以保证复合的质量;
53.步骤16、测量第二料卷d长度,确定第二料卷d的位置,以确保第二料卷d和复合料卷c的位置保持一致,对第二料卷d进行二次纠偏;
54.步骤17、将第二料卷d裁断后进行纠偏,并传输至卷绕工位;
55.步骤18、于卷绕工位上将步骤13的复合料卷c和步骤17的第二料卷d卷绕并裁断形成电芯,并传输至贴胶工位;
56.步骤19,于贴胶工位上向电芯贴上胶纸,并传输至下料工位;
57.步骤20,于下料工位上将完成贴胶后的电芯下料。
58.以上所述实施例,只是本实用新型的较佳实例,并非来限制本实用新型的实施范围,故凡依本实用新型申请专利范围所述的构造、特征及原理所做的等效变化或修饰,均应包括于本实用新型专利申请范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1