一种适用于方壳电芯CTP成组工艺电池包制作装置的制作方法
一种适用于方壳电芯ctp成组工艺电池包制作装置
技术领域
1.本实用新型涉及电池零部件设备领域,具体涉及一种适用于方壳电芯ctp成组工艺电池包制作装置。
背景技术:
2.动力电池成本占整车成本的40%,甚至还要更多,降低动力电池成本一直是电池供应商和主机厂的重要任务之一。现有的电池pack结构,通常由“电芯-模组-整包”的三级结构组成。若干个电芯组合在一起,被称为“模组”;若干个模组组合在一起,再加上bms、配电模块等零部件,就成为“电池pack”。为动力电池降本,主要手段之一就是减少“模组”的成本,但如今这种手段已经到了瓶颈期。
3.ctp技术全称cell to pack,也叫无模组技术,现有两种不同的技术路线。一是彻底取消模组的方案,以比亚迪刀片电池为代表;二是小模组整合为大模组的方案,以宁德时代ctp技术为代表。此外,比亚迪刀片电池专攻磷酸铁锂电池,宁德时代则以高镍三元锂电池为主。
4.目前,公开号为cn216323015u的中国专利公开了一种ctp大模组的专用压胶设备,它包括框架,框架上固定有横架,横架上固定有气缸一,气缸一的输出端连接有气缸二,气缸二的输出端安装有连接板,框架上还固定有轨道,轨道上滑动安装有滑座,连接板另一端与滑座连接,滑座上设置有若干气缸三,气缸三输出端安装有压块;还包括移动小车,所述移动小车顶部连接有放置槽。
5.这种ctp大模组的专用压胶设备虽然其结构简单,通过机械装置代替人工摊胶的方式,提高生产效率,并且可适应不同产品,但是往往方壳模组成组方式成组复杂、效率低、失效率高,模组能量密度低。
技术实现要素:
6.本实用新型的一目的是提供一种适用于方壳电芯ctp成组工艺电池包制作装置,其具有实现电芯在无其他结构件条件下装入箱体,且达到与箱体紧配合的优点。
7.本实用新型的上述技术目的是通过以下技术方案得以实现的:
8.一种适用于方壳电芯ctp成组工艺电池包制作装置,包括底座,所述底座上设有压紧装置,所述压紧装置上还设有夹紧吊装组件,所述夹紧吊装组件包括两端设有的吊板、位于吊板之间且贯穿吊板的连接杆、位于吊板一侧设有与连接杆连接的固定螺栓、位于连接杆上设有的限位螺母、位于连接杆上方设有的横板、位于吊板上设有若干竖直向下的滑槽、位于滑槽内设有的滑杆及位于吊板上设有与滑杆连接的固定杆,所述夹紧吊装组件下方还设有工位组件。
9.进一步设置:所述工位组件包括位于底座上设有的工位槽、位于工位槽两端设有的卡块、位于卡块上设有的沿边、位于沿边上设有与滑杆匹配的放置口及位于卡块表面设有的折叠槽。
10.进一步设置:所述压紧装置包括位于底座上设有的支撑架、位于支撑架上设有的挡板、位于挡板上贯穿设有的丝杠、位于丝杠顶端设有的挤压块及位于挤压块上设有的横压杆。
11.进一步设置:所述固定杆上还设有插销,所述卡块上还设有与插销匹配的插孔。
12.进一步设置: 所述底座上远离挤压装置一端还设有稳固装置,所述稳固装置包括位于底座上的稳固座、位于稳固座上设有的阻挡板、贯穿阻挡板上设有的螺杆及位于螺杆顶端设有的阻块。
13.进一步设置:所述底座上还设有滑移装置,所述滑移装置包括位于底座上设有的滑动槽、位于滑动槽上设有的滑块及位于滑块上设有与挤压块连接横块。
14.进一步设置:所述横板上设有与吊板固定连接的吊环。
15.进一步设置:所述横板上设有用于供给电芯极穿过的若干贯穿孔。
16.综上所述,本实用新型具有以下有益效果:实现电芯在无其他结构件条件下装入箱体,且达到与箱体紧配合,取消传统模组上的钢带、端板、侧板等装配组件,提高成组效率,实现ctp电池包成组工艺方式,无模组结构件条件下仍可满足码堆整齐、无错位挤压,最终满足后续工序加工(设计尺寸要求、压紧力要求、焊接平面度要求),同时使得ctp电池包自动化生产效率高。
附图说明
17.下面结合附图对本实用新型进一步说明。
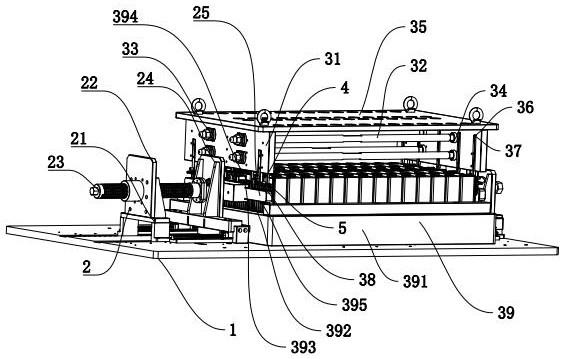
18.图1是适用于方壳电芯ctp成组工艺电池包制作装置整体结构图;
19.图2是适用于方壳电芯ctp成组工艺电池包制作装置整体另一角度结构示意图。
20.图中,1、底座;2、压紧装置;21、支撑架;22、挡板;23、丝杠;24、挤压块;25、横压杆;3、夹紧吊装组件;31、吊板;32、连接杆;33、固定螺栓;34、限位螺母;35、横板;36、滑槽;37、滑杆;38、固定杆;39、工位组件;391、工位槽;392、卡块;393、沿边;394、放置口;395、折叠槽;4、插销;5、插孔;6、稳固装置;61、稳固座;62、阻挡板;63、螺杆;64、阻块;7、滑移装置;71、滑动槽;72、滑块;73、横块;8、吊环;9、贯穿孔。
具体实施方式
21.下面结合附图对本实用新型的具体实施方式做进一步说明。
22.本实用新型所采用的技术方案是:一种适用于方壳电芯ctp成组工艺电池包制作装置,如图1及图2所示,包括底座1,底座1上设有压紧装置2,压紧装置2包括位于底座1上设有的支撑架21,在支撑架21上设有的挡板22,而挡板22上贯穿设有的丝杠23,丝杠23顶端设有挤压块24,同时挤压块24上设有横压杆25,在压紧装置2上还设有夹紧吊装组件3,夹紧吊装组件3包括两端设有的吊板31,在吊板31之间设有贯穿吊板31的连接杆32,而在吊板31一侧设有与连接杆32连接的固定螺栓33,同时在连接杆32上设有限位螺母34,连接杆32上方设有两端与吊板31通过吊环8连接的横板35,横板35上设有用于供给电芯极穿过的若干贯穿孔9。同时吊板31上设有若干竖直向下的滑槽36,而滑槽36内设有滑杆37,同时在吊板31上设有与滑杆37连接的固定杆38。
23.夹紧吊装组件3下方还设有工位组件39,工位组件39包括位于底座1上设有的工位
槽391,在工位槽391两端设有的卡块392,而卡块392上设有沿边393,在沿边393上设有与滑杆37匹配的放置口394,同时在卡块392表面设有折叠槽395,固定杆38上还设有插销4,而卡块392上还设有与插销4匹配的插孔5,底座1上远离挤压装置一端还设有稳固装置6,稳固装置6包括位于底座1上的稳固座61、位于稳固座61上设有的阻挡板6222、贯穿阻挡板6222上设有的螺杆63及位于螺杆63顶端设有的阻块64,在底座1上还设有滑移装置7,滑移装置7包括位于底座1上设有朝向工位组件39的滑动槽71,在滑动槽71上设有的滑块72,而滑块72上设有与挤压块24连接横块73。
24.其主要工作原理如下:首先把电芯装配挤压工装安装工艺要求进行安装调试(达到设计工艺要求),其次把电芯按照1p28s方式摆放在工位组件39上(电芯之间粘贴双面胶)
25.,接着安装模组电芯档条、旋转丝杠23压紧电芯(整体电芯压紧后小于设计整体电芯长度2mm-3mm),安装夹紧吊装组件3,夹紧整个电芯(锁紧模组拉杆),保证整个电芯长度小于步骤“2”压紧长度1mm-2mm,安装模组吊板31,同时安装横板35,安装模组吊环8后,松开丝杆,吊起整个电芯,箱体电芯安装面涂胶(厚度控制在1mm
±
0.2),把模组吊装入箱(端板上有限位),模组电芯入箱后、松开模组拉杆(不完全松掉),吊出夹紧吊装工装组件,模组电芯入箱完成后,用模组吊装板压平电芯,确保电芯极柱面在同一水平面上(满足焊接平面度要求),模组入箱完成后,安装汇流排,整体进行焊接电芯和fpc采样板。
26.以上是本实用新型的较佳实施例而已,并非对本实用新型作任何形式上的限制,凡是依据本实用新型的技术实质对以上实施例所做的任何简单修改、等同变化与修饰,均属于实用新型技术方案的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1