一种聚酰亚胺薄膜绕包绝缘电线涂漆装置的制作方法
1.本实用新型涉及电线涂漆技术领域,具体为一种聚酰亚胺薄膜绕包绝缘电线涂漆装置。
背景技术:
2.聚酰亚是综合性能最佳的有机高分子材料之一,耐热性好,具有良好的绝缘性能,因此缩聚型聚酰亚胺常用来制造聚酰亚胺薄膜和涂料,并使用在绝缘电线方面,但是现有的绝缘电线涂漆装置,部分在使用时采用喷漆处理,喷头喷淋处于牵引的绝缘电线外表面,实现流水线式涂漆作业,但是喷头装置的单个喷点部位固定,无法移动,即使圆周阵列型喷点分布也会因喷点间隔间距的存在导致对绝缘电线的外侧面的喷漆覆盖度不够全面,使绝缘电线喷漆未能达到理想效果,同时部分装置通过静置的方式对绝缘电线进行自然冷却,导致装置对绝缘电线的冷却效率低,降低装置涂漆效率,为此,我们提出一种聚酰亚胺薄膜绕包绝缘电线涂漆装置。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种聚酰亚胺薄膜绕包绝缘电线涂漆装置,该装置能够通过喷漆部位围绕绝缘电线自动往复旋转,从而使得绝缘电线喷漆均匀,同时装置通过烘干冷却从而加速绝缘电线的外侧的喷漆的冷却成型速度,提高生产效率,使用方便,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种聚酰亚胺薄膜绕包绝缘电线涂漆装置,包括操作台和输送机构;
5.操作台:其上表面左侧设有涂漆箱,涂漆箱的前后两壁分别设有导向滑轨,两个导向滑轨之间滑动连接有一个滑环,滑环的内侧设有环形喷漆管,环形喷漆管的内壁开设有均匀分布的喷漆口,环形喷漆管的外壁贯穿设有输漆管,输漆管的中部穿过滑环,输漆管的上端与涂漆箱的顶壁开设的矩形槽滑动连接;
6.输送机构:其设置于操作台的上表面,该装置能够通过喷漆部位围绕绝缘电线自动往复旋转,从而使得绝缘电线喷漆均匀,同时装置通过烘干冷却从而加速绝缘电线的外侧的喷漆的冷却成型速度,提高生产效率,使用方便。
7.进一步的,还包括单片机,所述单片机位于操作台的外侧,单片机的输入端与外部电源电连接,控制电器元件方便。
8.进一步的,所述输送机构包括转动电机、固定座、收料辊、转轴、链轮、链条和送料辊,所述固定座分别对称设置于操作台的上表面左右两端,纵向相邻的两个操作台之间均通过轴承转动连接有转轴,右侧前端的固定座的前表面设有转动电机,转动电机的输入端与单片机的输出端电连接,转动电机的输出轴与右侧的转轴的前端固定连接,转轴的后端均设有链轮,两个链轮通过链条传动连接,左侧的转轴的外侧设有送料辊,右侧的转轴的外侧设有收料辊,对聚酰亚胺薄膜绕包绝缘电线进行输送与收料。
9.进一步的,所述涂漆箱的上表面对称设有定位座,后侧的定位座的前侧设有电动伸缩杆,电动伸缩杆的输入端与单片机的输出端电连接,电动伸缩杆的伸缩端设有推片,前侧的定位座的中部的弧形圆孔内滑动连接有弧形导向杆,弧形导向杆所在圆的圆心与环形喷漆管的圆心重合,弧形导向杆的后端设有固定片,前侧的定位座与固定片之间设有回弹弹簧,回弹弹簧与弧形导向杆的外侧面活动套接,推片的内弧面与输漆管的外侧面接触,固定片与输漆管固定连接,使得装置往复转动对聚酰亚胺薄膜绕包绝缘电线的外侧进行均匀喷漆。
10.进一步的,所述操作台的上表面中部设有烘干框,烘干框的前后两壁之间设有回形金属加热管,回形金属加热管的输入端与单片机的输出端电连接,对喷漆后的聚酰亚胺薄膜绕包绝缘电线的漆面进行烘干成型。
11.进一步的,所述操作台的上表面中部右侧设有风冷机,风冷机的输入端与单片机的输出端电连接,对成型后的聚酰亚胺薄膜绕包绝缘电线的漆面进行冷却。
12.进一步的,所述操作台的上表面设有对称分布的u形架,u形架的前后两壁均开设有对称分布的通孔,通孔的内部均滑动连接有导向柱,竖向相邻的两个导向柱之间均设有定位片,u形架的内侧与定位片的外弧面之间均对称设有第一弹簧,第一弹簧均与相邻的导向柱的外侧面活动套接,对聚酰亚胺薄膜绕包绝缘电线进行自适应夹持,使其处于装置中心部位。
13.与现有技术相比,本实用新型的有益效果是:本聚酰亚胺薄膜绕包绝缘电线涂漆装置,具有以下好处:
14.1、单片机启动转动电机,第一电机带动右侧的转轴转动,右侧的转轴带动右侧的链轮转动,右侧的链轮通过链条带动左侧的链轮转动,左侧的链轮通过左侧的转轴带动送料辊转动,送料辊将聚酰亚胺薄膜绕包绝缘电线向右侧输送,通过收料辊进行转动收集,单片机启动回形金属加热管对聚酰亚胺薄膜绕包绝缘电线的外侧涂漆进行烘干,随后通过单片机启动风冷机对聚酰亚胺薄膜绕包绝缘电线的外侧涂漆进行冷却降温,实现对聚酰亚胺薄膜绕包绝缘电线的自动化输送,并对涂漆后的聚酰亚胺薄膜绕包绝缘电线进行烘干、冷却并收料。
15.2、单片机启动电动伸缩杆,电动伸缩杆的伸缩端带动推片前移,推片带动输漆管的上端反转,输漆管带动环形喷漆管通过滑环围绕导向滑轨转动,同时回弹弹簧收缩,固定片通过弧形导向杆向前反转,当电动伸缩杆的伸缩端后移时,回弹弹簧复位,通过固定片带动输漆管正转,从而使得环形喷漆管通过往复式正反转对聚酰亚胺薄膜绕包绝缘电线的外侧面进行均匀的喷漆,装置能够通过喷漆部位围绕绝缘电线自动往复旋转,从而使得绝缘电线喷漆均匀。
附图说明
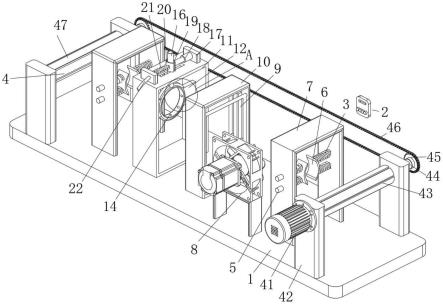
16.图1为本实用新型结构示意图;
17.图2为本实用新型a处放大结构示意图。
18.图中:1操作台、2单片机、3第一弹簧、4输送机构、41转动电机、42固定座、43收料辊、44转轴、45链轮、46链条、47送料辊、5导向柱、6定位片、7u形架、8风冷机、9回形金属加热管、10烘干框、11涂漆箱、12导向滑轨、13环形喷漆管、14喷漆口、15滑环、16输漆管、17定位
座、18电动伸缩杆、19推片、20固定片、21回弹弹簧、22弧形导向杆。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
20.请参阅图1-2,本实施例提供一种技术方案:一种聚酰亚胺薄膜绕包绝缘电线涂漆装置,包括操作台1和输送机构4;
21.操作台1:其上表面左侧设有涂漆箱11,涂漆箱11的前后两壁分别设有导向滑轨12,两个导向滑轨12之间滑动连接有一个滑环15,滑环15的内侧设有环形喷漆管13,环形喷漆管13的内壁开设有均匀分布的喷漆口14,环形喷漆管13的外壁贯穿设有输漆管16,输漆管16的中部穿过滑环15,输漆管16的上端与涂漆箱11的顶壁开设的矩形槽滑动连接,还包括单片机2,单片机2位于操作台1的外侧,单片机2的输入端与外部电源电连接,操作台1的上表面中部设有烘干框10,烘干框10的前后两壁之间设有回形金属加热管9,回形金属加热管9的输入端与单片机2的输出端电连接,操作台1的上表面中部右侧设有风冷机8,风冷机8的输入端与单片机2的输出端电连接,操作台1的上表面设有对称分布的u形架7,u形架7的前后两壁均开设有对称分布的通孔,通孔的内部均滑动连接有导向柱5,竖向相邻的两个导向柱5之间均设有定位片6,u形架7的内侧与定位片6的外弧面之间均对称设有第一弹簧3,第一弹簧3均与相邻的导向柱5的外侧面活动套接,在对聚酰亚胺薄膜绕包绝缘电线进行涂漆时,首先将操作台1放置到指定位置,将聚酰亚胺薄膜绕包绝缘电线放置到送料辊47上,通过定位片6承受的第一弹簧3对其施加的弹力,对其进行挤压限位,从而使得聚酰亚胺薄膜绕包绝缘电线在涂漆过程中一直处于装置的中部,将输漆管16与外部的输漆气泵相连通,聚酰亚胺薄膜绕包绝缘电线进入烘干框10的内部,单片机2启动回形金属加热管9对聚酰亚胺薄膜绕包绝缘电线的外侧涂漆进行烘干,随后通过单片机2启动风冷机8对聚酰亚胺薄膜绕包绝缘电线的外侧涂漆进行冷却降温,装置通过烘干冷却从而加速绝缘电线的外侧的喷漆的冷却成型速度,提高生产效率,使用方便;
22.输送机构4:其设置于操作台1的上表面,输送机构4包括转动电机41、固定座42、收料辊43、转轴44、链轮45、链条46和送料辊47,固定座42分别对称设置于操作台1的上表面左右两端,纵向相邻的两个操作台1之间均通过轴承转动连接有转轴44,右侧前端的固定座42的前表面设有转动电机41,转动电机41的输入端与单片机2的输出端电连接,转动电机41的输出轴与右侧的转轴44的前端固定连接,转轴44的后端均设有链轮45,两个链轮45通过链条46传动连接,左侧的转轴44的外侧设有送料辊47,右侧的转轴44的外侧设有收料辊43,随后单片机2启动转动电机41,第一电机41带动右侧的转轴44转动,右侧的转轴44带动右侧的链轮45转动,右侧的链轮45通过链条46带动左侧的链轮45转动,左侧的链轮45通过左侧的转轴44带动送料辊47转动,送料辊47将聚酰亚胺薄膜绕包绝缘电线向右侧输送穿过纵向相邻的两个定位片6的中心,最后通过收料辊43进行转动收集,自动对聚酰亚胺薄膜绕包绝缘电线进行输送和收集;
23.其中,涂漆箱11的上表面对称设有定位座17,后侧的定位座17的前侧设有电动伸
缩杆18,电动伸缩杆18的输入端与单片机2的输出端电连接,电动伸缩杆18的伸缩端设有推片19,前侧的定位座17的中部的弧形圆孔内滑动连接有弧形导向杆22,弧形导向杆22所在圆的圆心与环形喷漆管13的圆心重合,弧形导向杆22的后端设有固定片20,前侧的定位座17与固定片20之间设有回弹弹簧21,回弹弹簧21与弧形导向杆22的外侧面活动套接,推片19的内弧面与输漆管16的外侧面接触,固定片20与输漆管16固定连接,当聚酰亚胺薄膜绕包绝缘电线通过涂漆箱11时,单片机2启动电动伸缩杆18,电动伸缩杆18的伸缩端带动推片19前移,推片19带动输漆管16的上端反转,输漆管16带动环形喷漆管13通过滑环15围绕导向滑轨12转动,同时回弹弹簧21收缩,固定片20通过弧形导向杆22向前反转,当电动伸缩杆18的伸缩端后移时,回弹弹簧21复位,通过固定片20带动输漆管16正转,从而使得环形喷漆管13通过往复式正反转对聚酰亚胺薄膜绕包绝缘电线的外侧面进行均匀的喷漆,装置能够通过喷漆部位围绕绝缘电线自动往复旋转,从而使得绝缘电线喷漆均匀。
24.本实用新型提供的一种聚酰亚胺薄膜绕包绝缘电线涂漆装置的工作原理如下:在对聚酰亚胺薄膜绕包绝缘电线进行涂漆时,首先将操作台1放置到指定位置,将聚酰亚胺薄膜绕包绝缘电线放置到送料辊47上,随后单片机2启动转动电机41,第一电机41带动右侧的转轴44转动,右侧的转轴44带动右侧的链轮45转动,右侧的链轮45通过链条46带动左侧的链轮45转动,左侧的链轮45通过左侧的转轴44带动送料辊47转动,送料辊47将聚酰亚胺薄膜绕包绝缘电线向右侧输送穿过纵向相邻的两个定位片6的中心,通过定位片6承受的第一弹簧3对其施加的弹力,对其进行挤压限位,从而使得聚酰亚胺薄膜绕包绝缘电线在涂漆过程中一直处于装置的中部,将输漆管16与外部的输漆气泵相连通,当聚酰亚胺薄膜绕包绝缘电线通过涂漆箱11时,单片机2启动电动伸缩杆18,电动伸缩杆18的伸缩端带动推片19前移,推片19带动输漆管16的上端反转,输漆管16带动环形喷漆管13通过滑环15围绕导向滑轨12转动,同时回弹弹簧21收缩,固定片20通过弧形导向杆22向前反转,当电动伸缩杆18的伸缩端后移时,回弹弹簧21复位,通过固定片20带动输漆管16正转,从而使得环形喷漆管13通过往复式正反转对聚酰亚胺薄膜绕包绝缘电线的外侧面进行均匀的喷漆,随后聚酰亚胺薄膜绕包绝缘电线进入烘干框10的内部,单片机2启动回形金属加热管9对聚酰亚胺薄膜绕包绝缘电线的外侧涂漆进行烘干,随后通过单片机2启动风冷机8对聚酰亚胺薄膜绕包绝缘电线的外侧涂漆进行冷却降温,随后通过收料辊43进行转动收集,以此实现对聚酰亚胺薄膜绕包绝缘电线的自动化输送、涂漆、烘干、冷却并进行收料。
25.值得注意的是,以上实施例中所公开的单片机2可采用cop8cbe9,转动电机41可采用y90s-2,风冷机8可采用f4-72,回形金属加热管9可采用双头电热管,电动伸缩杆18可采用xtl100,单片机2控制转动电机41、风冷机8、回形金属加热管9和电动伸缩杆18工作均采用现有技术中常用的方法。
26.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其它相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1