自动装卸层压框和层压框自动回流的光伏板输送线的制作方法
1.本实用新型涉及光伏板输送线领域,尤其是自动装卸层压框和层压框自动回流的光伏板输送线。
背景技术:
2.现有太阳能组件制造技术中,光伏双玻组件由上下两片玻璃和夹层的太阳能电池片组成的复合光伏电池组件。上下玻璃和太阳能电池之间需要用封装胶膜固化玻璃和电池片,在此之前需要对封装胶膜溶胶,经过层压(挤压),然后固化。目的是防止电池板氧化等降低光伏组件寿命。在光伏板运输过程中,需要将光伏板安装在层压框内,当光伏板到达目的地后再将层压框取下。而现在将光伏板装卸层压框都是人工操作完成,不但效率较低、产品良率低,而且安装的准确性差。
技术实现要素:
3.本实用新型要解决的技术问题是:为了解决背景技术中描述的技术问题,本实用新型提供了一种自动装卸层压框和层压框自动回流的光伏板输送线。通过层压框装载机构将层压框装配到光伏板上,通过光伏板水平传送台将光伏板进行传输。当光伏板到达目的地后,层压框拆卸机构自动将层压框从光伏板上拆下,最后经由层压框检测机构和层压框排废机构将不合格的层压框从层压框回流线输送至不良品区的推车上。本技术提高了光伏板装卸层压框的工作效率和准确性,从而提高产品良率降低企业成本。
4.本实用新型解决其技术问题所采用的技术方案是:
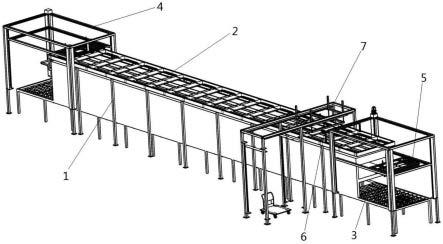
5.一种自动装卸层压框和层压框自动回流的光伏板输送线,包括机架、层压框回流线、光伏板水平传送台、层压框装载机构、层压框拆卸机构、层压框检测机构、层压框排废机构,所述机架由上到下依次安装有用于传送层压框的层压框回流线和用于传送装了层压框的光伏板的光伏板水平传送台,机架两端分别安装有用于将层压框装上光伏板的层压框装载机构和用于将层压框从光伏板上拆下的层压框拆卸机构,层压框回流线上方设有层压框检测机构和层压框排废机构。
6.具体地,所述层压框装载机构和层压框拆卸机构均由滑座、单杆动力缸、框体、定位板、夹爪、升降动力缸、支座、升降框、丝杆机构、升降丝杆机构组成,支座固定在机架上,升降框滑配连接在支座内,支座内安装有升降丝杆机构,升降丝杆机构的螺母与升降框相连,滑座滑配连接在升降框内,升降框内安装有丝杆机构,丝杆机构的螺母与滑座相连,单杆动力缸的缸体铰接在滑座上,单杆动力缸的活塞杆铰接在框体一侧,框体相对的另一侧铰接在滑座上,框体相对的两侧上分布固定有数个夹爪,滑座上固定有数个升降动力缸,升降动力缸的活塞杆连接在定位板上。
7.具体地,所述层压框检测机构由x轴水平直线模组、y轴水平直线模组、ccd相机组成,x轴水平直线模组的缸体固定在机架上,x轴水平直线模组的滑座上固定有y轴水平直线模组,y轴水平直线模组的滑座上固定有ccd相机。
8.具体地,所述层压框排废机构由滑座一、升降动力缸一、框体一、夹爪一、支座一、升降台、丝杆机构一、丝杆机构二组成,支座一上安装有丝杆机构一和丝杆机构二,支座一上滑配连接有滑座一和升降台,丝杆机构一的螺母和滑座一相连,丝杆机构二的螺母与升降台相连,滑座一上固定有数个升降动力缸一,升降动力缸一的活塞杆连接在框体一上,框体一相对的两侧固定有数个夹爪一。
9.具体地,所述层压框由矩形框体、下层限位片、上层限位件组成,层压框同一侧的两个对角上设有下层限位片,矩形框体相对的两侧边上设有上层限位件,下层限位片和上层限位件之间设有用于放置光伏板的空间。
10.具体地,所述滑座上固定有水平直线模组,水平直线模组的滑座上固定有ccd相机一。
11.具体地,所述层压框回流线为链条输送机。
12.具体地,所述光伏板水平传送台为水平动力皮带线。
13.本实用新型的有益效果是:本实用新型提供了一种自动装卸层压框和层压框自动回流的光伏板输送线。通过层压框装载机构将层压框装配到光伏板上,通过光伏板水平传送台将光伏板进行传输。当光伏板到达目的地后,层压框拆卸机构自动将层压框从光伏板上拆下,最后经由层压框检测机构和层压框排废机构将不合格的层压框从层压框回流线输送至不良品区的推车上。本技术提高了光伏板装卸层压框的工作效率和准确性,从而提高产品良率降低企业成本。
附图说明
14.下面结合附图和实施例对本实用新型进一步说明。
15.图1是本实用新型的结构示意图;
16.图2是本实用新型的层压框装载机构的结构示意图;
17.图3是本实用新型的框体、定位板、夹爪的结构示意图;
18.图4是本实用新型的层压框检测机构的结构示意图;
19.图5是本实用新型的层压框排废机构的结构示意图;
20.图6是本实用新型的层压框的结构示意图;
21.图中1.机架,2.层压框回流线,3.光伏板水平传送台,4.层压框装载机构,5.层压框拆卸机构,6.层压框检测机构,7.层压框排废机构,8.层压框,9.水平直线模组,10.ccd相机一,41.滑座,42.单杆动力缸,43.框体,44.定位板,45.夹爪,46.升降动力缸,47.支座,48.升降框,61.x轴水平直线模组,62.y轴水平直线模组,63.ccd相机,71.滑座一,72.升降动力缸一,73.框体一,74.夹爪一,75.支座一,76.升降台,81.矩形框体,82.下层限位片,83.上层限位件。
具体实施方式
22.现在结合附图对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
23.图1是本实用新型的结构示意图;图2是本实用新型的层压框装载机构的结构示意图;图3是本实用新型的框体、定位板、夹爪的结构示意图;图4是本实用新型的层压框检测
机构的结构示意图;图5是本实用新型的层压框排废机构的结构示意图;图6是本实用新型的层压框的结构示意图。
24.如附图1所示,一种自动装卸层压框和层压框自动回流的光伏板输送线,包括机架1、层压框回流线2、光伏板水平传送台3、层压框装载机构4、层压框拆卸机构5、层压框检测机构6、层压框排废机构7,所述机架1由上到下依次安装有用于传送层压框8的层压框回流线2和用于传送装了层压框8的光伏板的光伏板水平传送台3,机架1两端分别安装有用于将层压框8装上光伏板的层压框装载机构4和用于将层压框8从光伏板上拆下的层压框拆卸机构5,层压框回流线2上方设有层压框检测机构6和层压框排废机构7。
25.结合附图2和附图3所示,层压框装载机构4和层压框拆卸机构5均由滑座41、单杆动力缸42、框体43、定位板44、夹爪45、升降动力缸46、支座47、升降框48、丝杆机构、升降丝杆机构组成,支座47固定在机架1上,升降框48滑配连接在支座47内,支座47内安装有升降丝杆机构,升降丝杆机构的螺母与升降框48相连,滑座41滑配连接在升降框48内,升降框48内安装有丝杆机构,丝杆机构的螺母与滑座41相连,单杆动力缸42的缸体铰接在滑座41上,单杆动力缸42的活塞杆铰接在框体43一侧,框体43相对的另一侧铰接在滑座41上,框体43相对的两侧上分布固定有数个夹爪45,滑座41上固定有数个升降动力缸46,升降动力缸46的活塞杆连接在定位板44上。
26.层压框装载机构4安装层压框的步骤为,首先丝杆机构驱使滑座41沿着升降框48内部的水平轨道,水平移动至层压框回流线2上的层压框上方后,升降丝杆机构驱使升降框48及滑座41往下移动,数个夹爪45分别夹住层压框的左右两侧。接着滑座41带着层压框水平移动至光伏板水平传送台3上方,此时升降丝杆机构驱使升降框48、滑座41及夹持的层压框垂直往下移动到光伏板水平传送台3上。当层压框下移到位后,单杆动力缸42的活塞杆伸出并驱使框体43沿着滑座41上的轴摆动至倾斜状态,此时矩形框体81上带有两个下层限位片82的一侧低于矩形框体81上相对的另一侧,然后丝杆机构驱使滑座41及倾斜状态的层压板往前方的光伏板移动,当定位板44移动至光伏板上方后,升降动力缸46驱使定位板44下移并将光伏板压紧在光伏板水平传送台3上。然后单杆动力缸42的活塞杆回缩,并驱使框体43及层压框摆至水平状态的同时,升降框48继续下移一段距离,从而使得层压框完全装在了光伏板上。
27.层压框拆卸机构5的结构与层压框装载机构4的结构相同,当光伏板移动至光伏板水平传送台3的取料端后,层压框拆卸机构5的滑座41水平移动至光伏板上方,然后升降框48下移,数个夹爪45夹住层压框两侧,最后框体43及层压框倾斜并水平外移,从而将层压框从光伏板上取走。
28.如附图4所示,层压框检测机构6由x轴水平直线模组61、y轴水平直线模组62、ccd相机63组成,x轴水平直线模组61的缸体固定在机架1上,x轴水平直线模组61的滑座上固定有y轴水平直线模组62,y轴水平直线模组62的滑座上固定有ccd相机63。x轴水平直线模组61可以驱使ccd相机63相机进行前后水平直线移动,y轴水平直线模组62可以驱使ccd相机63相机进行左右水平直线移动,从而让可以驱使ccd相机63可以围绕层压框进行移动,从而将层压框的图像信息传送给主控机,由主控机判断该层压框是否有残胶或变形。
29.如附图5所示,层压框排废机构7由滑座一71、升降动力缸一72、框体一73、夹爪一74、支座一75、升降台76、丝杆机构一、丝杆机构二组成,支座一75上安装有丝杆机构一和丝
杆机构二,支座一75上滑配连接有滑座一71和升降台76,丝杆机构一的螺母和滑座一71相连,丝杆机构二的螺母与升降台76相连,滑座一71上固定有数个升降动力缸一72,升降动力缸一72的活塞杆连接在框体一73上,框体一73相对的两侧固定有数个夹爪一74。
30.当不合格的层压框移动至层压框排废机构7下方,丝杆机构一驱使滑座一71水平移动至层压框上方,接着升降动力缸一72驱使框体一73下移至层压框处,由数个夹爪一74夹住层压框并上移。接着滑座一71带着层压框水平移动至升降台76上,丝杆机构二驱使升降台76下移,由工作人员将升降台76上的不合格层压框取走。
31.如附图6所示,层压框8由矩形框体81、下层限位片82、上层限位件83组成,层压框8同一侧的两个对角上设有下层限位片82,矩形框体81相对的两侧边上设有上层限位件83,下层限位片82和上层限位件83之间设有用于放置光伏板的空间,上层限位件83为耐高温布条。光伏板置于下层限位片82和上层限位件83之间,这样在传送层压过程中,不会因传送带偏移、过桥不平、震动等因素,使得光伏双玻璃组件从上方跳出层压框8。也不会使层压框8错位至光伏双玻璃组件上面,从而防止造成玻璃破裂,爆片,导致组件报废。
32.滑座41上固定有水平直线模组9,水平直线模组9的滑座上固定有ccd相机一10。水平直线模组9可以驱使ccd相机一10进行前后水平直线移动,层压框装载机构4的丝杆机构可以带动ccd相机一10进行左右水平直线移动,这样可以使得ccd相机一10围绕装载了层压框的光伏板进行拍摄,将图像传送给主控机,由主控机判断层压框与光伏板是否安装完好。
33.层压框回流线2为链条输送机。
34.光伏板水平传送台3为水平动力皮带线。
35.实施例一:
36.首先层压框装载机构4抓取层压框回流线2上的层压框安装到光伏板水平传送台3上的光伏板上,接着光伏板水平传送台3将装了层压框的光伏板水平移动至层压框拆卸机构5处,由层压框拆卸机构5将光伏板上的层压框拆下,并将拆下的层压框放到层压框回流线2上。而该层压框则在层压框回流线2上,往层压框装载机构4的方向移动。移动的过程中,由层压框检测机构6来检测层压框是否有残胶或变形,如果层压框合格,则直接流回层压框装载机构4处,继续安装在下一个光伏板上。如果层压框不合格,则由层压框排废机构7从该输送线上输送至不良品区的推车上等待维修。将维修好后的层压框放到升降台76上,升降台76将该层压框上升至取件位置,由夹爪一74将修好的抓取层压框补给到层压框回流线2上。
37.实施例二:
38.数条相互并列的光伏板输送线公用一个层压框排废机构7,支座一75横跨数条光伏板输送线,该层压框排废机构7可以取走任意一条光伏板输送线上的不合格层压框。当维修好的层压框放回升降台76后,主控机将该层压框排废机构7转换为补给模式,该层压框排废机构7可以将升降台76上的层压框抓起后,放置到任意一条光伏板输送线上。
39.以上述依据本实用新型的理想实施例为启示,通过上述的说明内容,相关工作人员完全可以在不偏离本项实用新型技术思想的范围内,进行多样的变更以及修改。本项实用新型的技术性范围并不局限于说明书上的内容,必须要根据权利要求范围来确定其技术性范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1