电池正极浆料充填模具的制作方法
1.本实用新型涉及一种电池正极浆料充填模具。
背景技术:
2.目前,在镍氢动力电池制作时,正极极板主要采用泡沫镍基体通过正极浆料料斗浸润正极浆料,再通过设置一定间隙的刮浆板将浮在极板表面的多余浆料去除,从而让泡沫镍基体涂覆一定重量的正极浆料。由于浆料料斗液位变动、泡沫镍基体的亲水性偏差以及刮浆板间隙误差等原因,正极浆料涂覆重量一致性较低;另外,由于泡沫镍基体全部浸润正极浆料,导致极板中间焊接集流体位置需通过超声波清粉等方式处理,导致集流体焊接位置宽度、直线度偏差较大,极易引起集流体焊接时位置偏移,同时,由于已涂覆的正极浆料难以完全清除干净,集流体焊接时容易产生虚焊、炸焊等不良缺陷,严重影响电池性能。
技术实现要素:
3.本实用新型旨在提供一种结构简单、使用方便、可提高正极板浆料充填重量稳定性及一致性、可提高正极板质量的电池正极浆料充填模具。
4.本实用新型通过以下方案实现:
5.一种电池正极浆料充填模具,包括两块充填模具模块,所述充填模具模块包括上模具和下模具,所述上模具、下模具均为长方体结构,所述上模具的底面一侧朝外伸出形成第一平台,所述上模具的底面上开设有若干个导流槽,所述导流槽朝向第一平台的一端未封闭,所述下模具的顶面一侧朝外伸出形成第二平台,所述下模具的顶面上开设有若干个浆料腔,所述下模具与第二平台反向的侧面上开设有若干个螺纹孔且螺纹孔与浆料腔一一对应连通,每个螺纹孔上均安装有浆料进料管,所述上模具与下模具上下重叠固定在一起且上模具的第一平台与下模具的第二平台相重叠,所述上模具的导流槽与下模具的浆料腔一一对应连通,两块充填模具模块以第一平台相对的方式相对称放置且两块充填模具模块之间留有一定间隙。上模具的导流槽、下模具的浆料腔的数量、尺寸及位置可根据需要进行调整设计,为了达到更好的浆料充填效果,一般将导流槽、浆料腔分别设计在上模具、下模具的中间位置并均匀分布。上模具的第一平台、下模具的第二平台的伸出尺寸可根据需要进行调整设计,以方便浆料喷涂至泡沫镍基体的相对应面上即可。两块充填模具模块之间的间隙可根据实际情况进行调整设计,以满足泡沫镍基体可顺利经过两块充填模具模块之间且泡沫镍基体的两面可很好地被相对应的充填模具模块的导流槽流出的浆料充填即可。
6.进一步地,所述充填模具模块还包括第一定位销和第二定位销,所述上模具的两端分别开设有贯穿顶面和底面的第一上定位销孔和第二上定位销孔,所述下模具的两端分别开设有贯穿顶面和底面的第一下定位销孔和第二下定位销孔,所述第一下定位销孔、第二下定位销孔分别与上模具的第一上定位销孔、第二上定位销孔相正对连通,所述第一定位销安装在第一上定位销孔和第一下定位销孔内,所述第二定位销安装在第二上定位销孔和第二下定位销孔内。第一定位销、第二定位销的设置,可使得上模具、下模具更好地定位
重叠在一起。
7.进一步地,所述第一定位销为圆形定位销,所述第二定位销为棱形定位销。
8.进一步地,所述充填模具模块还包括喷口保护块,所述喷口保护块呈倒l形,所述喷口保护块的竖直部分固定在下模具与第二平台同向的侧面上,所述喷口保护块的水平部分与第二平台的底面相贴合且喷口保护块的水平部分的外侧面与第二平台的外侧面相平齐。喷口保护块的设置,可降低泡沫镍对下模具第二平台及上模具第一平台的过量磨损,起到保护下模具第二平台及上模具第一平台的目的。
9.进一步地,所述下模具的两端端面上分别开设有凹槽。凹槽的设置,方便整个充填模具模块的搬运。凹槽的形状可根据需要进行调整设计,如设计成圆形、方形等。
10.进一步地,所述上模具与第一平台同向的侧面、下模具与第二平台同向的侧面均为自上而下朝外倾斜的斜面。
11.实际制作时,为方便将充填模具模块安装在设定位置如安装支架等上,在设定位置上设置螺栓安装孔,在上模具、下模具上分别开设贯穿顶面和底面的螺栓安装穿孔,且上模具的螺栓安装穿孔与下模具的螺栓安装穿孔相正对连通,安装时,只要将螺栓自上而下旋紧安装在上模具的螺栓安装穿孔、下模具的螺栓安装穿孔及设定位置上的螺栓安装孔内即可。
12.本实用新型的电池正极浆料充填模具,结构简单,使用方便,可精准定位,安装拆卸方便,可提高正极板浆料充填重量稳定性及一致性,可提高正极板质量,同时可对泡沫镍基体的充填位置进行精准定位,避免对泡沫镍基体上预留的集流体焊接部位进行浆料充填,从而可省去正极板后续的集流体焊接部位的超声波清粉工序,保证正极板后续的集流体焊接质量。
附图说明
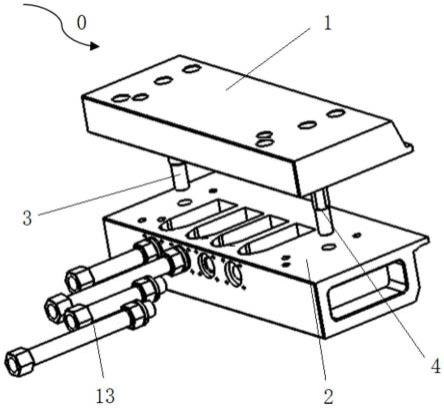
13.图1为实施例1中电池正极浆料充填模具的结构示意图;
14.图2(a)为实施例1中充填模具模块的分解示意图(一);
15.图2(b)为实施例1中充填模具模块的分解示意图(二);
16.图3(a)为实施例1中上模具的结构示意图(一);
17.图3(b)为实施例1中上模具的结构示意图(二);
18.图4为实施例1中小模具的结构示意图;
19.图5为实施例1中喷口保护块的结构示意图。
具体实施方式
20.实施例只是为了说明本实用新型的一种实现方式,不作为对本实用新型保护范围的限制性说明。
21.实施例1
22.一种电池正极浆料充填模具,如图1所示,包括两块充填模具模块0,如图2(a)、图2(b)所示,充填模具模块0包括上模具1、下模具2、第一定位销3、第二定位销4和喷口保护块5,第一定位销3为圆形定位销,第二定位销4为棱形定位销,如图5所示,喷口保护块5呈倒l形;如图3(a)、图3(b)所示,上模具1为长方体结构,上模具1的底面一侧朝外伸出形成第一
平台6,上模具1与第一平台6同向的侧面为自上而下朝外倾斜的斜面,上模具1的底面上开设有若干个均匀分布的导流槽7,导流槽7朝向第一平台6的一端未封闭,上模具1的两端分别开设有贯穿顶面和底面的第一上定位销孔8和第二上定位销孔9;如图4所示,下模具2为长方体结构,下模具2的顶面一侧朝外伸出形成第二平台10,下模具2与第二平台10同向的侧面为自上而下朝外倾斜的斜面,下模具2的顶面上开设有若干个均匀分布的浆料腔11,下模具2与第二平台10反向的侧面上开设有若干个螺纹孔12且螺纹孔12与浆料腔11一一对应连通,每个螺纹孔12上均安装有浆料进料管13,下模具2的两端分别开设有贯穿顶面和底面的第一下定位销孔14和第二下定位销孔15,第一下定位销孔14、第二下定位销孔15分别与上模具1的第一上定位销孔8、第二上定位销孔9相正对连通,下模具2的两端端面上分别开设有凹槽16,如图3(a)、图3(b)、图4所示,上模具1、下模具2上分别开设贯穿顶面和底面的螺栓安装穿孔17,且上模具1的螺栓安装穿孔17与下模具2的螺栓安装穿孔17相正对连通;喷口保护块5的竖直部分固定在下模具2与第二平台10同向的侧面上,喷口保护块5的水平部分与第二平台10的底面相贴合且喷口保护块5的水平部分的外侧面与第二平台10的外侧面相平齐,上模具1与下模具2通过第一定位销3安装在第一上定位销孔8和第一下定位销孔14内、第二定位销4安装在第二上定位销孔9和第二下定位销孔15内而上下重叠并通过螺母等固定在一起,上模具1的第一平台6与下模具2的第二平台10相重叠,上模具1的导流槽7与下模具2的浆料腔11一一对应连通,两块充填模具模块0以第一平台6相对的方式相对称放置且两块充填模具模块0之间留有一定间隙。
23.安装充填模具模块时,将上模具放置在下模具上,先将第一定位销安装在上模具的第一上定位销孔和下模具的第一下定位销孔内,将第二定位销安装在上模具的第二上定位销孔和下模具的第二下定位销孔内,使得上模具与下模具完全重叠在一起且上模具的第一平台与下模具的第二平台相重叠,之后使用螺母等将上模具与下模具固定在一起,即完成充填模具模块的安装。
24.使用时,将两块充填模具模块以第一平台相对的方式相对称放置在设定位置如安装支架等上,分别将螺栓依次通过上模具的螺栓安装穿孔、下模具的螺栓安装穿孔与设定位置上的螺栓安装孔内而锁止固定住两块充填模具模块,并保证两块充填模具模块之间留有一定间隙,以满足泡沫镍基体可顺利经过两块充填模具模块之间且泡沫镍基体的两面可很好地被相对应的充填模具模块的导流槽流出的浆料充填即可。将充填模具模块上的浆料进料管分别与浆料提供装置如浆料桶等相连通即可开始工作,工作时,浆料提供装置的浆料流入浆料进料管经下模具的螺纹孔进入浆料腔内,浆料在浆料腔内缓冲后经上模具的导流槽流出并充填至以一定速度匀速行进的泡沫镍基体内部,如此即实现了泡沫镍基体的浆料充填。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1