高精度TiCN陶瓷治具的制作方法
本技术涉及半导体加工,尤其涉及一种高精度ticn陶瓷治具。
背景技术:
1、随着电子技术的发展,半导体封装趋向高密度、多功能、低功耗、小型化的方向发展。产业链上ic设计、晶圆制造、封装测试各个环节的难度不断加大。
2、半导体的封装就是在整个元器件的外部包裹上一层保护壳,封装的越好越能起到保护作用,目前采用的封装模具一般采用热注塑的方式进行封装,但是,当封装后需要经过冷却才能够进行脱模,此过程耗时较长,现有技术中的治具不便于器件脱模,且下模具的位置精度欠佳。
技术实现思路
1、本实用新型的目的是提供一种高精度ticn陶瓷治具,该高精度ticn陶瓷治具在便于器件脱模的基础上,提高了下模具的位置精度。
2、为达到上述目的,本实用新型采用的技术方案是:一种高精度ticn陶瓷治具,包括:上模座和下模座,所述下模座与上模座之间设置有若干个伸缩杆,所述上模座的顶部设置有若干个注胶管,该注胶管与上模槽的顶部连通;
3、所述上模座的下表面开设有若干个用于上模具嵌入安装的上模槽,所述下模座的上表面开设有若干个用于下模具嵌入安装的下模槽,所述下模槽的顶部内侧具有一环形限位槽,该环形限位槽供下模具的凸缘嵌入安装;
4、一环形气管套设在所述下模槽的周向外壁,在所述下模槽的底部开设有若干个气孔,该气孔通过连接管与环形气管连通,所述下模座的一侧设置有一连通孔,该连通孔通过一第二导气管与环形气管连通;
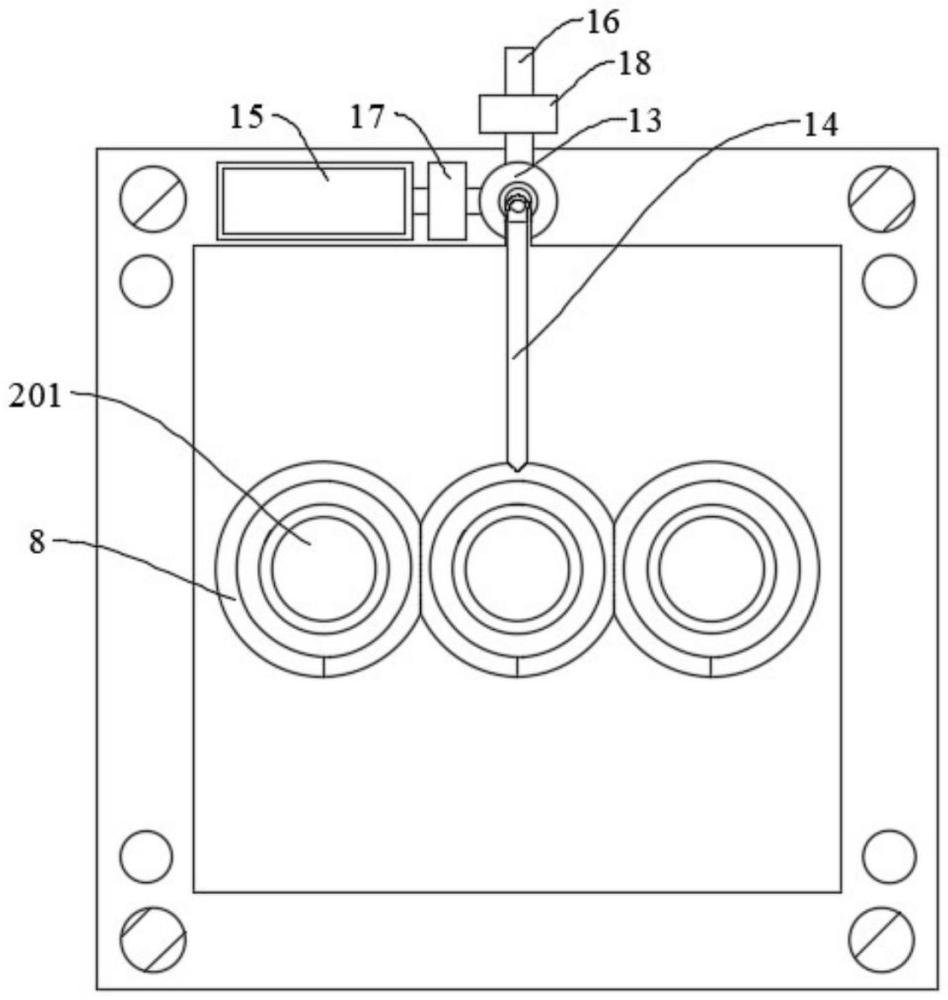
5、一双向气泵设置在下模座周向外壁的一侧,该双向气泵通过一第一导气管与环形气管连通,所述双向气泵的进气口连接有一制冷箱,此双向气泵相背于第一导气管的一侧设置有一排气管,所述双向气泵与制冷箱之间的连接管上设置有一第一阀门,所述排气管上设置有第二阀门。
6、上述技术方案中进一步改进的方案如下:
7、1. 上述方案中,所述第一阀门、第二阀门均为电控阀。
8、2. 上述方案中,一plc控制器与制热制冷箱、双向气泵、伸缩杆以及第一阀门、第二阀门电性连接。
9、3. 上述方案中,所述上模具、下模具均为ticn金属陶瓷模具。
10、4. 上述方案中,所述下模槽底部开设有柱形槽用于下模具的定位柱嵌入安装。
11、由于上述技术方案的运用,本实用新型与现有技术相比具有下列优点:
12、1、本实用新型高精度ticn陶瓷治具,其环形气管套设在下模槽的周向外壁,双向气泵设置在下模座周向外壁的一侧,该双向气泵通过一第一导气管与环形气管连通,双向气泵的进气口连接有一制冷箱,可以实现对采用热塑封装的器件进行冷却,便于器件脱模,也提高了封装效率,同时,还可以对采用冷凝胶封装方式的器件进行冷凝封装,实现胶液凝固器件封装,从而满足不同封装方式的封装需要,提高了装置的适用性。
13、2、本实用新型高精度ticn陶瓷治具,其上模座的下表面开设有若干个用于上模具嵌入安装的上模槽,下模座的上表面开设有若干个用于下模具嵌入安装的下模槽,下模槽的顶部内侧具有一环形限位槽,该环形限位槽供下模具的凸缘嵌入安装,可以实现对下模具的初步定位,提高了下模具的位置精度;还有,其在下模槽的底部开设有若干个气孔,该气孔通过连接管与环形气管连通,下模座的一侧设置有一连通孔,该连通孔通过一第二导气管与环形气管连通,在提高下模具在下模槽内位置精度的基础上,还可以通过双向气泵反转,将连接管内的空气抽出,从而通过气孔将下模具吸合在下模槽内部,进一步提高了下模具的位置精度。
技术特征:
1.一种高精度ticn陶瓷治具,包括:上模座(1)和下模座(2),其特征在于:所述下模座(2)与上模座(1)之间设置有若干个伸缩杆(4),所述上模座(1)的顶部设置有若干个注胶管(3),该注胶管(3)与上模槽(101)的顶部连通;
2.根据权利要求1所述的高精度ticn陶瓷治具,其特征在于:所述第一阀门(17)、第二阀门(18)均为电控阀。
3.根据权利要求2所述的高精度ticn陶瓷治具,其特征在于:一plc控制器(19)与制热制冷箱(15)、双向气泵(13)、伸缩杆(4)以及第一阀门(17)、第二阀门(18)电性连接。
4.根据权利要求1所述的高精度ticn陶瓷治具,其特征在于:所述上模具(5)、下模具(6)均为ticn金属陶瓷模具。
5.根据权利要求1所述的高精度ticn陶瓷治具,其特征在于:所述下模槽(201)底部开设有柱形槽(20)用于下模具(6)的定位柱(602)嵌入安装。
技术总结
本技术公开一种高精度TiCN陶瓷治具,其环形限位槽供下模具的凸缘嵌入安装,一环形气管套设在下模槽的周向外壁,在下模槽的底部开设有若干个气孔,该气孔通过连接管与环形气管连通,下模座的一侧设置有一连通孔,该连通孔通过一第二导气管与环形气管连通,一双向气泵设置在下模座周向外壁的一侧,该双向气泵通过一第一导气管与环形气管连通,双向气泵的进气口连接有一制冷箱,此双向气泵相背于第一导气管的一侧设置有一排气管,双向气泵与制冷箱之间的连接管上设置有一第一阀门,排气管上设置有第二阀门。本技术可以实现对采用热塑封装的器件进行冷却,便于器件脱模,也提高了封装效率。
技术研发人员:何旭东
受保护的技术使用者:龙具硬质合金(苏州)有限公司
技术研发日:20221128
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!