卷芯整形系统及方法与流程
本申请涉及电池制造,尤其是涉及一种卷芯整形系统及方法。
背景技术:
1、锂电池的生产中,制作卷芯的主要方式有卷绕方式和叠片方式。其中,卷绕的生产方式,是采用卷针将正极片、隔离膜和负极片通过卷绕的方式形成基本的卷芯。目前的生产制造工艺流程中,正负极片和隔离膜卷绕完成后,卷芯直接转运到热压机热压定型,但是,通过卷针卷绕完成脱离卷针后,卷芯的极片和隔离膜存在卷绕应力的释放和/或是极片和隔离膜存在可自由运动状态,极易发生褶皱变形或移位,特别是容易发生在卷芯的拐角附近处和最内圈首折极片,从而导致极片变形和卷芯整体变形,电池界面性能失效,甚至导致正负极直接接触发生短路,引发电池安全性能失效。
技术实现思路
1、本申请旨在至少解决现有技术中存在的技术问题之一。为此,本申请提出一种卷芯整形系统及方法,能够有效解决电芯极片/隔离膜褶皱、卷芯变形和极片移位的问题。
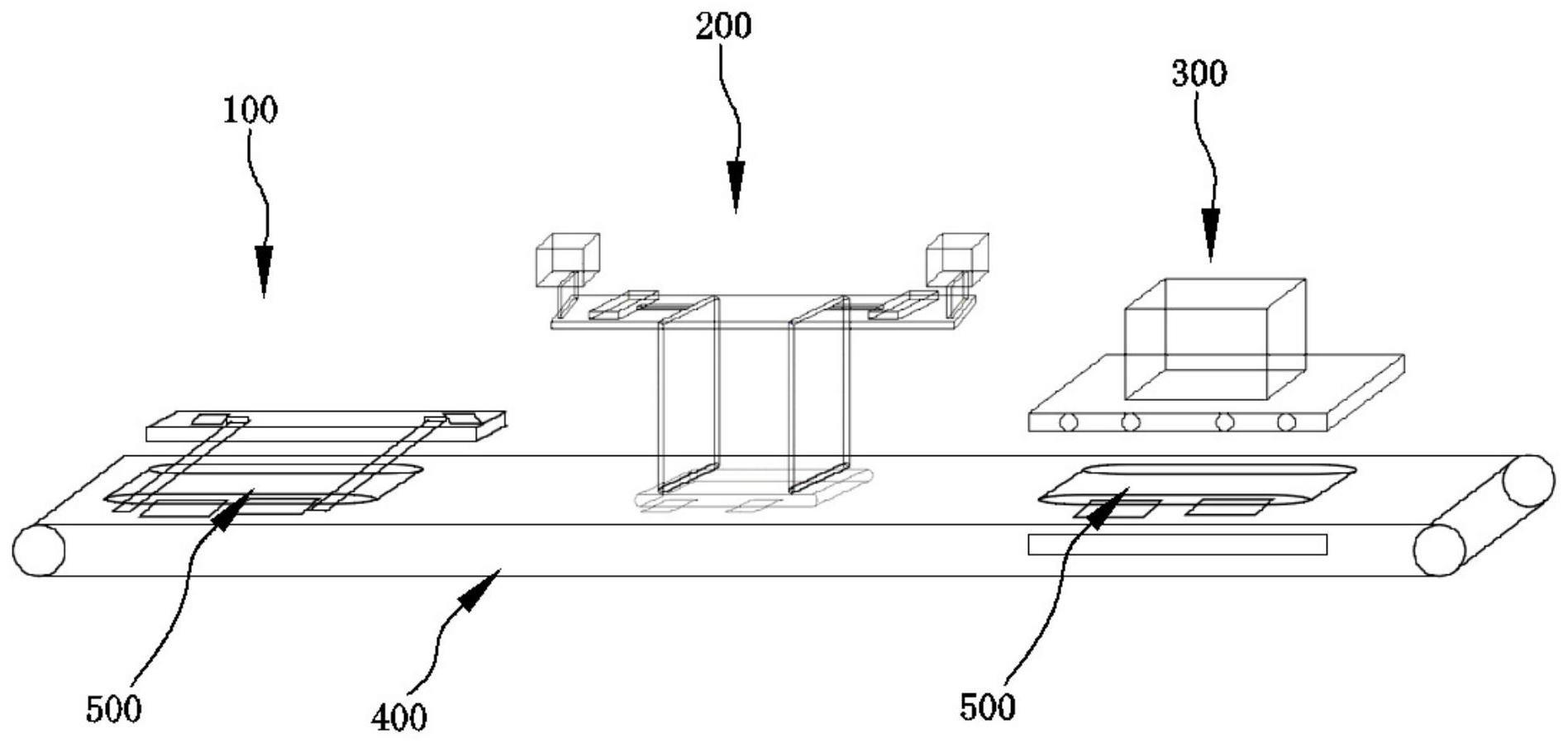
2、根据本申请实施例的卷芯整形系统,包括拉伸装置、辊压装置和热压装置,其中:所述拉伸装置设置于所述辊压装置的上游工位或者与所述辊压装置设置于同一工位,所述拉伸装置用于沿圆柱型的卷芯的径向拉伸所述卷芯;所述辊压装置包括辊压平台、辊杆和辊压牵引机构,所述辊压平台设置有用于承载由所述拉伸装置拉伸后的所述卷芯的第一平面,所述辊压牵引机构连接于所述辊杆,并驱动所述辊杆沿平行于所述第一平面的方向移动以辊压经拉伸后的所述卷芯;所述热压装置设置于所述辊压装置的下游工位,用于承接经所述辊压装置辊压后的所述卷芯并进行热压。
3、本申请实施例的卷芯整形系统至少具有如下有益效果:通过拉伸装置、辊压装置和热压装置实现卷芯的拉伸、辊压和热压,并可在卷芯卷绕完成后热压定型之前,先拉伸整形,然后辊压整形,可有效解决卷芯中极片和隔离膜存在卷绕应力释放问题和/或隔离膜存在自由运动状态的问题,避免后续极片或隔离膜褶皱、卷芯变形或移位等异常,改善电池界面性能和安全性能失效问题,提升电芯品质。
4、根据本申请的一些实施例,所述拉伸装置包括拉伸牵引机构和两个支撑件,所述拉伸牵引机构连接于至少一个所述支撑件,并能够使两个所述支撑件沿所述辊杆的辊压方向相离或相向运动。
5、根据本申请的一些实施例,所述拉伸装置还包括安装平台和限位件,以及两个所述拉伸牵引机构,所述拉伸牵引机构可移动地连接于所述安装平台,各所述拉伸牵引机构分别连接所述支撑件,所述限位件连接于所述安装平台上,并位于所述拉伸牵引机构相互背离的一侧,用于抵持所述拉伸牵引机构。
6、根据本申请的一些实施例,所述支撑件呈长杆状结构,且两个所述支撑件的相互背离的一侧设置有圆弧面。
7、根据本申请的一些实施例,所述支撑件的内部设置有气流通道,所述支撑件相互背离的一侧设置有多个出气口,所述出气口沿所述气流通道的径向连通于所述气流通道,所述气流通道适于接入气源。
8、根据本申请的一些实施例,所述辊压装置包括两个辊杆以及两个所述辊压牵引机构,各所述辊杆分别连接于一个所述辊压牵引机构,所述辊压牵引机构能够调节所述辊杆的行程,所述行程包括所述辊杆沿平行于所述辊压平台的方向移动的第一行程以及所述辊杆沿垂直所述辊压平台的方向移动的第二行程。
9、根据本申请的一些实施例,所述热压装置包括加热机构、第一压板、第二压板和压板驱动机构,所述加热机构用于加热所述第一压板和所述第二压板的至少之一,所述第一压板和所述第二压板相向设置,所述第一压板用于承载所述卷芯,所述压板驱动机构连接并驱使所述第二压板在第一位置和第二位置之间运动以压合所述卷芯,当所述第二压板位于所述第一位置,所述第一压板和所述第二压板之间具有最小间距l。
10、根据本申请的一些实施例,所述热压装置还包括限位机构,所述限位机构连接于所述压板驱动机构,所述限位机构用于限制所述压板驱动机构驱使所述第二压板运动的行程。
11、根据本申请的一些实施例,所述第一压板和所述第二压板相互朝向的一侧分别连接有一对定型模具,两对所述定型模具相互对齐,所述第一压板上的所述定型模具凸出于所述第一压板的高度为h1,所述第二压板上的所述定型模具凸出于所述第二压板的高度为h2,其中,h1+h2≤l。
12、根据本申请的一些实施例,所述定型模具上设置有定型面,所述定型面为弧形面,且一对所述定型模具中的所述定型面相互朝向并能够合围成半圆弧面。
13、根据本申请提供的卷芯整形方法,包括以下步骤:
14、拉伸:对脱离卷针后圆柱型的卷芯沿径向拉伸至设定行程,将圆柱型的所述卷芯拉伸为沿拉伸方向具有宽度方向的所述卷芯;
15、辊压:沿沿经拉伸后的所述卷芯的宽度方向,对所述卷芯进行辊压;
16、热压:对辊压后的所述卷芯进行热压定型。
17、本申请的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本申请的实践了解到。
技术特征:
1.卷芯整形系统,其特征在于,包括拉伸装置(100)、辊压装置(200)和热压装置(300),其中:
2.根据权利要求1所述的卷芯整形系统,其特征在于,所述拉伸装置(100)包括拉伸牵引机构(101)和两个支撑件(102),所述拉伸牵引机构(101)连接于至少一个所述支撑件(102),并能够使两个所述支撑件(102)沿所述辊杆(202)的辊压方向相离或相向运动。
3.根据权利要求2所述的卷芯整形系统,其特征在于,所述拉伸装置(100)还包括安装平台(103)和限位件(104),以及两个所述拉伸牵引机构(101),所述拉伸牵引机构(101)可移动地连接于所述安装平台(103),各所述拉伸牵引机构(101)分别连接所述支撑件(102),所述限位件(104)连接于所述安装平台(103)上,并位于所述拉伸牵引机构(101)相互背离的一侧,用于抵持所述拉伸牵引机构(101)。
4.根据权利要求2所述的卷芯整形系统,其特征在于,所述支撑件(102)呈长杆状结构,且两个所述支撑件(102)的相互背离的一侧设置有圆弧面(105)。
5.根据权利要求2所述的卷芯整形系统,其特征在于,所述支撑件(102)的内部设置有气流通道,所述支撑件(102)相互背离的一侧设置有多个出气口(106),所述出气口(106)沿所述气流通道的径向连通于所述气流通道,所述气流通道适于接入气源。
6.根据权利要求1所述的卷芯整形系统,其特征在于,所述辊压装置(200)包括两个辊杆(202)以及两个所述辊压牵引机构,各所述辊杆(202)分别连接于一个所述辊压牵引机构,所述辊压牵引机构能够调节所述辊杆(202)的行程,所述行程包括所述辊杆(202)沿平行于所述辊压平台(201)的方向移动的第一行程以及所述辊杆(202)沿垂直所述辊压平台(201)的方向移动的第二行程。
7.根据权利要求1所述的卷芯整形系统,其特征在于,所述热压装置(300)包括加热机构(301)、第一压板(302)、第二压板(303)和压板驱动机构(306),所述加热机构(301)用于加热所述第一压板(302)和所述第二压板(303)的至少之一,所述第一压板(302)和所述第二压板(303)相向设置,所述第一压板(302)用于承载所述卷芯(500),所述压板驱动机构(306)连接并驱使所述第二压板(303)在第一位置和第二位置之间运动以压合所述卷芯(500),当所述第二压板(303)位于所述第一位置,所述第一压板(302)和所述第二压板(303)之间具有最小间距l。
8.根据权利要求7所述的卷芯整形系统,其特征在于,所述热压装置(300)还包括限位机构(307),所述限位机构(307)连接于所述压板驱动机构(306),所述限位机构(307)用于限制所述压板驱动机构(306)驱使所述第二压板(303)运动的行程。
9.根据权利要求7所述的卷芯整形系统,其特征在于,所述第一压板(302)和所述第二压板(303)相互朝向的一侧分别连接有一对定型模具(304),两对所述定型模具(304)相互对齐,所述第一压板(302)上的所述定型模具(304)凸出于所述第一压板(302)的高度为h1,所述第二压板(303)上的所述定型模具(304)凸出于所述第二压板(303)的高度为h2,其中,h1+h2≤l。
10.根据权利要求9所述的卷芯整形系统,其特征在于,所述定型模具(304)上设置有定型面(305),所述定型面(305)为弧形面,且一对所述定型模具(304)中的所述定型面(305)相互朝向并能够合围成半圆弧面。
11.一种卷芯整形方法,其特征在于,包括以下步骤:
技术总结
本申请涉及电池技术领域,公开了一种卷芯整形系统及方法,卷芯整形系统包括拉伸装置、辊压装置和热压装置,拉伸装置设置于辊压装置的上游工位或者与辊压装置设置于同一工位,辊压装置包括辊压平台、辊杆和辊压牵引机构,辊压牵引机构连接于辊杆,并驱动辊杆移动以辊压卷芯;热压装置设置于辊压装置的下游工位。通过拉伸装置、辊压装置和热压装置实现卷芯的拉伸、辊压和热压,并可在卷芯卷绕完成后热压定型之前,先拉伸整形,然后辊压整形,可有效解决卷芯中极片和隔离膜存在卷绕应力释放问题和/或隔离膜存在自由运动状态的问题,避免后续极片或隔离膜褶皱、卷芯变形或移位等异常。
技术研发人员:陈筠,穆建华,李龙
受保护的技术使用者:欣旺达电动汽车电池有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!