一种骨架线圈的自动化弯脚装置及骨架线圈的生产线的制作方法
本发明涉及线圈生产设备,特别涉及一种骨架线圈的自动化弯脚装置及骨架线圈的生产线。
背景技术:
1、骨架线圈现已推出嵌入引脚(一般为接线片/插针)的结构来优化线圈绕制工艺,该种骨架线圈包括骨架、导线和引脚,其在加工时需要先将导线的一端接驳在其中一个引脚上,待导线完全绕卷在骨架上后,还需要将导线尾端绕卷在另一个引脚上,并将导线的两端锡焊在两个引脚上。
2、部分骨架线圈生产线采用转盘串联其整个生产线,如申请号为cn202220196889.5的实用新型专利公开的线圈引脚锡焊装置,其助焊剂工位、焊锡工位、检测工位和弯折工位依次设置在转盘的周边,通过在各工位处设置夹具机构将骨架线圈从转盘上转移至各工位处进行加工后,再移回转盘,流转至下一道工序。该种骨架线圈生产线的各工序可同步进行,虽然生产效率更高,但其占地面积较大,转盘上装载骨架线圈的治具一般沿转盘边缘依次布设,同一工位处,随着同时进行加工的骨架线圈数量的增加,所需转盘的尺寸也需相应增大,生产线的占地面积增大,不利于生产设备的小型化。
3、此外,锡焊完成后还需要对引脚进行折弯成形。骨架线圈引脚弯折的一致性是骨架线圈品质好坏的判断标准之一,不同产品使用的骨架线圈不同,骨架线圈上引脚的数量、位置、折弯角度也存在差异,因此,需要设计一套符合企业自身情况的骨架线圈加工设备,从而提高生产效率及良品率。
技术实现思路
1、针对上述问题,本发明的目的之一在于提供一种弯脚一致性高、效率高的骨架线圈的自动化弯脚装置,本发明的目的之二在于提供一种配合有序、占地面积小、生产效率高的骨架线圈的生产线。
2、为达到上述目的,本发明所提出的技术方案为:
3、一种骨架线圈的自动化弯脚装置,其包括:弯内八装置和弯脚装置。
4、其中,弯内八装置用于将引脚弯折成八字,其包括第一升降机构、第一驱动机构、第一导杆、第二导杆、第一推杆和第二推杆。第一导杆沿其长度方向交替设置第一推杆和第一滑移孔,第二导杆沿其长度方向交替设置第二滑移孔和第二推杆,第一导杆平行于第二导杆,第一推杆和第二滑移孔一一对应,第一推杆插于第二滑移孔内,第二推杆和第一滑移孔一一对应,第二推杆插于第一滑移孔内,第一驱动机构驱动第一导杆和第二导杆同步对称移动,第一升降机构带动第一导杆和第二导杆上下升降。
5、弯脚装置用于将引脚弯折一定角度,其包括第五平移机构、第五升降机构、弯脚支座、弯脚杆、第六升降机构和弯脚下限位板。弯脚杆转动设于弯脚支座上,第五升降机构带动弯脚支座上下升降移动,第五平移机构带动弯脚支座水平移动,弯脚下限位板设于弯脚杆的下方,第六升降机构带动弯脚下限位板上下升降。
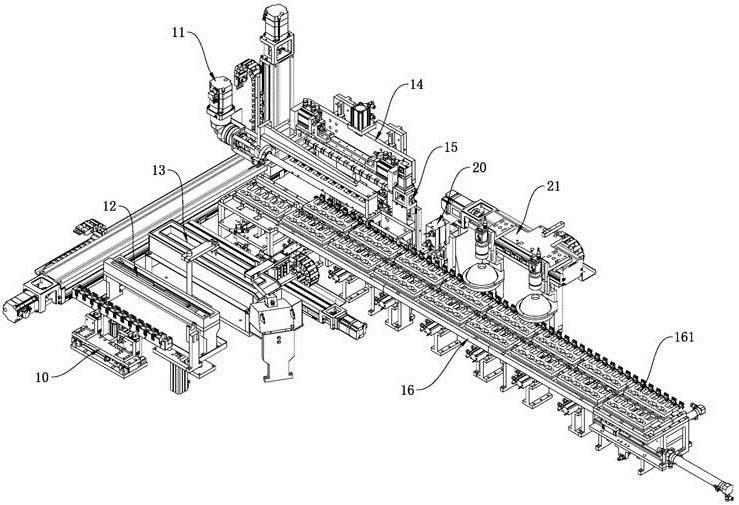
6、一种骨架线圈的生产线,其包括上料装置、沾助焊剂装置、沾锡装置、机械臂下料装置及上述的骨架线圈的自动化弯脚装置。输送机械臂从上料装置处获取骨架线圈后,将骨架线圈移动至沾助焊剂装置处沾取助焊剂,将骨架线圈移动至沾锡装置处沾取锡液,将骨架线圈移动至弯内八装置处使骨架线圈的引脚弯折成八字,最后将骨架线圈移动至下料装置上,弯脚装置对下料装置输送的骨架线圈进行弯脚。
7、优选的,沾锡装置包括锡炉、锡灰盒、刮锡机构、锡面检测机构和加锡机构。锡炉的底板和一侧板之间形成有若干间隔设置且贯穿锡炉底板的避空筒,避空筒的上端面高于锡面。刮锡机构包括第二平移机构、第二驱动机构、刮锡主板、刮锡副板和连杆件,刮锡主板的底面开设有若干的避空筒避让槽,连杆件的一端铰接于第二平移机构的移动元件上,另一端固定有刮锡主板和刮锡副板,第二驱动机构使连杆件绕连杆件与第二平移机构的移动元件的铰接点旋转。锡炉的出锡口和避空筒的下方均设有锡灰盒。锡面检测机构用于检测锡面高度,加锡机构用于向锡炉内注入锡液。
8、优选的,沾助焊剂装置包括助焊剂槽、若干的助焊剂杯、第四驱动机构和助焊剂泵。助焊剂槽的上部设有进液口,助焊剂槽的下部设有出液口,助焊剂泵与进液口连接,用于向助焊剂槽内泵入助焊剂,第四驱动机构带动助焊剂杯在助焊剂槽内上下升降。
9、优选的,下料装置包括下料治具、第一转角滑道、第二转角滑道、满载治具滑道、空载治具滑道、第一侧推机构、第二侧推机构、第三侧推机构和第四侧推机构。第一转角滑道开设有第一进口和第一出口,第二转角滑道开设有第二进口和第二出口,第一转角滑道和第二转角滑道相互平行,空载治具滑道垂直连接于第一进口和第二出口之间,所述的满载治具滑道垂直连接于第一出口和第二进口之间。第一侧推机构和第二侧推机构设于第一转角滑道处,第一侧推机构用于将下料治具从第一转角滑道的第一进口处推向第一出口处,第二侧推机构用于将下料治具从第一转角滑道的第一出口处推入满载治具滑道内。第三侧推机构和第四侧推机构设于第二转角滑道处,第三侧推机构用于将下料治具从第二转角滑道的第二进口处推向第二出口处,第四侧推机构用于将下料治具从第二转角滑道的第二出口处推入空载治具滑道内。
10、优选的,下料装置还包括第一治具定位机构。下料治具开设有定位槽,定位槽从其槽口至槽底宽度渐缩。第一治具定位机构设于满载治具滑道的一侧,其包括第一定位件以及带动第一定位件插入定位槽的第十平移机构,第一定位件与定位槽的接触面为圆滑曲面。
11、优选的,下料装置还包括第二治具定位机构。第一转角滑道开设有平行于第一滑移孔的水平向滑移孔。第二治具定位机构包括轨迹板、导套、第二定位件、滑移件、固定件、弹簧和第十驱动机构。轨迹板设于水平向滑移孔的下方,轨迹板从第一进口方向至第一出口方向高度渐增,导套设于轨迹板和水平向滑移孔之间,固定件固定于导套侧壁,导套于固定件上方开设有竖向滑移孔,第二定位件插设于导套内,第二定位件的下端与轨迹板滑动接触,上端插设于水平向滑移孔内,滑移件插设于竖向滑移孔内并与第二定位件固定连接,弹簧的一端与固定件连接,另一端与滑移件连接,第十驱动机构带动导套水平移动。
12、优选的,第一转角滑道的一侧设置有中转装置,中转装置包括第七平移机构、第七升降机构和中转治具。第七升降机构带动中转治具上下升降,第七平移机构带动中转治具水平移动,中转治具具有若干与骨架线圈契合的u型卡槽,当机械臂将骨架线圈从u型卡槽的上插口插入u型卡槽后,中转装置将骨架线圈输送至下料装置处且使下料治具的治具针从u型卡槽的侧插口插入骨架线圈的内孔。
13、优选的,机械臂包括第八平移机构、第八升降机构、第八旋转机构、固定座、旋转杆和工装治具。工装治具具有若干同排设置的治具针,治具针能够插入骨架线圈的内孔中从而将骨架线圈固定,第八平移机构带动固定座水平移动,第八升降机构带动固定座上下升降,第八旋转机构固定于固定座上,旋转杆通过轴承安装于固定座上并由第八旋转机构驱动转动,工装治具固定于旋转杆上。
14、优选的,满载治具滑道的一侧还设有电阻检测装置和影像检测装置。
15、采用上述技术方案,本发明的有益效果为:
16、1、本发明的骨架线圈的自动化弯脚装置通过第一推杆和第二推杆同步对称移动将骨架线圈的引脚相向弯折成八字,折弯时,骨架线圈两侧受力,受力平衡,避免骨架线圈单侧受力对骨架线圈的影响,引脚弯折角度一致性高,利于提升产品品质。本发明的骨架线圈的自动化弯脚装置通过设置弯内八装置和弯折装置,提高其适用性,其不仅适用于引脚仅需弯折90°的骨架线圈,还适用于引脚弯内八的骨架线圈,适用范围更广。
17、2、本发明的骨架线圈的生产线通过各部分装置的有序配合,实现骨架线圈的全自动组装,全过程均不需要人工参与,可同步进行多个骨架线圈的加工,生产效率高,占地面积小。
- 还没有人留言评论。精彩留言会获得点赞!