一种新能源锂电池热压成型工艺的制作方法
本发明涉及锂电池热压,具体为一种新能源锂电池热压成型工艺。
背景技术:
1、随着新能源技术的发展,新能源电池的创新也越来越多,新能源电池就是使用新能源技术减少“温室气体”排放污染的新型电池,新能源电池与传统电池相比更加节能环保,因此新能源电池受到越来越多的消费者的青睐,新能源电池在生产过程中常需要经过正、负极匀浆、碾压、分切、烘烤、卷绕、热压、清洗等流程,其中电池热压是指通过设置合理的时间、温度、压力对裸电池进行热压整形,控制裸电池厚度,使卷绕后松散的裸电池外形固定,以防止正、负极片相对位移。
2、现有的热压机一般包括安装板、电机、压板和发热管等,通过电机控制压板上下运动,再通过发热管对压板进行加热,完成对裸电池的热压整形,但是这种通过压板直接大面积盖在电池上的热压方式容易在挤压过程中导致电池内部出现压实不严的情况,电池内部部分区域容易产生间隙,而且这种热压方式导热的效率也低,导致热压过程中加热不充分,进一步降低了对电池的热压成型质量;
3、此外,现有的热压设备的挤压厚度是固定的,不便根据不同厚度的电池进行快速调整,导致装置的适用性单一。
技术实现思路
1、要解决的技术问题:本发明提供的一种新能源锂电池热压成型工艺,可以解决上述背景技术中指出的难题。
2、技术方案:为达到以上目的,本发明采用以下技术方案,一种新能源锂电池热压成型工艺,具体新能源锂电池的热压成型工艺步骤如下:
3、s1:首先通过转移机构将待加工的锂电池移送至放置台上;
4、s2:接着控制热压机构运行带动着两个热压板逐渐从锂电池中部向两侧移动,从而即可对锂电池密实的压合;
5、s3:最后再通过转移机构将热压成型后的锂电池运转,并将待加工的锂电池拿取至放置台上;
6、上述新能源锂电池s1-s3步骤中的新能源锂电池的热压成型工艺步骤需要由底座、放置台、转移机构和热压机构配合完成。
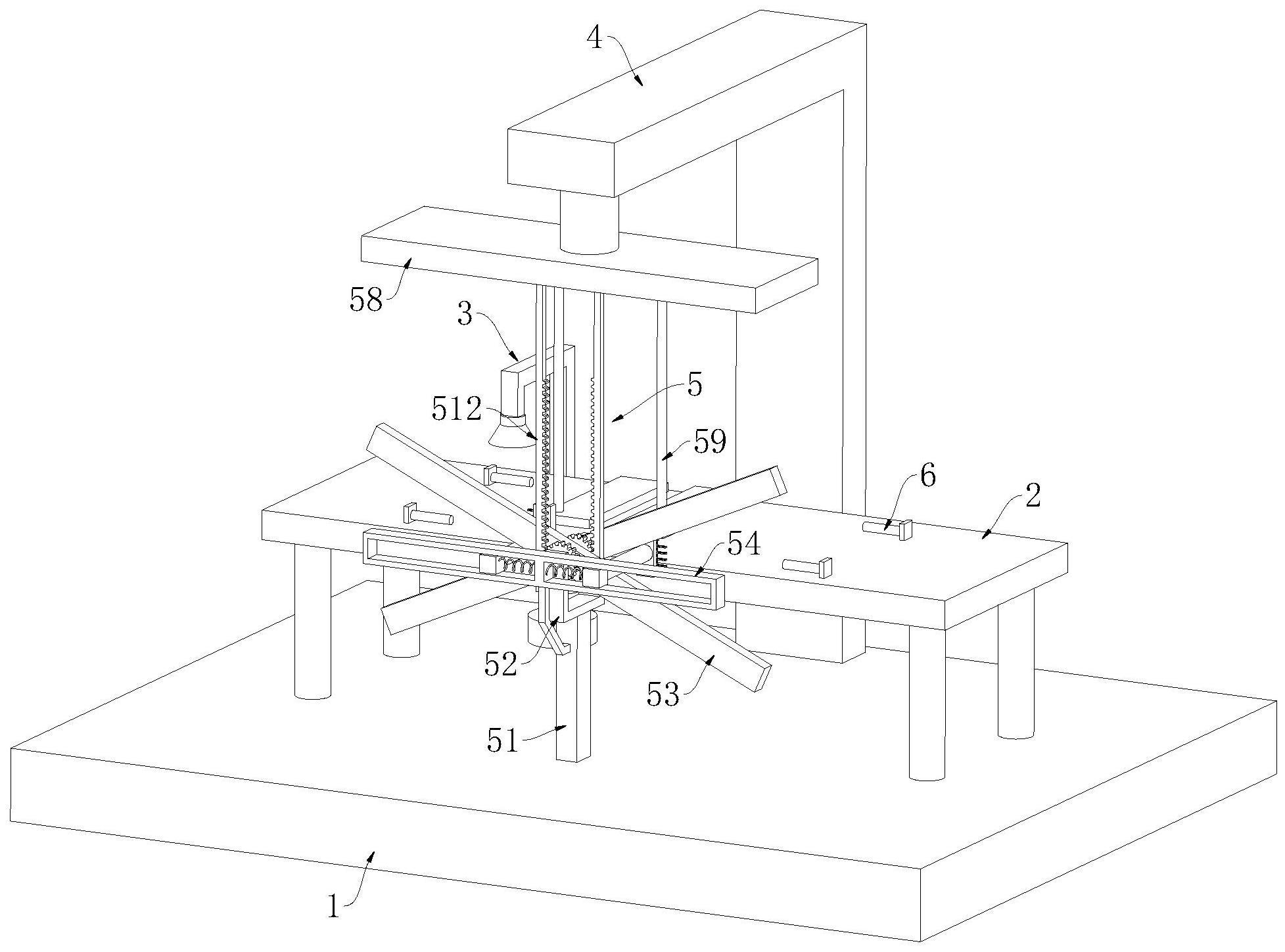
7、所述底座上端面通过支柱固定连接有放置台,所述底座上端面且位于放置台后部安装有转移机构,所述底座上端面固定连接有l型架,所述l型架横向段和底座之间共同安装有热压机构。
8、所述热压机构包括安装板,所述底座上端面且位于放置台前方固定连接有安装板,所述安装板上端面固定连接有u形板,所述u形板内部相对侧分别通过转柱转动连接有挤压杆,且两个挤压杆呈x状布置,所述安装板前端面通过固定杆固定连接有滑动框,所述滑动框内部通过滑块左右对称滑动连接有挤压柱,且挤压柱位于两个所述挤压杆的横向夹角处,所述滑块和滑动框共同固定连接有复位拉簧,所述l型架横向段下端面通过电动杆固定连接有板体,所述板体下端面通过滑槽左右对称滑动连接有与挤压柱对应的弹簧压杆,所述弹簧压杆下端固定连接有热压板,所述热压板和挤压柱之间共同安装有调距连接件,所述转柱外部固定连接有齿轮,所述板体下端面且位于前部的齿轮左侧以及位于后部的齿轮右侧分别固定连接有齿轮对应的齿条。
9、进一步的,所述调距连接件包括竖盒,挤压柱后端固定固定连接有后部开口的竖盒,所述热压板前端面固定连接有用于与竖盒配合的插舌,两个所述竖盒相背侧均固定连接有竖板,所述竖板内部等距开设有若干个通槽,所述通槽内部滑动连接有调距卡板,所述调距卡板位于竖盒内部的一端转动连接有绳轮,所述竖板上端固定连接有绳索,所述绳索下端从上至下依次穿过绳轮并固定连接在竖板侧端面下部。
10、进一步的,所述转移机构包括电动转座,所述底座上端面固定连接有电动转座,所述电动转座上部转动连接有伸缩臂,所述伸缩臂远离电动转座的一端安装有电动吸盘。
11、进一步的,所述放置台上端面左右对称固定连接有弹簧伸缩定位柱。
12、进一步的,所述热压板下部拐角处转动连接有转辊。
13、进一步的,所述u形板和转柱共同固定连接有套设在转柱外部的定位扭簧。
14、进一步的,所述通槽远离绳轮的拐角处设置有弧形倒角。
15、进一步的,所述调距卡板上下端面均开设有与绳索对应的线槽。
16、有益效果:(1)通过板体下降时带动齿条下移并与齿条配合,进而来带动挤压杆旋转,挤压杆旋转时横向位置上的夹角不断缩小,从而挤压挤压柱逐渐朝着远离u形板的方向移动,挤压柱并再带动热压板从电池中部逐渐向两侧移动,逐渐对电池进行热压,使得电池内部能够被严实的挤压贴合,且移动的同时还能够分区域加热,加快加热速度,提高热压成型质量。
17、(2)通过按压不同高度位置上的调距卡板来对插舌下降时的停止的位置,从而可以根据不同厚度的电池来调整热压板和放置板的间距,提高装置的适用性。
技术特征:
1.一种新能源锂电池热压成型工艺,其特征在于:具体新能源锂电池的热压成型工艺步骤如下:
2.根据权利要求1所述的一种新能源锂电池热压成型工艺,其特征在于:所述调距连接件(5a)包括竖盒(5a1),挤压柱(55)后端固定固定连接有后部开口的竖盒(5a1),所述热压板(510)前端面固定连接有用于与竖盒(5a1)配合的插舌(5a2),两个所述竖盒(5a1)相背侧均固定连接有竖板(5a3),所述竖板(5a3)内部等距开设有若干个通槽,所述通槽内部滑动连接有调距卡板(5a4),所述调距卡板(5a4)位于竖盒(5a1)内部的一端转动连接有绳轮(5a5),所述竖板(5a3)上端固定连接有绳索(5a6),所述绳索(5a6)下端从上至下依次穿过绳轮(5a5)并固定连接在竖板(5a3)侧端面下部。
3.根据权利要求1所述的一种新能源锂电池热压成型工艺,其特征在于:所述转移机构(3)包括电动转座(31),所述底座(1)上端面固定连接有电动转座(31),所述电动转座(31)上部转动连接有伸缩臂(32),所述伸缩臂(32)远离电动转座(31)的一端安装有电动吸盘(33)。
4.根据权利要求1所述的一种新能源锂电池热压成型工艺,其特征在于:所述放置台(2)上端面左右对称固定连接有弹簧伸缩定位柱(6)。
5.根据权利要求1所述的一种新能源锂电池热压成型工艺,其特征在于:所述热压板(510)下部拐角处转动连接有转辊。
6.根据权利要求1所述的一种新能源锂电池热压成型工艺,其特征在于:所述u形板(52)和转柱共同固定连接有套设在转柱外部的定位扭簧。
7.根据权利要求2所述的一种新能源锂电池热压成型工艺,其特征在于:所述通槽远离绳轮(5a5)的拐角处设置有弧形倒角。
8.根据权利要求2所述的一种新能源锂电池热压成型工艺,其特征在于:所述调距卡板(5a4)上下端面均开设有与绳索(5a6)对应的线槽。
技术总结
本发明公开了一种新能源锂电池热压成型工艺,本发明涉及锂电池热压技术领域。由底座、放置台、转移机构和热压机构配合完成能源锂电池的热压成型,底座上端面通过支柱固定连接有放置台,底座上端面且位于放置台后部安装有转移机构,底座上端面固定连接有L型架,L型架横向段和底座之间共同安装有热压机构,热压机构包括安装板,板体下端面且位于前部的齿轮左侧以及位于后部的齿轮右侧分别固定连接有齿轮对应的齿条,本发明通过板体下降时带动挤压杆旋转来改变挤压杆的横向角度,进而挤压挤压柱向两侧移动,挤压柱再带动热压板从电池中部向两侧逐渐移动,从而能够对电池内部进行严实的挤压,且还能够加快加热速度,提高热压成型质量。
技术研发人员:彭金兰,邓纶浩
受保护的技术使用者:江西九鼎动力新能源科技股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!