一种带导热片的闪动式温控器及加工装置与加工方法与流程
本申请涉及温控器领域,尤其是涉及一种带导热片的闪动式温控器及加工装置与加工方法。
背景技术:
1、温控器也叫温控开关,是在工作环境的温度发生变化且达到设定范围时,产生导通或者断开动作的自动控制元件。一般来说,导通或者断开动作是通过温控器内部用于感应温度的双金属片发生形变而实现的,利用的是双金属片中两种热膨胀系数不同的金属材料的热特性。
2、温控器又分为突跳式温控器和闪动式温控器,带有可调使用温度功能的闪动式温控器较为常见,双金属片设置于闪动式温控器的底部,双金属片冷热形变并不立即作用于触点,而是储能簧片上慢慢积累至转折点时,触点快速离合达到接通或断开。
3、对于要求响应快速的闪动式温控器,例如用于电熨斗的温控器,一般会在双金属片上安装导热片,如铝片,利用导热片导热能力良好的特性,使双金属片能快速感应工作环境的温度,从而快速响应。
4、为了使导热片安装于双金属片,一般会在导热片的两侧延伸勾脚,两个勾脚在双金属片的两侧相向折叠,实现固定;然而这种固定方式所限制的移动方向单一,容易导致导热片松动,影响导热片的安装稳定性。
技术实现思路
1、为了提高导热片在闪动式温控器中安装的稳定性,本申请提供一种带导热片的闪动式温控器及加工装置与加工方法。
2、第一方面,本申请提供的一种带导热片的闪动式温控器采用如下的技术方案:
3、一种带导热片的闪动式温控器,包括温控器本体,所述温控器本体的底部设置有双金属片,所述导热片安装于所述双金属片的底面,所述导热片的两侧均设置有侧边勾脚,所述导热片的中部设置有中心勾脚,所述双金属片设置有供所述中心勾脚穿设的通孔,所述侧边勾脚以及所述中心勾脚均与所述双金属片钩接,所述双金属片的形变翘曲方向垂直于所述双金属片的长度方向,所述通孔沿所述双金属片的长度方向延伸。
4、通过采用上述技术方案,导热片除了利用两个侧边勾脚进行固定外,还利用中心勾脚与通孔的配合,对双金属片进行固定,从而在多个方向上对双金属片进行固定和限制,提高导热片在闪动式温控器中安装的稳定性;并且通孔的设置不会导致双金属片结构受损,反而提高了双金属片的结构稳定性,因为通孔的延伸方向适配于双金属片的形变翘曲方向,使得双金属片中的应力能够被通孔分散,减少多次形变后因应力集中而损坏的情况,所以中心勾脚与通孔的配合设置,不仅提高导热片与双金属片的连接稳定性,还提高双金属片自身的结构稳定性。
5、可选的,所述中心勾脚由所述导热片中部冲压半剪而成。
6、通过采用上述技术方案,冲压半剪的成型方式,可以不另外消耗导热片原料,不增加材料成本,并且冲压半剪不仅形成中心勾脚,还能形成与通孔适配的冲压孔,冲压孔同样起到分散应力的作用,提高导热片的结构稳定性,并减小应力集中于通孔附近的情况。
7、可选的,所述中心勾脚的翻折方向朝向两个所述侧边勾脚之间。
8、通过采用上述技术方案,翻折方向的设置使得中心勾脚和侧边勾脚能够充分限制导热片的移动。
9、可选的,所述双金属片和所述导热片均包括相对应的宽部、细部以及连接于宽部与细部之间的收窄部,所述侧边勾脚设置于所述导热片的细部且靠近细部与收窄部的连接处。
10、通过采用上述技术方案,由于侧边勾脚所处的位置,使得侧边勾脚会受收窄部的影响而限制移动,配合中心勾脚的限制,使得导热片在整个平面上的稳定性更高。
11、第二方面,本申请提供的一种带导热片的闪动式温控器的加工装置采用如下的技术方案:
12、一种带导热片的闪动式温控器的加工装置,包括加工支架和用于输送温控器本体的输送机构,所述加工支架安装有用于将侧边勾脚和中心勾脚翻折、使侧边勾脚以及中心勾脚与双金属片钩接的加工机构。
13、通过采用上述技术方案,侧边勾脚和中心勾脚能够自动翻折,实现导热片在温控器本体上的快速安装。
14、可选的,所述加工机构包括两个翻折针以及用于控制两个所述翻折针平移的平移组件。
15、通过采用上述技术方案,在翻折针的接触以及平移作用下,实现侧边勾脚和中心勾脚的翻折。
16、可选的,所述平移组件包括y轴气缸和两个x轴气缸,所述翻折针安装于所述x轴气缸的输出端,所述x轴气缸的输出端推动使侧边勾脚翻折,所述y轴气缸的输出端与所述x轴气缸连接。
17、通过采用上述技术方案,y轴气缸和x轴气缸配合,既实现勾脚的翻折,也实现对不同勾脚的选择。
18、可选的,所述翻折针的端部设置有柔性块,两个所述柔性块之间设置有相互咬合的咬合齿,所述柔性块用于与中心勾脚以及侧边勾脚抵接。
19、通过采用上述技术方案,柔性块与勾脚抵接,减少刚性接触,并且柔性块之间通过咬合齿咬合,提高两翻折针在推动中心勾脚翻折时的稳定性。
20、可选的,所述输送机构为多工位转盘,所述多工位转盘设置有用于固定温控器本体的多个夹具。
21、通过采用上述技术方案,多工位转盘既能输送待安装导热片的温控器本体,又能作为加工的工位进行安装。
22、第三方面,本申请提供的一种带导热片的闪动式温控器的加工方法采用如下的技术方案:
23、一种带导热片的闪动式温控器的加工方法,包括以下步骤:
24、s1.将温控器本体置于多工位转盘的夹具,并使双金属片的底面朝上放置;
25、s2.所述多工位转盘带动温控器本体旋转至预定工位之前,将导热片置于双金属片的底面,并使中心勾脚穿设于通孔;
26、s3.启动x轴气缸和y轴气缸,带动翻折针平移;先使所述翻折针沿y轴平移至对准侧边勾脚,然后使两个所述翻折针沿x轴相向平移至推动侧边勾脚翻折,再使所述翻折针沿y轴平移至中心勾脚背离侧边勾脚的一侧,然后使两个所述翻折针沿x轴相向平移至两个所述翻折针连接,再使所述翻折针沿y轴平移至推动中心勾脚翻折,完成导热片在双金属片的安装。
27、通过采用上述技术方案,翻折针在x轴方向的移动,实现侧边勾脚的翻折钩接,同时两个翻折针在x轴方向上连接,以作为推动中心勾脚翻折的发力点,从而通过较少的工序步骤、较快的效率实现中心勾脚和侧边勾脚的翻折钩接。
28、综上所述,本申请具有以下有益效果:
29、1、本申请的导热片除了利用两个侧边勾脚进行固定外,还利用中心勾脚与通孔的配合,对双金属片进行固定,从而在多个方向上对双金属片进行固定和限制,提高导热片在闪动式温控器中安装的稳定性;并且通孔的设置不会导致双金属片结构受损,反而提高了双金属片的结构稳定性,因为通孔的延伸方向适配于双金属片的形变翘曲方向,使得双金属片中的应力能够被通孔分散,减少多次形变后因应力集中而损坏的情况,所以中心勾脚与通孔的配合设置,不仅提高导热片与双金属片的连接稳定性,还提高双金属片自身的结构稳定性。
30、2、本申请的加工装置可实现侧边勾脚和中心勾脚能够自动翻折,实现导热片在温控器本体上的快速安装。
技术特征:
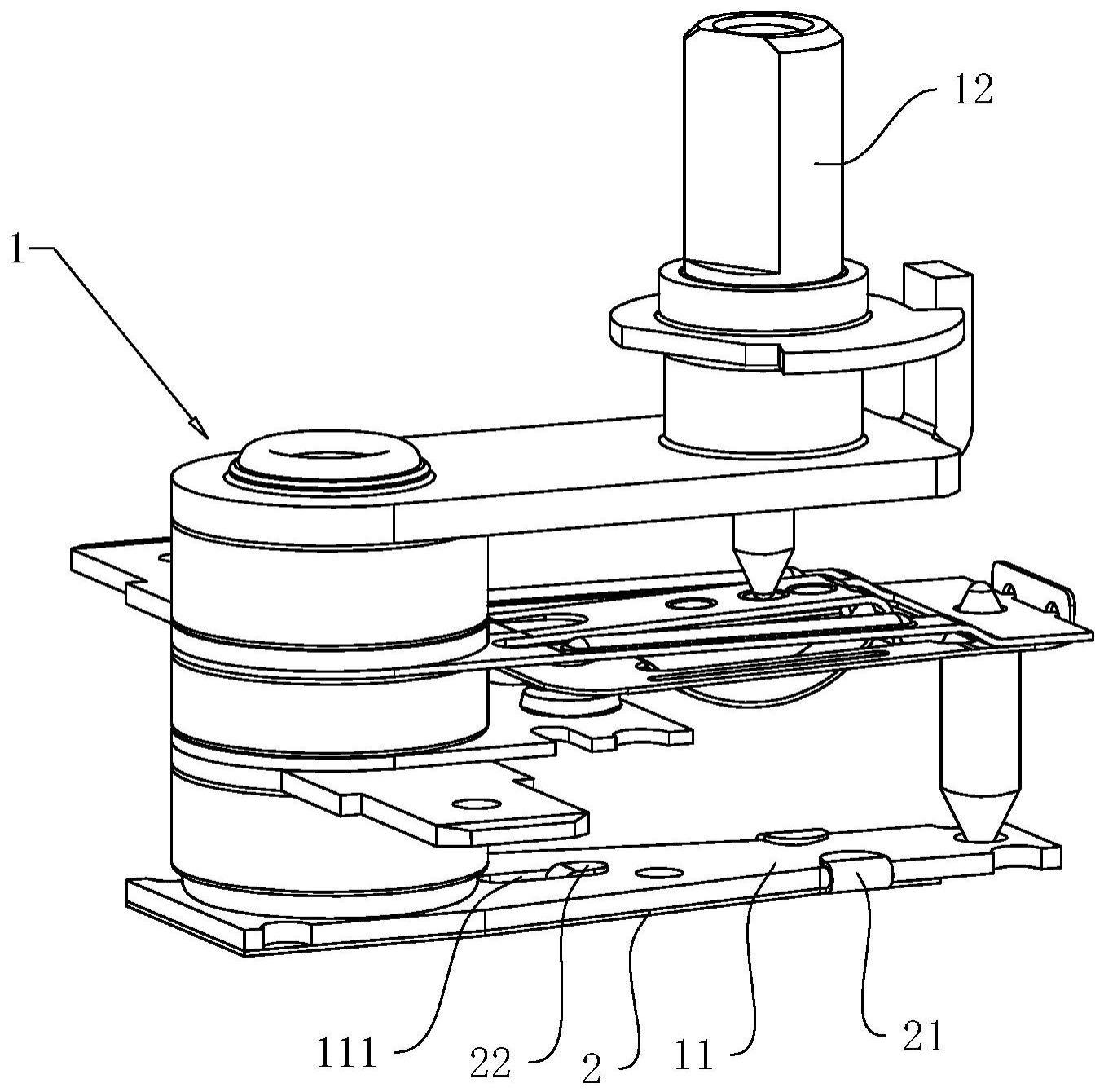
1.一种带导热片的闪动式温控器,包括温控器本体(1),所述温控器本体(1)的底部设置有双金属片(11),其特征在于:所述导热片(2)安装于所述双金属片(11)的底面,所述导热片(2)的两侧均设置有侧边勾脚(21),所述导热片(2)的中部设置有中心勾脚(22),所述双金属片(11)设置有供所述中心勾脚(22)穿设的通孔(111),所述侧边勾脚(21)以及所述中心勾脚(22)均与所述双金属片(11)钩接,所述双金属片(11)的形变翘曲方向垂直于所述双金属片(11)的长度方向,所述通孔(111)沿所述双金属片(11)的长度方向延伸。
2.根据权利要求1所述的一种带导热片的闪动式温控器,其特征在于:所述中心勾脚(22)由所述导热片(2)中部冲压半剪而成。
3.根据权利要求1所述的一种带导热片的闪动式温控器,其特征在于:所述中心勾脚(22)的翻折方向朝向两个所述侧边勾脚(21)之间。
4.根据权利要求3所述的一种带导热片的闪动式温控器,其特征在于:所述双金属片(11)和所述导热片(2)均包括相对应的宽部(31)、细部(32)以及连接于宽部(31)与细部(32)之间的收窄部(3),所述侧边勾脚(21)设置于所述导热片(2)的细部(32)且靠近细部(32)与收窄部(3)的连接处。
5.一种带导热片的闪动式温控器的加工装置,其特征在于:用于加工权利要求1-4任一所述的一种带导热片的闪动式温控器,包括加工支架(42)和用于输送温控器本体(1)的输送机构,所述加工支架(42)安装有用于将侧边勾脚(21)和中心勾脚(22)翻折、使侧边勾脚(21)以及中心勾脚(22)与双金属片(11)钩接的加工机构。
6.根据权利要求5所述的一种带导热片的闪动式温控器的加工装置,其特征在于:所述加工机构包括两个翻折针(5)以及用于控制两个所述翻折针(5)平移的平移组件。
7.根据权利要求6所述的一种带导热片的闪动式温控器的加工装置,其特征在于:所述平移组件包括y轴气缸(51)和两个x轴气缸(52),所述翻折针(5)安装于所述x轴气缸(52)的输出端,所述x轴气缸(52)的输出端推动使侧边勾脚(21)翻折,所述y轴气缸(51)的输出端与所述x轴气缸(52)连接。
8.根据权利要求6所述的一种带导热片的闪动式温控器的加工装置,其特征在于:所述翻折针(5)的端部设置有柔性块(56),两个所述柔性块(56)之间设置有相互咬合的咬合齿(57),所述柔性块(56)用于与中心勾脚(22)以及侧边勾脚(21)抵接。
9.根据权利要求5所述的一种带导热片的闪动式温控器的加工装置,其特征在于:所述输送机构为多工位转盘(4),所述多工位转盘(4)设置有用于固定温控器本体(1)的多个夹具(41)。
10.一种带导热片的闪动式温控器的加工方法,其特征在于:用于加工一种带导热片的闪动式温控器,包括以下步骤:
技术总结
本申请公开了一种带导热片的闪动式温控器及加工装置与加工方法,属于温控器领域。一种带导热片的闪动式温控器,包括温控器本体,温控器本体的底部设置有双金属片,导热片安装于双金属片的底面,导热片的两侧均设置有侧边勾脚,导热片的中部设置有中心勾脚,双金属片设置有供中心勾脚穿设的通孔,侧边勾脚以及中心勾脚均与双金属片钩接,通孔沿双金属片的长度方向延伸。一种带导热片的闪动式温控器的加工装置,包括加工支架和用于输送温控器本体的输送机构,加工支架安装有用于将侧边勾脚和中心勾脚翻折、使侧边勾脚以及中心勾脚与双金属片钩接的加工机构。本申请具有提高导热片在闪动式温控器中安装的稳定性的优点。
技术研发人员:何荣设
受保护的技术使用者:佛山市通宝华龙控制器有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!