一种提高软包锂电池二封封装稳定性的制作工艺的制作方法
本发明涉及一种提高软包锂电池二封封装稳定性的制作工艺,属于锂电池制备。
背景技术:
1、软包电池生产从装配车间开始主要有以下几道主要工序,装配车间将正负极片隔膜按照卷绕或叠片方式制作成裸电芯,裸电芯装入对应的铝塑膜成型膜体中,完成顶封、侧封、烘烤后进行注液,一次封装、然后进行高温烘烤静置、化成、化成后高温老化静置、二封。其中顶封、侧封不受电解液影响,封装参与介质少,易熔胶,封装稳定,侧封属于铝塑膜pp胶之间的单介质融合,最易封装,顶封是铝塑膜pp胶与极耳cpp胶之间的双介质融合,目前通过硬封工艺也能够很好的保证稳定封装。
2、二封是软包电池最后一道封装,也是最难的一道封装。目前,液态电解质依然是主流,只要用到液态电解质二封就很难稳定,主要受到液流体对温度的影响,难溶物对温度传输的阻隔。封装参与介质有铝塑膜pp胶、电解液残留体、高温绝缘胶与电解质反应生成的耐热凝胶体,参与介质多,同时二封工序有真空抽气,抽气过程多余的电解液会被抽出,会存在电解液持续流体,持续流体会影响封装温度一致性,二封封装难度极大,很不稳定,经常产生熔胶不良,二封pp胶部分区域不溶胶,导致后工段高温高湿老化过程水分进入电池内部,产生漏液、胀气,电池性能失效。
3、现有解决二封封装难的方案有两种。
4、一种是提高封装参数,温度、时间和压力,但封装温度过高、时间过长,压力过大,会一定程度提高熔胶效果,但也会导致部分区域过熔,过熔胶会造成后期铝塑膜被电解液腐蚀,产生漏液胀气,温度过高还会导致封头热隔层铁氟龙胶质严重脱落,封头清理难度大。
5、另一种是更换内部裸电芯极耳高温绝缘材质,用亚克力系高温胶替换硅胶系高温胶,硅胶会与电解质六氟磷酸锂反应生成硅凝胶,少许硅凝胶脱落,在抽气过程中随气流、液流到达二封边就会导致封装不熔胶,硅胶系高温胶可耐300℃以上高温,远远高于二封封装需求温度,即使将二封温度提高到210度以上,依然不熔胶,而亚克力系高温胶只能耐160℃高温,材质更换降低了电池的热稳定安全性能,安全性主要表现在电池外短路容易失效,外短路过程,瞬间大电流产生,电池极耳处温度急剧上升,如果高温胶耐温不足,产生脱落、融化,内部就会裸露出极耳金属端,加大内部短路风险,更容易热失控。
技术实现思路
1、本发明目的是为了克服现有技术的不足,提供一种兼顾电池热稳定性的提高软包锂电池二封封装稳定性的制作工艺。
2、本发明的目的是通过以下技术方案实现的:
3、一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于包括以下步骤:
4、a、取出注液并完成一次封装后的电芯,对需要二封边的一侧从两端向中间进行预封边,预封边对该侧边中间留空;
5、b、将预封边的电芯静置,增加电解液浸润性;
6、c、将静置好的电芯置于化成柜进行化成;
7、d、将化成好的电芯进行老化,进一步增加电解液浸润性及快速稳定sei膜;
8、e、将老化好的电芯进行二封,二封完成后的电芯进行后续工序。
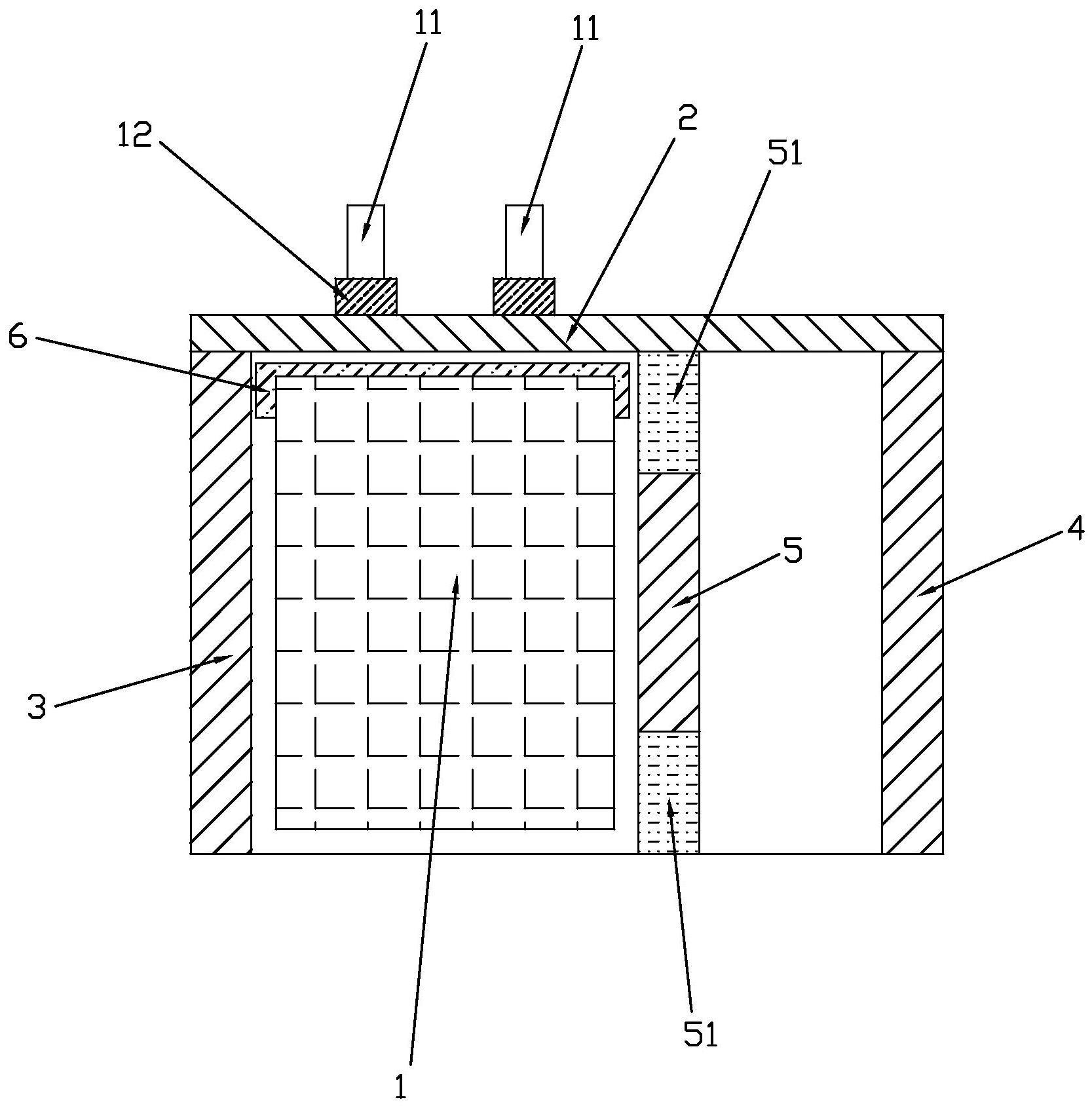
9、本发明步骤a中,预封边后在该侧边形成上预封边和下预封边,所述留空为上预封边和下预封边之间的二封区,所述上预封边与下预封边的长度和与所述二封区长度的比为1:0.8-1.2。
10、二封步骤中,难熔物质主要来自于高温胶浸泡电解液后脱落的絮状胶体,产生在电池头部(极耳端),有预封边后可以阻挡住难熔物质被抽到二封封印区域影响封装,底部的下预封边的作用主要是降低抽气过程液体流量,未被极片吸收的残存电解液主要集中在电池底部。并且,增加了上预封边和下预封边后,改变了液体流向,有利于降低液流速度和节流。
11、本发明中,所述上预封边与下预封边的长度和与所述二封区长度的比为1:1。进一步地,所述上预封边长度:二封区长度:下预封边长度的比为1:2:1。预封边过长,二封区过短会存在抽气不尽现象,预封过程产生的热辐射区域会导致抽不到真空。
12、步骤a中,所述的预封边封装后铝塑膜pp胶胶量保留70-80%。预封边的封装参数为:
13、温度170-180℃,封装时间3-4s,压强0.2-0.3mpa。
14、其中电芯静置条件常规,本发明中为45℃静置12-16h;化后好的电芯老化条件常规,本发明中为45℃下进行老化8-12h。
15、本发明步骤e中,所述的二封封边后铝塑膜pp胶胶量保留50-60%。二封封装参数为:
16、温度195-205℃,封装时间4-5s,压强0.3-0.5mpa,真空度≤-85kpa,达到真空度时间10-12s。
17、预封装区后期会有与二封区有交叠部分,预封要求封装后pp胶保留量70%-80%,二封后交叠区pp胶保留量50%-60%,防止交叠区过熔。
18、为了更好地控制抽真空速度,真空泵与二封机之间加设节流阀控制达到真空度的时间。通过节流阀可以进一步降低液体流速,控制达到封装真空的时间由常规6-8s,提升至10-12s,进一步降低液体流速,减弱液流体对温度一致性的影响,提高封装性能。
19、完成二封封装的电芯上柜分容,分容完成后电芯于50±5℃,相对湿度90%条件下存储,挑选封装不良电芯。
20、与现有技术相比,本发明有如下优点:
21、本发明通过二封预封及二封抽气节流,兼顾电池热稳定性的前提下,降低电解液流量、液流速度、阻挡耐热凝胶难熔物质,提高二封熔胶效果及封装稳定性。
22、并且,本发明不需要提高封装参数,无过熔风险,参数保持(温度195-205℃,封装时间4-5s,压强0.3-0.5mpa)即可正常二封;本发明不需要更换裸电芯极耳绝缘高温胶材质,硅胶系也依然可以用,维持了电池高热稳定性能。
技术特征:
1.一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于包括以下步骤:
2.根据权利要求1所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于预封边后在该侧边形成上预封边和下预封边,所述留空为上预封边和下预封边之间的二封区,所述上预封边与下预封边的长度和与所述二封区长度的比为1:0.8-1.2。
3.根据权利要求2所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于所述上预封边与下预封边的长度和与所述二封区长度的比为1:1。
4.根据权利要求3所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于所述上预封边长度:二封区长度:下预封边长度的比为1:2:1。
5.根据权利要求1所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于所述的预封边封装后铝塑膜pp胶胶量保留70-80%。
6.根据权利要求1或5所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于所述预封边的封装参数为:
7.根据权利要求1所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于所述的二封封边后铝塑膜pp胶胶量保留50-60%。
8.根据权利要求1或7所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于所述二封封装参数为:
9.根据权利要求8所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于真空泵与二封机之间加设节流阀控制达到真空度的时间。
10.根据权利要求1所述的一种提高软包锂电池二封封装稳定性的制作工艺,其特征在于完成二封封装的电芯上柜分容,分容完成后电芯于50±5℃,相对湿度90%条件下存储,挑选封装不良电芯。
技术总结
本发明公开了一种提高软包锂电池二封封装稳定性的制作工艺,包括以下步骤:a、取出注液并完成一次封装后的电芯,对需要二封边的一侧从两端向中间进行预封边,预封边对该侧边中间留空;b、将预封边的电芯静置,增加电解液浸润性;c、将静置好的电芯置于化成柜进行化成;d、将化成好的电芯进行老化,进一步增加电解液浸润性及快速稳定SEI膜;e、将老化好的电芯进行二封,二封完成后的电芯进行后续工序。本发明不需要提高封装参数,无过熔风险,参数保持即可正常二封,并提高二封熔胶效果及封装稳定性,同时硅胶系也依然可以用,维持了电池高热稳定性能。
技术研发人员:李齐云,欧迎春
受保护的技术使用者:中山市世豹新能源有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!