一种减少铅酸蓄电池化成电量及时间的生产充电工艺的制作方法
本发明属于铅酸蓄电池,具体涉及一种减少铅酸蓄电池化成电量及时间的生产充电工艺。
背景技术:
1、随着人们对环保意识的加强,企业对生产过程中也越来越重视对环境的保护,目前铅酸蓄电池的生产已经基本上采用电池化成(或称内化成)工艺,而不采用槽化成(外化成)生产工艺。但是,电池化成初期灌酸的酸密度不能太高(如果太高会造成电池化成困难),而电池容量又决定于电池最终下架时的酸密度,目前的方法主要在化成后期通过过充电量进行分解水来达到提高酸密度的目的,从而确保电池下线时的容量达到出厂标准要求。然而,这种通过过充电量的方法一方面浪费电量和时间,另一方面又降低了生产效率,且成本高。为此,我们提出一种减少铅酸蓄电池化成电量及时间的生产充电工艺,以解决上述背景技术中提到的问题。
技术实现思路
1、本发明的目的在于提供一种减少铅酸蓄电池化成电量及时间的生产充电工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种减少铅酸蓄电池化成电量及时间的生产充电工艺,包括如下步骤:
3、s1:电池在化成过程放电完成后,在电池静止状态下,通过真空抽酸机进行第一次抽酸,将电池内部多余的游离酸全部抽干净;
4、由于此时电池处于完全放电状态,31%-38%的正极活性物质由原来的二氧化铅pbo2转化为硫酸铅pbso4,41%-50%的负极活性物质由原来的铅pb转化为硫酸铅pbso4,绝大部分硫酸放电时被消耗,抽出的酸密度为1.13-1.16g/cm3,温度保持25℃。
5、s2:酸抽完后再根据化成充电工艺的要求继续进行充电,将放电时消耗的硫酸释放出来;
6、s3:在电池处于完全充电的状态下再进行第二次恒流充电时抽酸,第二次抽出的酸密度与成品电池内部的酸密度一致,为1.35-1.36g/cm3,温度保持25℃,然后电池下线。
7、与现有技术相比,本发明的有益效果是:本发明提供的一种减少铅酸蓄电池化成电量及时间的生产充电工艺,本发明采用了两次抽酸工艺,第一次在电池经过深放电后静止状态下将多余的游离酸抽干净,第二次在电池完全充电状态下恒流充电时将多余的游离酸酸抽干净。
8、已经将部分多余的电解液体积通过低密度的酸抽出,这种生产工艺无需再通过过量的充电电量分解水来达到最终电池所需的酸密度,从而达到减少充电电量和时间的目的。
技术特征:
1.一种减少铅酸蓄电池化成电量及时间的生产充电工艺,其特征在于:包括如下步骤:
2.根据权利要求1所述的一种减少铅酸蓄电池化成电量及时间的生产充电工艺,其特征在于:所述步骤s1中,电池内部多余的游离酸全部抽干净时,电池处于完全放电状态,31%-38%的正极活性物质由原来的二氧化铅pbo2转化为硫酸铅pbso4,41%-50%的负极活性物质由原来的铅pb转化为硫酸铅pbso4,抽出的酸密度为1.13-1.16g/cm3,温度保持25℃。
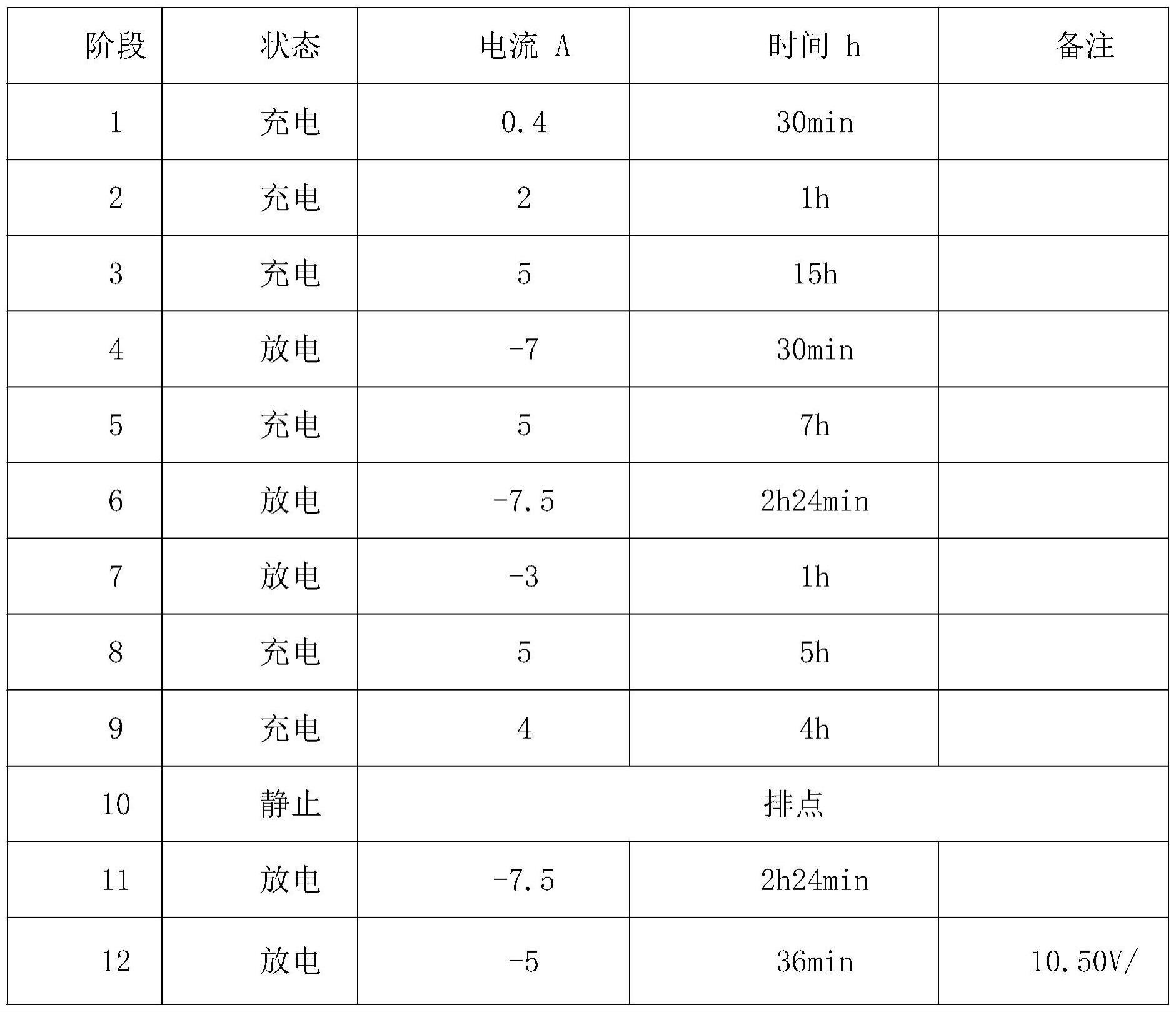
3.根据权利要求1所述的一种减少铅酸蓄电池化成电量及时间的生产充电工艺,其特征在于:所述电池放电状态,静止时抽酸,放出电量为22ah,正极pbo2转化为pbso4的百分比为31.25%,负极pb转化为pbso4的百分比为41.67%,充电总电量为220安时,化成总时间为62小时。
4.根据权利要求1所述的一种减少铅酸蓄电池化成电量及时间的生产充电工艺,其特征在于:所述电池放电状态,静止时抽酸,放出电量为24ah,正极pbo2转化为pbso4的百分比为34.09%,负极pb转化为pbso4的百分比为45.45%,充电总电量为200安时,化成总时间为58小时。
5.根据权利要求1所述的一种减少铅酸蓄电池化成电量及时间的生产充电工艺,其特征在于:所述电池放电状态,静止时抽酸,放出电量为26ah,正极pbo2转化为pbso4的百分比为36.94%,负极pb转化为pbso4的百分比为49.24%,充电总电量为190安时,化成总时间为56小时。
6.根据权利要求1所述的一种减少铅酸蓄电池化成电量及时间的生产充电工艺,其特征在于:所述步骤s3中,第二次抽出的酸密度与成品电池内部的酸密度一致,为1.35-1.36g/cm3,温度保持25℃。
技术总结
本发明公开了一种减少铅酸蓄电池化成电量及时间的生产充电工艺,包括如下步骤:电池在化成过程放电完成后,在电池静止状态下,第一次抽酸,将电池内部多余的游离酸全部抽干净。酸抽完后再根据化成充电工艺的要求继续进行充电,将放电时消耗的硫酸释放出来。在电池处于完全充电的状态下进行第二次恒流充电时抽酸,电池下线。本发明采用两次抽酸工艺,第一次在电池经过深放电后静止状态下将多余的游离酸抽干净,第二次在电池完全充电状态下恒流充电时将多余的游离酸酸抽干净。已经将部分多余的电解液体积通过低密度的酸抽出,这种生产工艺无需再通过过量的充电电量分解水来达到最终电池所需的酸密度,从而达到减少充电电量和时间的目的。
技术研发人员:包有富,闫大龙,贡全富,潘志刚,陆春梅
受保护的技术使用者:安徽超威电源有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!