一种非晶立体卷铁心库线结合的生产装置及生产方法与流程
本发明公开了一种非晶立体卷铁心的生产装置,属于生产设备,具体涉及一种非晶立体卷铁心库线结合的生产装置及生产方法。
背景技术:
1、立体卷铁芯是现有干式变压器中最长用的一种铁心,立体卷铁芯是由三个几何尺寸相同的卷绕式铁心单框拼合成的三角形立体布置的铁芯,整个铁芯是由三个完全相同的单框拼合而成,拼合后的铁芯的三个心柱呈等边三角形立体排列。每个单框是由若干根梯形料带依次连续卷绕而成。卷绕后的单框横截面接近半圆形,拼合后的横截面呈非常接近整圆的准多边形,卷绕单框的不同尺寸梯形料带,由专用折线开料机进行套裁加工得到。这种套裁加工可以做到无费料加工,即套裁时,材料利用率为100%。
2、但现有技术中的非晶立体卷铁心在生产中,无法做到全自动化流程,中间需要人工搬运或者操作,这样会使得非晶立体卷铁心的生产效率下降,同时人工操作存在很大的不稳定因素,严重时,会导致非晶立体卷铁心报废。
技术实现思路
1、发明目的:提供一种非晶立体卷铁心库线结合的生产装置及生产方法,解决上述提到的问题。
2、技术方案:一种非晶立体卷铁心库线结合的生产装置,所述生产装置包括:
3、上料分拣装置,用于将原材料运输至指定位置,并进行翻转分拣工作,同时放置于指定位置;
4、开料卷绕装置,用于将分拣后的原材料近开料,同时将多个原材料卷绕成新的材料;
5、卷绕成型装置,用于将完成开料的材料进行卷绕成卷铁心;同时将多个卷铁心拼装成立体卷铁心产品,并进行产品的退火、冷却和拆分清理工作,同时再次进行拼装成立体卷铁心产品;
6、中间测试装置,用于进行拼装成立体卷铁心产品的第一次测试,同时剔除不合格产品;
7、喷涂固化装置,用于将合格的产品进行表面喷涂和自动固化工作;
8、测试下料装置,用于对完成喷涂固化的产品进行第二次测试,同时剔除不合格产品,合格产品进行下料。
9、在进一步的实施例中,所述上料分拣装置由转运车、第一下料架、翻转分拣库和第二下料架;所述转运车将原材料运输至第一下料架,且由翻转分拣库将原材料从所述第一下料架上抓取并完成翻转分拣工作移动至第二下料架。
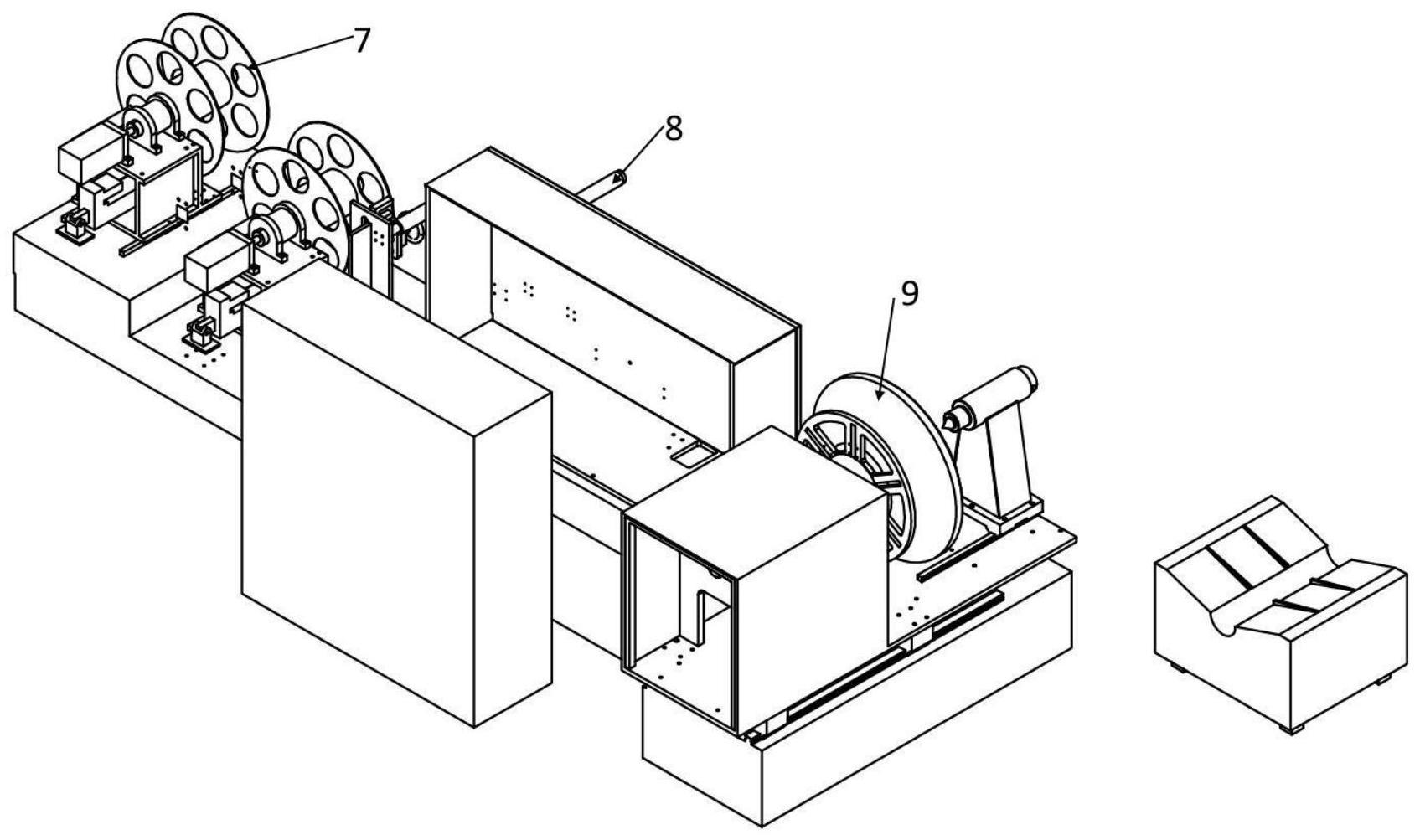
10、在进一步的实施例中,所述开料装置包括转运车和开料机组成;所述转运车将上料分拣装置上的原材料移动至开料机在进行开料工作。
11、在进一步的实施例中,所述开料机包括:开料上料机构、开料下料机构、开料卷绕机构和倒盘机构组成。
12、在进一步的实施例中,所述卷绕成型装置由自动放卷机构、辊轮机构、成型机构、拼装机构、退火机构、冷却机构和拆分清理机构组成。
13、在进一步的实施例中,所述喷涂固化装置由自动喷涂机构和表干固化机构。
14、在进一步的实施例中,所述测试下料装置包括成品测试机构和成品下料机构组成。
15、一种非晶立体卷铁心库线结合的生产装置的生产方法,具体方法如下:
16、步骤1、通过上料分拣装置中的转运车将非晶立体卷铁心的原材料进行输送至第一下料架中,完成下料工作,并由翻转分拣库将第一下料架上的原材料转运至第二下料架中,进行完成翻转分拣工作;
17、步骤2、通过开料卷绕装置将上料分拣装置中第二下料架上的非晶立体卷铁心通过转运车移动至开料机上,并依次利用开料上料机构、开料下料机构、开料卷绕机构和倒盘机构进行开料、倒盘和卷绕步骤并进行下料;
18、步骤3、通过卷绕成型装置将所述开料卷绕装置输出的非晶立体卷铁心原材料通过自动放卷机构、辊轮机构、成型机构和拼装机构完成材料的放卷和成形、以及拼装,并产品利用退火机构、冷却机构和拆分清理机构进行退火、冷却和拆分清理步骤并再次拼装且下料;
19、步骤4、通过中间测试装置对完成退火、冷却和拆分清理产品进行一次测试步骤;同时通过测试的产品移动至下一步骤,未通过的则进行剔除;
20、步骤5、通过喷涂固化装置的自动喷涂机构和表干固化机构对完成一次测试的产品进行表面喷涂及固化操作;
21、步骤6、通过测试下料装置中的成品测试机构和成品下料机构对完成喷涂及固化操作的产品进行测试并下料,同时通过测试的产品移动至下一步骤,未通过的则进行剔除。
22、有益效果:本发明公开了一种非晶立体卷铁心的生产装置,属于生产设备技术领域,具体涉及一种非晶立体卷铁心库线结合的生产装置及生产方法,本发明由包括:上料分拣装置、开料卷绕装置、卷绕成型装置、中间测试装置、喷涂固化装置和测试下料装置构成,本发明将整个非晶立体卷铁心的生产工艺设备集成于一个产线上,从材料的进场一直到成品下料,全程采用机器人操作,从而可以大大提高生产效率和产品的质量。
技术特征:
1.一种非晶立体卷铁心库线结合的生产装置,其特征在于,所述生产装置包括:
2.根据权利要求1所述的一种非晶立体卷铁心库线结合的生产装置,其特征在于,所述上料分拣装置由转运车、第一下料架、翻转分拣库和第二下料架;所述转运车将原材料运输至第一下料架,且由翻转分拣库将原材料从所述第一下料架上抓取并完成翻转分拣工作移动至第二下料架。
3.根据权利要求1所述的一种非晶立体卷铁心库线结合的生产装置,其特征在于,所述开料装置包括转运车和开料机组成;所述转运车将上料分拣装置上的原材料移动至开料机在进行开料工作。
4.根据权利要求3所述的一种非晶立体卷铁心库线结合的生产装置,其特征在于,所述开料机包括:开料上料机构、开料下料机构、开料卷绕机构和倒盘机构组成。
5.根据权利要求1所述的一种非晶立体卷铁心库线结合的生产装置,其特征在于,所述卷绕成型装置由自动放卷机构、辊轮机构、成型机构、拼装机构、退火机构、冷却机构和拆分清理机构组成。
6.根据权利要求1所述的一种非晶立体卷铁心库线结合的生产装置,其特征在于,所述喷涂固化装置由自动喷涂机构和表干固化机构。
7.根据权利要求1所述的一种非晶立体卷铁心库线结合的生产装置,其特征在于,所述测试下料装置包括成品测试机构和成品下料机构组成。
8.一种非晶立体卷铁心库线结合的生产装置的生产方法,其特征在于,由权利要求1至7任一项所述的非晶立体卷铁心库线结合的生产装置完成,具体方法如下:
技术总结
本发明公开了一种非晶立体卷铁心的生产装置,属于生产设备技术领域,具体涉及一种非晶立体卷铁心库线结合的生产装置及生产方法,本发明由包括:上料分拣装置、开料卷绕装置、卷绕成型装置、中间测试装置、喷涂固化装置和测试下料装置构成,本发明将整个非晶立体卷铁心的生产工艺设备集成于一个产线上,从材料的进场一直到成品下料,全程采用机器人操作,从而可以大大提高生产效率和产品的质量。
技术研发人员:蒋克沨,孙浩,李明东,袁辉,唐文涛,李山山,冯彦程,王文凯,樊鑫,王锐
受保护的技术使用者:江苏森蓝智能系统有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!