一种熔断器自动组装机及其组装工艺的制作方法
本发明涉及自动化设备领域,特别指一种熔断器自动组装机及其组装工艺。
背景技术:
1、熔断器fuse是指当电流超过规定值时,以本身产生的热量使熔体熔断,断开电路的一种电器。熔断器是根据电流超过规定值一段时间后,以其自身产生的热量使熔体熔化,从而使电路断开;运用这种原理制成的一种电流保护器。熔断器广泛应用于高低压配电系统和控制系统以及用电设备中,作为短路和过电流的保护器,是应用最普遍的保护器件之一。
2、在熔断器的组成结构中包括主体的陶瓷壳、插设于陶瓷壳内的熔丝以及连接于陶瓷壳两端的端子,其中,陶瓷壳为内部设有上下贯通空腔的矩形体结构,熔丝为弓字型片状结构,其插设在矩形陶瓷壳体的空腔内,且熔丝的端部从陶瓷壳两端伸出后折弯贴合在陶瓷壳的端面上,并与陶瓷壳外部组装的端子连接固定。
3、在熔断器组装过程中,首先需要将熔丝插入陶瓷壳,并贴着陶瓷壳的空腔内壁,且熔丝的折弯部贴着陶瓷壳的端面后,再将外部的端子压合在熔丝上后,通过点胶打螺丝工艺将端子固定在陶瓷壳上。基于熔断器的物料及组装工艺要求,设计一种实现熔断器的陶瓷壳、熔丝及端子自动组装设备,并使之适应并集成至现代自动化生产线中是技术及市场发展所需。
4、基于以上情况,在自动组装熔断器过程中,需要解决以下技术问题:1、由于需要在陶瓷壳内插装熔丝及组装端子,因此需要首先需要解决夹持固定陶瓷壳的问题,同时由于陶瓷壳两端均需要组装端子,还需要解决夹持固定后的陶瓷壳旋转问题,以便组装不同端部的端子;2、在组装端子过程中,由于熔丝预先插装在陶瓷壳内,且在陶瓷壳内可自由活动,因此在组装端子、旋转陶瓷壳或将陶瓷壳在不同工位之间转运等情况时,需要解决熔丝位置偏移问题。
技术实现思路
1、本发明要解决的技术问题是针对上述现有技术的不足,提供一种实现了陶瓷壳自动上料旋转、夹装及通过治具开合实现熔丝自动压紧,熔丝自动上料、插装,端子自动取料、定位检测、搬移、点胶及打螺丝,能够有效提升熔断器组装效率及组装精准度的熔断器自动组装机及其组装工艺。
2、本发明采用的技术方案如下:一种熔断器自动组装机,包括水平设置的机台,机台中部可转动地设有转盘,转盘的周围间隔设有至少两个工位,还包括治具、治具开合机构、陶瓷壳上料机构、熔丝上料机构、端子供料定位机构、端子搬移点胶机构、承载夹紧机构、打螺丝机构及下料机构,其中,
3、所述至少两个工位包括依次间隔设置的陶瓷壳上料工位、熔丝上料工位、熔丝上料工位、端子上料工位、点胶打螺丝工位、端子上料工位、点胶打螺丝工位及下料工位;
4、所述治具包括至少两套,至少两套治具间隔设置于转盘上,并随转盘转动;所述治具从两侧水平夹紧竖向的陶瓷壳,并将陶瓷壳内的熔丝夹紧;
5、所述治具开合机构包括至少两组,至少两组治具开合组件分别设置于熔丝上料工位及下料工位处;所述治具开合机构沿竖直方向输出动力给治具,打开治具以便插装熔丝或熔断器下料;
6、所述陶瓷壳上料机构设置于陶瓷壳上料工位处,以便将陶瓷壳料带上直线传输的陶瓷壳旋转至竖直方向后搬运至治具内;
7、所述熔丝上料机构设置于熔丝上料工位处,以便将熔丝取出并竖向插装在陶瓷壳内;
8、所述端子供料定位机构设置于端子上料工位处,以便供应端子,并对端子进行定位;
9、所述端子搬移点胶机构、承载夹紧机构及打螺丝机构设置于点胶打螺丝工位处;所述端子搬移点胶机构将定位后的端子搬移至治具内陶瓷壳的端部,并在端子及陶瓷壳的螺孔内点胶;所述承载夹紧机构从下方承载陶瓷壳并夹紧端子;所述打螺丝机构将螺丝旋入端子及陶瓷壳的螺孔内,使两者固定连接;
10、所述下料机构设置于下料工位处,以便将组装形成的熔断器搬移下料。
11、优选的,所述熔断器包括陶瓷壳、熔丝及端子,其中,所述陶瓷壳为中部设有竖直空腔的矩形体结构,竖直空腔上下贯通陶瓷壳;所述熔丝包括两片,熔丝为弓字型的金属片状结构,两片熔丝插装在陶瓷壳的空腔内,并分别贴胶竖直空腔的两侧内壁,熔丝端部的折弯部贴合在陶瓷壳的端面上后竖直向上折弯;所述端子从端部外侧将熔丝压合在陶瓷壳上后,其侧壁与熔丝的竖直折弯部贴合;所述陶瓷壳的端部及端子上开设有螺孔,螺孔内旋入螺丝使陶瓷壳与端子固定连接;所述端子上还开设有填砂孔。
12、优选的,熔丝上料工位包括第一熔丝上料工位及第二熔丝上料工位;所述端子上料工位包括第一端子上料工位及第二端子上料工位;所述点胶打螺丝工位包括第一点胶打螺丝工位及第二点胶打螺丝工位;所述陶瓷壳上料工位、第一熔丝上料工位、第二熔丝上料工位、第一端子上料工位、第一点胶打螺丝工位、第二端子上料工位、第二点胶打螺丝工位及下料工位沿转盘圆周方向逐次间隔设置。
13、优选的,所述治具包括水平设置的支架,支架的中部为u型安装空间,该u型安装空间的侧部设有支座,治具还包括旋转驱动组件、旋转座、组装支座、夹持驱动组件、夹持传动组件、夹持组件、安装架及压熔丝组件,其中,
14、所述旋转驱动组件设置在支座的侧部,且输出端水平向外延伸;
15、所述旋转座平行间隔的设置于支座的侧部,并与旋转驱动组件的输出端连接,经旋转驱动组件驱动而在竖直平面内旋转运动;
16、所述组装支座竖直设置在旋转座的侧部,并经旋转座带动而旋转运动,组装支座靠近旋转座的一侧壁上设有驱动槽,驱动槽包括中部的圆形槽体以及连接于圆形槽体两侧的条状槽体;
17、所述夹持驱动组件设置于支架的一侧,且输出端穿过支架的侧壁伸入支架的u型安装空间内;
18、所述夹持传动组件的一端可转动的设置在支座上,并经夹持驱动组件驱动而旋转运动;夹持传动组件的另一端水平穿过旋转驱动组件及旋转座延伸至组装支座的驱动槽内;夹持传动组件的转轮位于驱动槽的圆形槽体内,夹持传动组件的两根拨杆的一端可转动的连接在转轮上,另一端分别延伸至两条条状槽体内,转轮旋转时,带动两根拨杆的另一端相对靠近或远离;
19、所述夹持组件包括两组,两组夹持组件分别沿水平方向可滑动的设置在组装支座的另一侧壁上,并分别与所述两根拨杆的另一端连接,两组夹持组件经两根拨杆驱动而相互靠近或远离,以便夹持固定熔断器的陶瓷壳;
20、所述安装架包括两个,两个安装架平行间隔的设置在组装支座的另一侧壁上;安装架的中部开有通槽,所述夹持组件水平穿过通槽以夹紧陶瓷壳;
21、所述压熔丝组件包括四组,压熔丝组件两两一组分别设置在两个安装架的上下两端,压熔丝组件受到外部的治具开合装置的沿竖直方向的夹合力时,通过齿座驱动拨片旋转,使拨片压紧陶瓷壳内组装的熔丝。
22、优选的,所述治具开合机构包括可旋转运动的转轮及可转动的连接于转轮两侧的拨杆,还包括开合支座、开合气缸、推杆、转座及夹合座,其中,所述开合支座竖直设置;所述开合气缸设置于开合支座的一侧,开合气缸的下部可转动的连接在开合支座上,并倾斜向上延伸;所述推杆连接在开合气缸的输出端上;所述转座的上端与推杆的上端可转动的连接,转座的下端通过连接轴与开合支座连接;所述连接轴水平可转动的插设在开合支座的侧壁上,且延伸至开合支座的两侧;所述转轮设置在开合支座的另一侧,并与所述连接轴的端部连接,连接轴带动转轮旋转运动;所述拨杆包括两根,两根拨杆的一端分别可转动的连接在转轮上,两根拨杆的另一端分别倾斜向上及倾斜向下延伸;所述夹合座包括两个,两个夹合座分别可滑动的嵌设在开合支座另一侧壁上竖直设置的开合滑轨上,且与上述拨杆的另一端可转动的连接;所述夹合座的侧部设有水平延伸的夹合条;转轮沿不同方向旋转时通过拨杆驱动两个夹合座相对靠近或远离,以便夹紧或松开压熔丝组件。
23、优选的,所述陶瓷壳上料机构包括夹料旋转组件、陶瓷壳搬移组件及送料组件,其中,所述夹料旋转组件设置于陶瓷壳料带一侧上方,以便将陶瓷壳料带上水平传输的陶瓷壳夹取并将陶瓷壳旋转至竖直方向;所述陶瓷壳搬移组件设置于夹料旋转组件上方,并将夹料旋转组件上的陶瓷壳夹取后放置在送料组件上;所述送料组件设置在治具下方,并将陶瓷壳竖直向上送入治具内;
24、所述夹料旋转组件包括夹料座、升降气缸、夹料滑座、夹料旋转气缸、夹料气缸及夹料块,其中,所述夹料座竖直设置在机台上;所述升降气缸竖直设置在夹料座的侧壁上,且输出端朝上设置;所述夹料滑座连接于升降气缸的输出端上;所述夹料旋转气缸设置在夹料滑座上;所述夹料气缸水平设置在夹料旋转气缸的输出端上,并经夹料旋转气缸驱动而在竖直平面内旋转运动;所述夹料块连接于夹料气缸的输出端上,经夹料气缸驱动而夹紧或松开陶瓷壳;
25、所述陶瓷壳搬移组件包括搬移支架、搬移气缸、搬移升降气缸、搬移滑座、搬移夹料气缸及搬移夹爪,其中,所述搬移支架竖直设置在机台上;所述搬移气缸水平设置在搬移支架上;所述搬移升降气缸连接于搬移气缸的输出端上,并经搬移气缸驱动而水平运动;所述搬移滑座连接于搬移升降气缸的输出端上,并经搬移升降气缸爪连接于搬移夹料气缸的输出端上,并经搬移夹料气缸驱动而夹紧或松开陶瓷壳;
26、所述送料组件包括送料支座、送料升降气缸及送料座,其中,所述送料支座竖直设置在机台上;所述送料升降气缸竖直设置在送料支座的侧壁上;所述送料座连接在送料升降气缸的输出端上,经送料升降气缸驱动而升降运动;所述送料座的顶面形成水平承载面,以便承载陶瓷壳,且送料座宽度小于陶瓷壳的宽度,以便将陶瓷壳向上送入治具内。
27、优选的,所述熔丝上料机构包括上料座、上料机械臂、上料转轴、上料旋转座及上料吸座,其中,所述上料座设置于机台上;所述上料机械臂设置于上料座上,上料机械臂包括至少两个自由度;所述上料转轴竖直可转动的连接在上料机械臂上,经上料机械臂驱动而旋转运动;所述上料旋转座连接于上料转轴的下端,上料旋转座的下部一侧设有安装台阶面;所述上料吸座设置在所述安装台阶面上,其下部为向下延伸的板状支撑结构,板状支撑结构的侧壁上设有至少两个真空吸孔,以便通过真空负压吸附固定熔丝;所述板状支撑结构的厚度小于陶瓷壳的竖直空腔的宽度,以便带动熔丝插装在竖直空腔内。
28、优选的,所述端子供料定位机构包括沿靠近转盘方向间隔设置的端子供料组件及端子定位组件,其中,
29、所述端子供料组件包括供料直线模组、供料滑座及料盒,所述供料直线模组水平设置在机台上;所述供料滑座可滑动的设置在供料直线模组上,并与供料直线模组的输出端连接;所述料盒设置在供料滑座上;所述料盒上并列间隔地设有至少两个料槽;所述料槽倾斜向上延伸,料槽的顶面和倾斜面为开放结构,至少两个端子逐次叠放在料槽内,端子的一侧在料槽内水平放置;
30、所述端子定位组件包括定位支座、调节气缸、承载座、定位气缸及定位块,其中,所述定位支座设置在机台上,定位支座的顶部设有水平支台;所述调节气缸水平设置在水平支台上;所述承载座水平设置在调节气缸上,并经调节气缸驱动而直线运动;所述承载座的两侧设有定位台阶,定位台阶沿着承载座的顶面向下凹陷,承载座的顶面放置待定位的端子;所述定位气缸包括两个,两个定位气缸分别设置在承载座的两侧,且动力输出方向与调节气缸的动力输出方向相互垂直;所述定位块可滑动的设置在定位气缸上,并经定位气缸驱动而直线运动;所述定位块靠近承载座一侧的端壁上设有定位槽,定位槽沿着定位块的端面向外凹陷,定位块靠近端子时,通过定位槽从上方限位端子,并从端子的两侧定位校正端子。
31、优选的,所述端子搬移点胶机构包括设置于机台上的搬移点胶支架及设置于搬移点胶支架上的端子搬移组件和点胶组件,其中,
32、所述搬移点胶支架的侧壁上水平设有横移滑轨;
33、所述端子搬移组件包括端子搬移电机、端子搬移滑座、搬移直线模组、搬移升降滑座、端子夹持气缸及端子夹爪,其中,所述端子搬移电机水平设置在搬移点胶支架上,且输出端连接有丝杆,丝杆可转动地连接在搬移点胶支板的侧壁上;所述端子搬移滑座可滑动的嵌设在横移滑轨上,并通过丝杆座与所述丝杆连接,端子搬移电机通过控制丝杆旋转运动,以驱动端子搬移滑座直线运动;所述搬移直线模组竖直设置在端子搬移滑座的侧壁上;所述搬移升降滑座可滑动的连接在搬移直线模组上,并与搬移直线模组的输出端连接;所述端子夹持气缸设置在搬移升降滑座上;所述端子夹爪连接在端子夹持气缸的下部,并经端子夹持气缸驱动而夹紧或松开端子;
34、所述端子搬移组件还包括端子吸取气缸、端子吸座及端子吸嘴,其中,所述端子吸取气缸竖直设置在搬移升降滑座上;所述端子吸座设置在端子吸取气缸的下方,且与端子吸取气缸的输出端连接,并经端子吸取气缸驱动而升降运动;所述端子吸嘴设置于端子吸座的下方,端子吸嘴靠近并吸附端子;
35、所述点胶组件包括平移气缸、点胶滑座、点胶升降气缸、点胶升降座、第一水平气缸、第一水平滑座、第二水平气缸、第二水平滑座及点胶头,其中,所述平移气缸水平设置在搬移点胶支架上;所述点胶滑座可滑动的嵌设在横移滑轨上,并与平移气缸的输出端连接;所述点胶升降气缸竖直设置在点胶滑座的侧壁上;所述点胶升降座连接在点胶升降气缸的输出端上,经点胶升降气缸驱动而升降运动;所述第一水平气缸水平设置在点胶升降座的侧壁上;所述第一水平滑座连接在第一水平气缸的输出端上,经第一水平气缸驱动而直线运动;所述第二水平气缸设置在第一水平滑座的侧壁上;所述第二水平滑座连接在第二水平气缸的输出端上,经第二水平气缸驱动而沿垂直于第一水平滑座的运动方向直线运动;所述点胶头连接于第二水平滑座上;
36、端子搬移点胶机构还包括ccd镜头,所述ccd镜头竖直设置在所述搬移升降滑座的侧壁上,以便搬移端子或点胶时进行拍摄检测。
37、优选的,所述承载夹紧机构包括承载组件、侧夹组件及端夹组件,其中,
38、所述承载组件设置于治具下方,承载组件包括承载支座、承载滑座及承载块,其中,所述承载支座为盒状结构,承载支座设置在机台上,承载支座内设有竖向滑轨;所述支撑座设置于承载支座的上方,并与竖向滑轨可滑动的连接;所述承载块设置在承载滑座上,并竖直向上延伸,其顶面为水平承载面;
39、所述侧夹组件包括承载气缸、连接块、侧夹气缸及侧夹块,其中,所述承载气缸竖直设置在承载支座上,且输出端竖直向上延伸至承载支座内;所述连接块连接于承载气缸的输出端上,并经承载气缸驱动而沿着竖向滑轨升降运动;所述侧夹气缸位于承载支座的侧部,并与连接块固定连接,随连接块升降运动;所述侧夹块连接于侧夹气缸顶部的输出端上,经侧夹气缸驱动而从外侧夹紧端子的两侧;上述承载滑座与所述侧夹气缸的侧部固定连接,并随侧夹气缸升降运动;
40、所述端夹组件包括端夹支座、水平滑轨、调整气缸、气缸连接块、端夹水平滑座、竖直滑轨、端夹升降气缸、端夹升降滑座、端夹气缸及端夹部件,其中,所述端夹支座水平设置在机台上;所述水平滑轨水平设置在端夹支座上;所述端夹水平滑座可滑动的连接在水平滑轨上;所述调整气缸水平设置在端夹支座上,且输出端通过气缸连接块与端夹水平滑座连接,并驱动端夹水平滑座水平滑动;所述竖直滑轨沿竖直方向设置在端夹水平滑座的一侧壁上;所述端夹升降滑座可滑动的连接在竖直滑轨上;所述端夹升降气缸设置于端夹水平滑座的另一侧壁上,且输出端与端夹升降滑座连接,并驱动端夹升降滑座升降运动;所述端夹气缸的一端与端夹升降滑座下方固定连接的气缸连接座可转动的连接,另一端的输出轴与所述端夹部件连接;
41、所述端夹部件包括传动杆、传动齿轮、第一齿条、第二齿条、第一滑座、端夹座、第二滑座及端夹片,其中,所述传动杆的一端可转动的连接在端夹气缸的输出轴上,另一端向上延伸,并与所述传动齿轮的支撑轴连接;所述传动齿轮通过支撑轴与端夹升降滑座的一侧壁可转动的连接;所述第二滑座及第一滑座上下平行间隔设置,并分别与所述端夹升降滑座的一侧壁沿竖直方向可滑动的连接,第二滑座及第二滑座与所述端夹升降滑座的另一侧壁之间形成间隙空间;所述传动齿轮位于所述间隙空间内;所述第一齿条及第二齿条分别水平连接在第一滑座及第二滑座的侧壁上,并位于所述间隙空间内,且分别在下方和上方与所述传动齿轮啮合连接;所述传动杆带动传动齿轮旋转时,传动齿轮分别通过第一齿条和第二齿条驱动第一滑座和第二滑座沿相反方向直线运动;所述端夹座设置于第一滑座的端部,端夹座的端面为竖向夹持面;所述端夹座上开设有滑槽;所述第二滑座水平穿过滑槽向外延伸;所述端夹片竖直连接在第二滑座的外端,端夹片的内侧壁为竖向夹持面;第一滑座及第二滑座分别带动端夹座及端夹片运动,以便通过两者的竖向夹持面夹紧固定放置于陶瓷壳上的端子竖直向上延伸的部分。
42、一种熔断器自动组装机的组装工艺,包括如下工艺步骤:
43、s1、陶瓷壳取料、旋转及顶送:陶瓷壳料带将陶瓷壳逐个向前运输至陶瓷上料工位处,由陶瓷壳上料机构的夹料旋转组件夹取陶瓷壳后将其旋转至竖直方向,再由陶瓷壳上料机构的陶瓷壳搬移组件将陶瓷壳夹取并搬移至陶瓷壳上料机构的送料组件上,送料组件将陶瓷壳向上顶入治具内;
44、s2、陶瓷壳夹持、转移及开治具:步骤s1中陶瓷壳上料工位处的治具将送料组件顶入的陶瓷壳侧向夹紧固定后,随着转盘移动至第一熔丝上料工位处;治具开合机构将治具的压熔丝组件打开;
45、s3、第一次熔丝上料、插装及压紧:熔丝上料机构竖向吸附待组装的熔丝后,将熔丝竖直插入步骤s2中移动至第一熔丝上料工位处的陶瓷壳内一侧后,治具开合机构松开压熔丝组件,使得治具的压熔丝组件将熔丝压紧固定;
46、s4、第二次熔丝上料、插装及压紧:步骤s3中陶瓷壳的一侧插装熔丝片后,转盘带动治具移动至第二熔丝上料工位处,第二熔丝上料工位处的治具开合机构打开治具的压熔丝组件,由该工位处的熔丝上料机构竖向吸附待组装的熔丝,并将其竖直插入陶瓷壳内另一侧,治具开合机构松开压熔丝组件,压熔丝组件将熔丝压紧固定;
47、s5、端子取料及定位:步骤s4中熔丝插装及压紧完成后,治具随转盘移动至第一端子上料工位处,端子搬移点胶机构从端子供料定位机构的端子供料组件内取出端子后将其放置在端子定位组件上,由端子定位组件对端子进行定位;
48、s6、端子检测、二次取料及点胶:步骤s5中的端子定位完成后,端子搬移点胶机构将定位后的端子进行拍摄检测,再将其搬移至陶瓷壳顶部,并通过端子搬移点胶机构在端子及陶瓷壳的螺孔处进行点胶;
49、s7、陶瓷壳承载、端子侧夹及端夹:步骤s6中点胶完成后,治具带动陶瓷壳移动至第一点胶打螺丝工位处,承载夹紧机构的承载组件从下方抵住治具内陶瓷壳的底部;承载夹紧机构的侧夹组件从两侧穿过治具夹紧定位治具上部放置的端子;承载夹紧机构的端夹组件从两侧夹紧端子向上延伸的部分;
50、s8、打螺丝:步骤s7中陶瓷壳承载支撑、端子侧夹固定和端夹固定后,打螺丝机构将螺丝打入端子及陶瓷壳的螺孔内,使端子固定于陶瓷壳上部;
51、s9、陶瓷壳旋转:步骤s9中陶瓷壳上部组装完成端子后,治具驱动陶瓷壳整体旋转180°,使其上下部对调;
52、s10、二次打螺丝:步骤s9中陶瓷壳旋转完成后,治具带动陶瓷壳逐次移动至第二端子上料工位及第二点胶打螺丝工位处,并重复步骤s5至s8完成在陶瓷壳的另一端部组装端子,形成熔断器;
53、s11、下料:步骤s10陶瓷壳上端子组装完成后,治具带动组装完成的熔断器移动至下料工位处,治具开合机构驱动治具松开熔丝,下料机构从治具内取出熔断器,并将其转移至下一工站。
54、本发明的有益效果在于:
55、本发明针对现有技术存在的缺陷和不足自主研发设计了一种实现了陶瓷壳自动上料旋转、夹装及通过治具开合实现熔丝自动压紧,熔丝自动上料、插装,端子自动取料、定位检测、搬移、点胶及打螺丝,能够有效提升熔断器组装效率及组装精准度的熔断器自动组装机及其组装工艺。
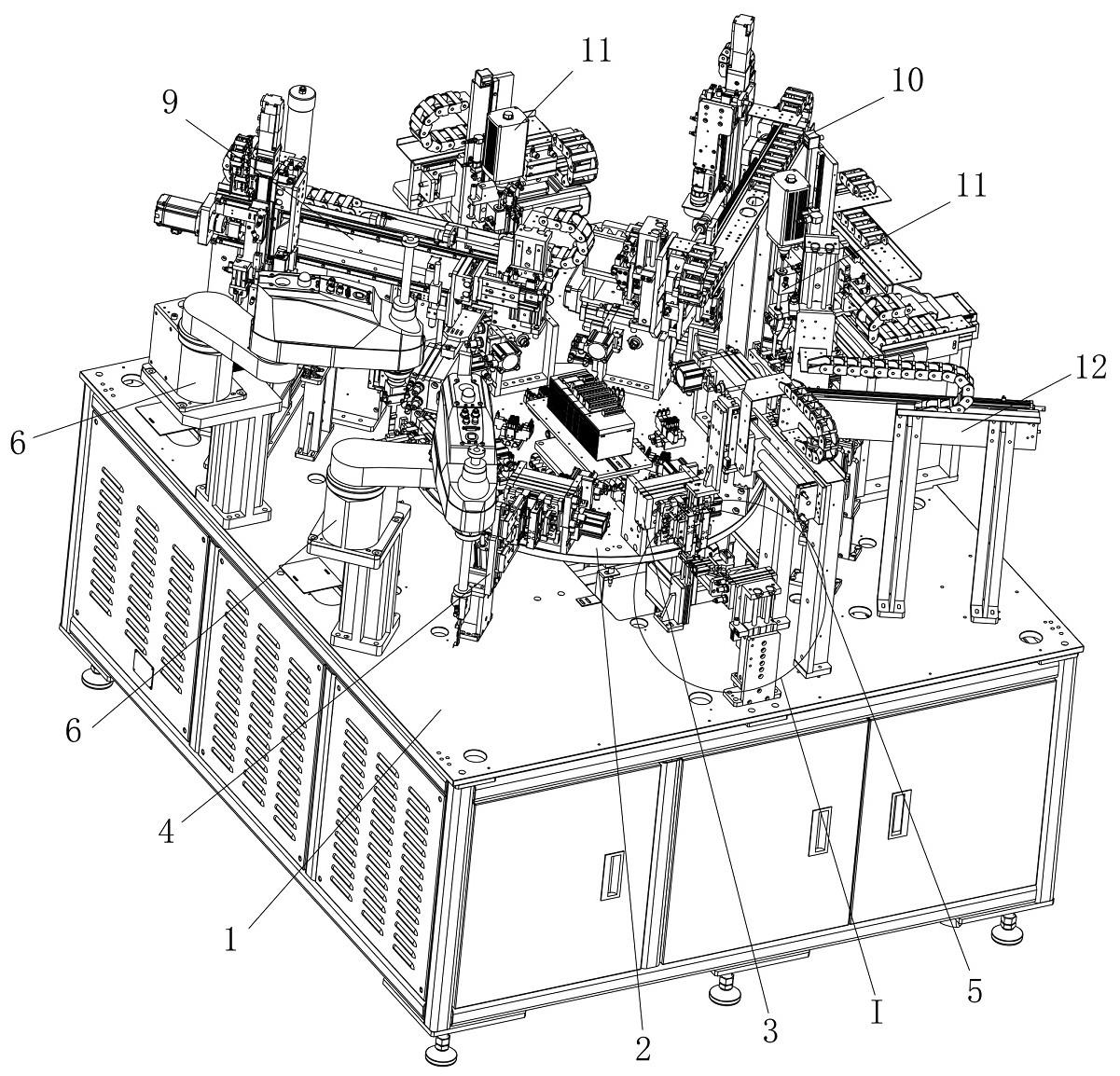
56、本发明旨在设计一种用于实现熔断器自动化组装的设备,基于组装过程中涉及到的物料以及组装工艺要求,本发明采用转盘2作为工位轮转部件,通过在转盘2上设置7个治具3用以对应转盘2外部设置的七个组装工位(陶瓷壳上料工位a、第一熔丝上料工位b、第二熔丝上料工位c、第一端子上料工位d、第一点胶打螺丝工位e、第二端子上料工位f、第二点胶打螺丝工位g及下料工位h),陶瓷壳上料工位a处设置有陶瓷壳上料机构5,第一熔丝上料工位b及第二熔丝上料工位c处设置熔丝上料机构6,第一端子上料工位d及第二端子上料工位f处设置端子供料定位机构,第一点胶打螺丝工位e及第二点胶打螺丝工位g处设置端子搬移点胶机构9、承载夹紧机构10及打螺丝机构11,下料工位h处设置有下料机构12。
57、整体的,陶瓷壳料带将陶瓷壳01逐个向前运输至陶瓷上料工位a处,由陶瓷壳上料机构6的夹料旋转组件夹取陶瓷壳后将其旋转至竖直方向,再由陶瓷壳上料机构的陶瓷壳搬移组件将陶瓷壳夹取并搬移至陶瓷壳上料机构的送料组件上,送料组件将陶瓷壳向上顶入治具内;治具将送料组件顶入的陶瓷壳侧向夹紧固定后,随着转盘移动至第一熔丝上料工位处;治具开合机构将治具的压熔丝组件打开;熔丝上料机构竖向吸附待组装的熔丝后,将熔丝竖直插入陶瓷壳内一侧后,治具开合机构松开压熔丝组件,使得治具的压熔丝组件将熔丝压紧固定;转盘带动治具移动至第二熔丝上料工位处,第二熔丝上料工位处的治具开合机构打开治具的压熔丝组件,由该工位处的熔丝上料机构竖向吸附待组装的熔丝,并将其竖直插入陶瓷壳内另一侧,治具开合机构松开压熔丝组件,压熔丝组件将熔丝压紧固定;治具随转盘移动至第一端子上料工位处,端子搬移点胶机构从端子供料定位机构的端子供料组件内取出端子后将其放置在端子定位组件上,由端子定位组件对端子进行定位;端子定位完成后,端子搬移点胶机构将定位后的端子进行拍摄检测,再将其搬移至陶瓷壳顶部,并通过端子搬移点胶机构在端子及陶瓷壳的螺孔处进行点胶;点胶完成后,治具带动陶瓷壳移动至第一点胶打螺丝工位处,承载夹紧机构的承载组件从下方抵住治具内陶瓷壳的底部;承载夹紧机构的侧夹组件从两侧穿过治具夹紧定位治具上部放置的端子;承载夹紧机构的端夹组件从两侧夹紧端子向上延伸的部分;打螺丝机构将螺丝打入端子及陶瓷壳的螺孔内,使端子固定于陶瓷壳上部;陶瓷壳上部组装完成端子后,治具驱动陶瓷壳整体旋转180°,使其上下部对调;治具带动陶瓷壳逐次移动至第二端子上料工位及第二点胶打螺丝工位处,并重复上述步骤在陶瓷壳的另一端部组装端子,形成熔断器;治具带动组装完成的熔断器移动至下料工位处,治具开合机构驱动治具松开熔丝,下料机构从治具内取出熔断器,并将其转移至下一工站。
58、特别的,本发明的治具在熔断器组装过程中实现了对陶瓷壳的自动夹持固定、陶瓷壳180°旋转、熔丝自动压合固定,适应于整体在不同工位转移、陶瓷壳上下两端组装部位自动切换等生产场合,能够有效的保证陶瓷壳、熔丝及端子组装时的位置精准度。其作用在于提供一种熔断器在自动组装过程中的物料承载基体,该物料承载基体将陶瓷壳竖直夹持使其内部空腔朝竖直方向设置,便于组装机械手将熔丝插装至空腔内以及将端子放置于空腔一端部后进行点胶及打螺丝固定端子的动作。同时具备整体旋转功能,以便于在空腔的另一端部放置端子及对端子进行点胶打螺丝固定动作。同时为保证自由插装在陶瓷壳内的熔丝位置在治具整体从不同工位之间移动以及治具驱动陶瓷壳旋转180°过程中不发生偏移,还具备熔丝夹持固定功能,更大程度的提升物料组装精度。
59、特别的,由于端子打螺丝过程中,会给端子及陶瓷壳较大的外部作用力,为解决两者的相对位置或绝对位置发生偏移的问题,同时打螺丝过程中对端子及陶瓷壳有较大的下压力,为解决陶瓷壳从治具中滑脱的问题,本发明在打螺丝工位处设有承载夹紧机构10,承载夹紧机构10包括承载组件、侧夹组件及端夹组件,其中,承载组件设置于治具3的下方,以便从下方伸入治具内并抵住陶瓷壳的下部,从而提供打螺丝过程中对陶瓷壳的承载力,避免其因收到过大的下压力而从治具内滑脱,通过侧夹组件从两侧夹紧(x方向)放置于陶瓷壳上部的端子,避免其因打螺丝过程中因受到的旋扭力而在水平面内发生位置偏移,同时通过端夹组件从上部夹紧端子竖直延伸的部分(z方向及y方向),保证其在竖直方向的位置稳定性,避免其翘起或位置偏移。
- 还没有人留言评论。精彩留言会获得点赞!