一种工字电感及其制作方法与流程
本发明涉及工字电感,尤其涉及一种工字电感及其制作方法。
背景技术:
1、工字电感的骨架是由铜芯线圈的绕线支架的。工字电感是电子电路或装置的属性之一,指的是:当电流改变时,因电磁感应而产生抵抗电流改变的电动势一些体积较大的固定式电感器或可调式电感器(如振荡线圈、阻流圈等),常用的工字电感被视为轴向电感的立式版,应用方便与轴向电感类似,但是常用工字电感可以拥有更大的体积的电感类型,电流自然也能得到一定的应用提升;大多数是将漆包线(或纱包线)直接绕在骨架上,再将磁心或铜心、铁心等装入骨架的内腔,以提高其电感量。骨架通常是采用塑料、胶木、陶瓷制成,根据实际需要可以制成不同的形状。
2、如专利号为“cn112382479b”一种工字电感,包括:工字磁芯、电感线圈、屏蔽罩与多个定位柱,工字磁芯设置于屏蔽罩内,屏蔽罩与工字磁芯连接,每一定位柱围绕工字磁芯为中心均匀分布于工字磁芯的两端之间,屏蔽罩上每一定位柱与一连接柱连接,电感线圈套设于工字磁芯后并套设于一个或者多个定位柱上,屏蔽罩设置有第一电极片与第二电极片,电感线圈的输入端与第一电极片连接,输出端与第二电极片连接。工字电感的制作方法包括开模、制作漆包线、环套屏蔽罩、喷码测试。通过电感线圈在工字磁芯与多个定位柱进行卷绕,根据屏蔽罩选择电感线圈的缠绕方式,电感线圈的多种缠绕方式改变电感线圈的卷绕匝数与线圈面积以调节线圈电流与电感量,进而对电感线圈减少的电感量进行补偿。
3、现有技术中,工字电感整体呈圆柱状,且体积偏小,在放置时容易发生滚动,从而掉落导致撞击损伤的问题,且工字电感上的定位柱整体细长,携带或是存储不当时容易发生折断或破损等问题,使得定位柱与其连接的线圈接头处发生松动等现象,造成工字电感无法使用。
技术实现思路
1、本发明的目的是为了解决现有技术中存在放置时容易发生滚动,从而掉落导致撞击损伤的问题,且工字电感上的定位柱整体细长,携带或是存储不当时容易发生折断或破损等问题。
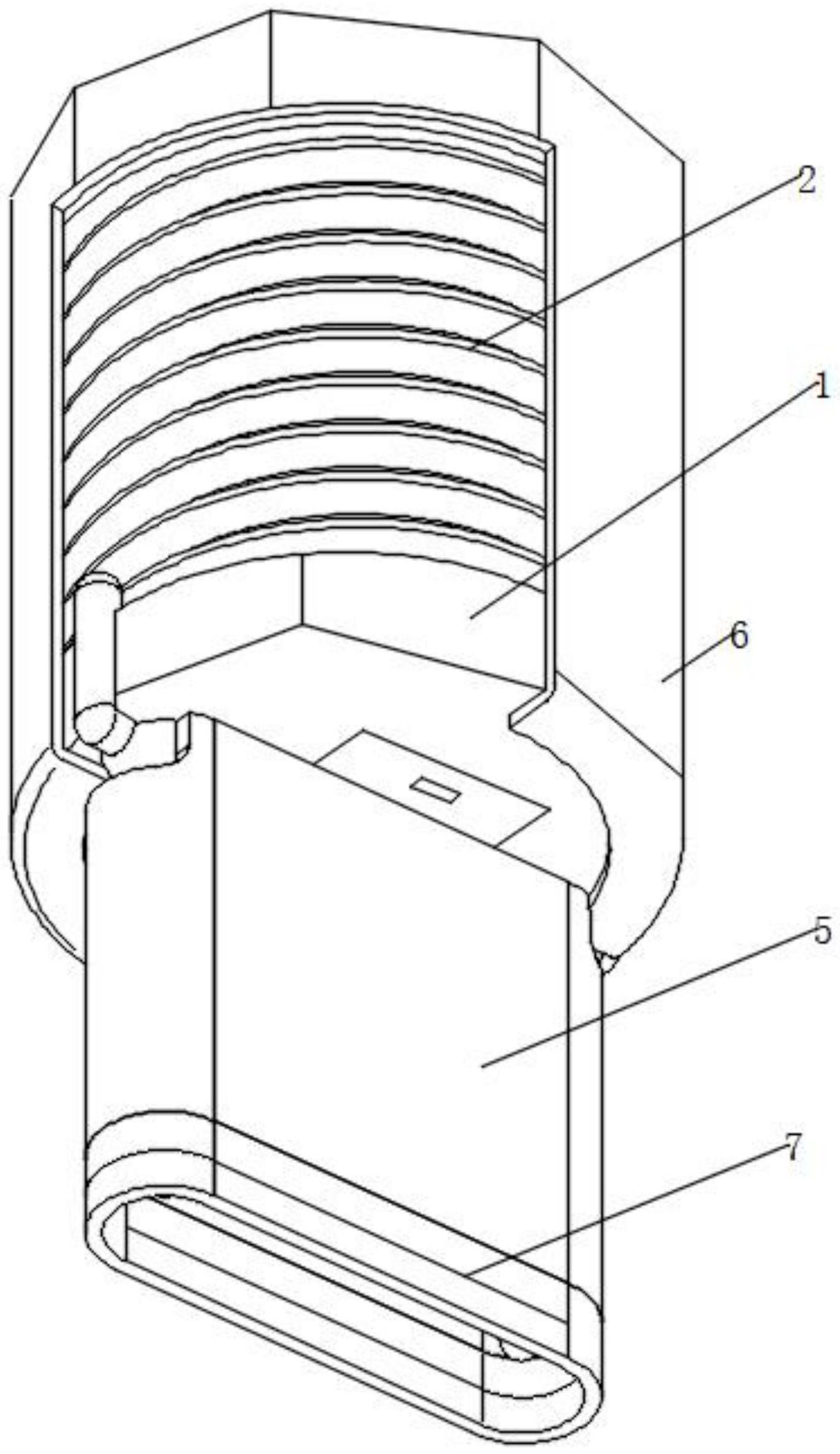
2、为了实现上述目的,本发明采用了如下技术方案:一种工字电感,包括工字磁芯、电感线圈和定位柱,所述电感线圈缠绕设置在所述工字磁芯外部中心位置处,所述定位柱设置在所述工字磁芯下端,所述电感线圈套设在所述工字磁芯外侧,所述电感线圈的端面与所述定位柱装配设置,所述定位柱的上端装配设置在所述工字磁芯下端内部,所述定位柱的下端贯穿所述工字磁芯下方并延伸在外,所述定位柱下端外侧滑动套设有支撑块,所述支撑块上方与所述工字磁芯下端装配连接,所述定位柱外部可拆卸设有脚套,所述脚套与所述工字磁芯底部可拆卸装配连接,所述工字磁芯与所述电感线圈整体的外部套设有防护套,所述防护套远离所述支撑块的一端连通设有折叠套,折叠状态的所述折叠套内所述定位柱端面贯穿所述折叠套并延伸在外。
3、作为一种优选的实施方式,所述电感线圈螺旋套设在所述工字磁芯外部,所述电感线圈缠绕后的外直径不大于所述电感线圈两端直径,通过将缠绕后的电感线圈直径设置较小,避免电感线圈突出于工字磁芯,从而导致使用或是转移携带时造成磨损。
4、作为一种优选的实施方式,所述工字磁芯的上下两端均为多边形结构,所述工字磁芯两端的外壁边角位置相同,通过将工字磁芯设置为多边形结构,使得工字磁芯放置时,不用于发生滚动,从而降低因放置不稳导致的滚动掉落的问题,进一步保证了工字电感的质量。
5、作为一种优选的实施方式,所述工字磁芯的下端外侧对称设有限位槽,所述电感线圈的两端分别与两个所述定位柱镀锡焊接,所述电感线圈卡合设置在限位槽内,通过设置的限位槽,便于对安装时的电感线圈进行限位,防止其相对于工字磁芯发生滑动,造成定位柱与电感线圈之间的连接不稳定的情况。
6、作为一种优选的实施方式,所述支撑块为锡块,所述支撑块呈中空的圆台状结构,所述支撑块直径大的一面与所述工字磁芯下端装配连接,所述支撑块套设在所述定位柱的外侧,并与所述定位柱焊接设置,通过设置的圆台状的支撑块,可有效增加了定位柱的稳定性。
7、作为一种优选的实施方式,所述限位槽呈l型结构设置,所述限位槽的上端设置在所述工字磁芯外侧并上下连通,所述限位槽的下端设置在所述工字磁芯底部下方并延伸至所述支撑块一侧,所述电感线圈完全嵌入设置在所述限位槽内,通过将限位槽设置在所述工字磁芯上方和下方,使得对电感线圈限位更加稳定,电感线圈的端面可直接与装配后的支撑块进行焊接操作。
8、作为一种优选的实施方式,所述脚套呈扁平的中空状结构,所述脚套的内部两端距离与两个所述定位柱的外侧间距适配,所述脚套滑动套设在两个所述定位柱之间。
9、作为一种优选的实施方式,所述脚套内侧的所述工字磁芯下端转动设有旋转条,所述工字磁芯下端侧壁内部设有装配槽,所述旋转条一端上方通过齿轮转动设置在所述装配槽内,所述装配槽内滑动设有齿条,所述齿条与所述齿轮啮合设置,所述齿条一端设有把手,所述把手贯穿所述装配槽一侧并延伸至所述工字磁芯外部,所述脚套靠近所述工字磁芯的一端内侧设有底条,通过对把手推动,进而带动齿条滑动,从而实现齿轮转动,带动旋转条转动,将旋转条远离齿轮的一端对底条进行限位,从而实现对脚套进行定。
10、作为一种优选的实施方式,所述折叠套包括第一折叠环和第二折叠环,所述第一折叠环与第二折叠环上下对称设置,一个所述第一折叠环和第二折叠环为一组折叠结构,所述折叠结构不多于两组,通过将折叠套的折叠结构设置较少,避免折叠部位较多时,折叠套的弯折程度较大,从而失去对定位柱端面的防护效果。
11、本发明还提供一种工字电感的制作方式,包括以下步骤:
12、s1、备料:准备相关材料,工字磁芯、电感线圈、热塑管、定位柱、支撑块和防护套,保证所有材料的质量,其中工字磁芯底部通过专用模具浇铸成型,其底部留有方形槽,使用另外的模具和同样的浇铸成型方式浇铸成型一个方形块,所述方形块与方形槽相互卡合,其中装配槽设置在所述方形槽与方形块之间;
13、s2、旋转条安装:对工字磁芯底部设有装配槽内组装旋转条、齿轮、齿条和把手,组装完成后保证推动把手,可带动齿条移动、齿轮转动,进而带动旋转条转动;
14、s3、绕线:将多个定位柱安装于工字磁芯内,然后将电感线圈绕在所述工字磁芯与多个所述定位柱上形成漆包线结构;
15、s4、支撑块安装:通过将支撑块套设在定位柱上,其中支撑块直径宽的一端朝向工字磁芯,通过镀锡方式对支撑块与定位柱和电感线圈之间进行焊接;
16、s5、防护套安装:将防护套套设在两个定位柱的外侧,使得防护套一端的底条与所述工字磁芯底部相抵,推动把手,带动旋转条转动,对底条限位;
17、s6、防护套安装:将热塑管自上而下套设在工字电感外侧,热塑管下端延伸出工字磁芯下端,使用热塑机对热塑管进行均匀加热,对热塑管收缩,将工字磁芯和电感线圈的整体进行包裹防护,形成防护套。
18、与现有技术相比,本发明的优点和积极效果在于,
19、1、本发明通过将工字磁芯设置为多边形结构,使得工字磁芯放置时,不用于发生滚动,保证产品放置时的安全性,配合防护套和脚套,实现对工字磁芯、电感线圈和定位柱的分别防护,保证其安全。
20、2、本发明通过将缠绕后的电感线圈直径设置较小,避免电感线圈突出于工字磁芯,从而导致使用或是转移携带时造成磨损。
21、3、本发明通过设置的折叠套,可在不使用时将折叠套展开,将定位柱完全防护在内,通常工字电感外观上没有标明电感通断数据,可通过询问购买处的厂商,或是自行进行测量,测量时,可直接对折叠套折叠,将定位柱的端面裸露在外,进而使用万用表对定位柱裸露在外的部分进行连接测量,操作简单,也节省了对防护套拆卸后再安装的操作步骤。
22、4、本发明通过设置的圆台状的支撑块,可有效增加了定位柱的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!