一种电池挤压机以及电池套钢带方法与流程
本发明涉及电池组装领域,特别是涉及电池挤压机以及电池套钢带方法。
背景技术:
1、新能源电池在生产过程中需要将电池模组两端设置端板并通过钢带将端板与电池模组捆绑固定在一起。
2、传统的做法是通过挤压机将电池模组连同端板一起挤压一定距离,然后,套上钢带,接着,挤压机复位,电池模组和端板失去挤压力的作用后会复位,进而将钢带绷紧。
3、例如,中国专利202320952482.5公开了一种新能源电池预压设备,该预压设备就是为了完成上述操作而设计。但这种传统的预压设备有以下不足:1、其对端板进行固定的预压单元是真空吸附式的,这种吸附式的固定方式需要配备吸附头组件以及相关抽真空设备,使得设备整体结构复杂,成本高,且吸附头组件以及相关设备容易出现故障,导致吸附力不足,这时就无法固定端板,进而无法完成挤压操作。而且,这种吸附式的固定方式,对于端板来说,其上下方向和两个侧壁都没有限位,如果吸附力不是太充足或者由于外力原因的碰撞,使得端板极有可能发生不必要的位移。这会给挤压操作带来很大问题。2、上述专利文献采用了多个输送机构来输送电池模组,这样适合大批量电池生产线,对于小批量的电池生产线,没有太多的空间来安装这些输送机构,且这些输送机构的造价也较高,使用成本较高。如出现故障,也无法完成挤压操作。3、上述专利文献中,当电池模组被两侧的限位机构进行限位后,输送机构启动,并驱使电池模组朝预压机构方向进行移动,在移动到位后,移载板两侧的限位机构下移复位,同时人工将下层钢带直接套入至电池模组,使钢带掉落在移载板上。上述这样操作,在套入下层钢带的过程中,由于移载板两侧的限位机构下移复位,电池模组没有任何限位,而电池模组一般是由多个独立的电芯组成,这就导致单个电芯可能由于钢带或操作人员的外力作用发生意外移动,这种意外移动如果没有被及时发现,会影响后续挤压操作。
技术实现思路
1、基于此,提供一种电池挤压机。该电池挤压机对端板的上下方向以及侧壁都有良好的定位,端板被良好的固定,不容易发生意外移动。而且,本申请是机械式固定方式,可靠性较高。且本申请没有设置复杂的输送机构,而是采用万向球台面以及若干个托盘挡板来实现对绝缘托盘的移动。绝缘托盘用于承载电池模组。这样设计方式,可以节省空间,适合小批量生产,也不容易出现因机械故障导致挤压操作无法进行。
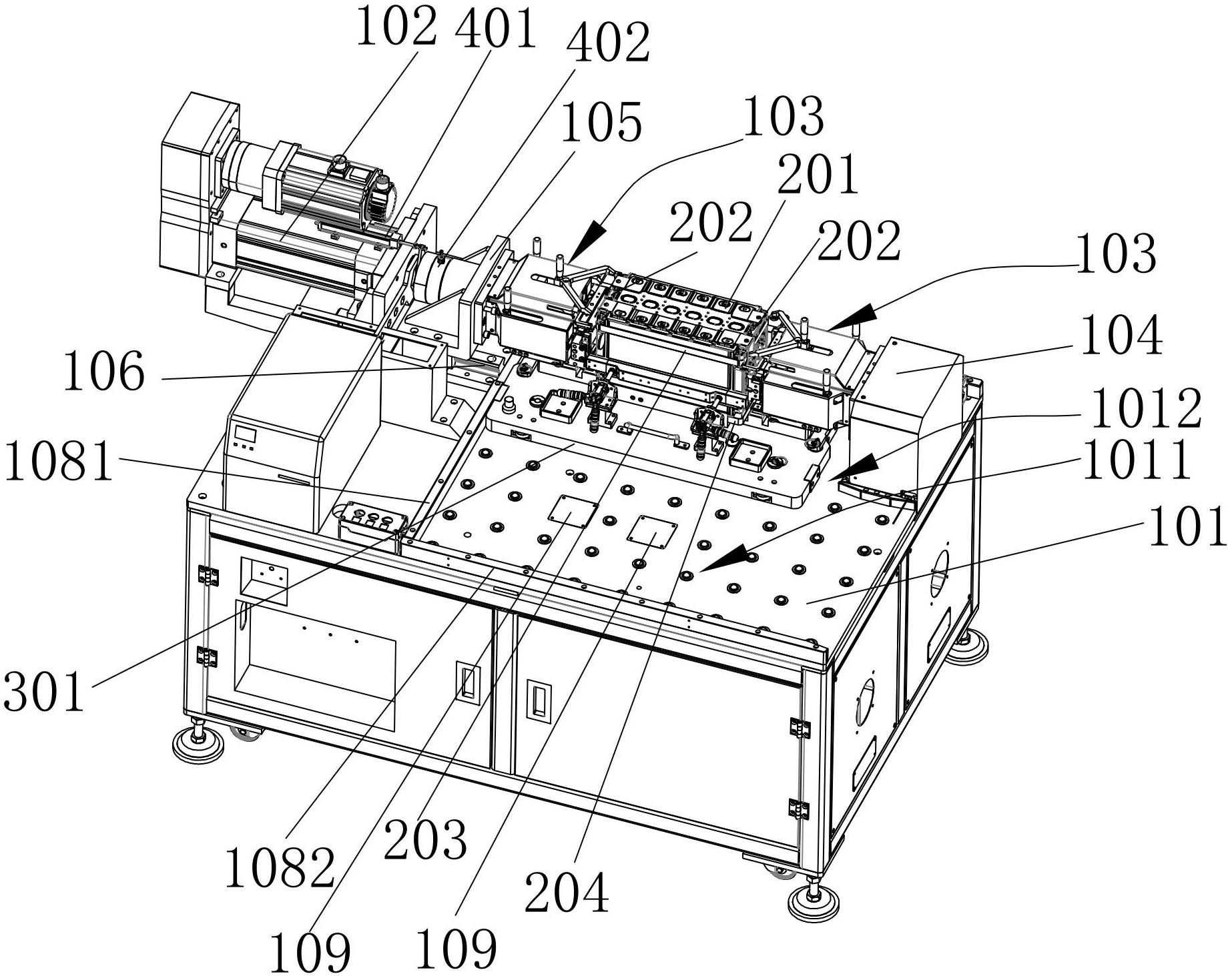
2、一种电池挤压机,包括万向球台面,所述万向球台面上设置有第一工位和第二工位,所述万向球台面的一侧设置有第一托盘挡板,所述第一托盘挡板由第一工位延伸至第二工位,所述第一工位处还设置有与第一托盘挡板垂直的第二托盘挡板,第二工位的一侧设置有与第一托盘挡板垂直的第三托盘挡板,所述第二工位用于挤压操作,还包括伺服压机、2个挤压组件、第一支架和第二支架,所述第一支架设置在第二工位的一侧,所述第一支架上设置有一个挤压组件,所述第二支架设置在第二工位的另一侧,所述第二支架上设置有另一个挤压组件,所述第二支架下方连接有支架滑轨组件,所述伺服压机与第二支架相连,所述挤压组件包括架体,所述架体上设置有定位端面,所述定位端面的一侧设置有端板侧壁抵靠块,所述定位端面的另一侧设置有弹性施压组件,所述架体上还设置有端板上端定位件以及端板下端支撑件,所述端板上端定位件安装在基座上,所述端板下端支撑件也安装在基座上,所述基座安装在第一滑轨组件上,所述第一滑轨组件安装在架体上,所述基座上还设置有把手。
3、在其中一个实施例中,还包括绝缘托盘,所述绝缘托盘上间隔设置有两个绝缘垫高条块,两个绝缘垫高条块分别为第一绝缘垫高条块和第二绝缘垫高条块,第一绝缘垫高条块上设置有若干组钢带放置槽,第二绝缘垫高条块上设置有若干组钢带放置槽,一组钢带放置槽包括2个间隔设置的钢带放置槽,第一绝缘垫高条块的一侧设置有第一支撑架,第一支撑架上设置有侧面定位板,第二绝缘垫高条块的一侧设置有第二支撑架,第二支撑架上设置有顶推组件,所述顶推组件上设置有侧推板,所述侧推板朝向侧面定位板。
4、在其中一个实施例中,所述伺服压机与第二支架之间设置有压力传感器。
5、在其中一个实施例中,所述伺服压机上设置有位移传感器。
6、在其中一个实施例中,所述基座还设置有上层压臂,所述上层压臂的端部设置有滚轮。
7、在其中一个实施例中,所述上层压臂的数量为2个。
8、在其中一个实施例中,所述架体上还设置有下层压臂,所述下层压臂设置在第二滑轨组件上,所述第二滑轨组件设置在架体上。
9、在其中一个实施例中,所述下层压臂的数量为2个,第二滑轨组件的数量为2个,所述下层压臂上设置有把手。
10、在其中一个实施例中,所述第一工位设置有用于识别绝缘托盘上的产品标签的rfid传感器。
11、一种电池套钢带方法,使用所述的电池挤压机,在第一工位将绝缘托盘抵靠在第二托盘挡板,在绝缘托盘上预先埋设下层钢带,然后在绝缘托盘上放置电池模组,通过侧面定位板以及顶推板将电池模组定位,将端板定位在挤压组件上,具体包括:将挤压组件的端板上端定位件以及端板下端支撑件沿第一滑轨组件滑动至第一位置,通过端板上端定位件以及端板下端支撑件对端板进行上下方向的定位,通过端板侧壁抵靠块和弹性施压组件对端板的两个侧壁进行定位,将绝缘托盘沿第一托盘挡板移动到第二工位,使绝缘托盘与第二工位处的第三托盘挡板抵靠,接着将顶推板复位,伺服压机驱动第二支架移动,进而驱动第二支架上的挤压组件移动,通过两个挤压组件对电池模组进行挤压,挤压完毕后,将挤压组件的端板上端定位件以及端板下端支撑件沿第一滑轨组件滑动至第二位置,使得端板与端板上端定位件以及端板下端支撑件分离,接着套入上层钢带和下层钢带。
12、本申请的有益效果为:
13、本申请电池挤压机通过端板上端定位件以及端板下端支撑件对端板的上下方向进行定位,通过端板侧壁抵靠块和弹性施压组件对端板的两个侧壁进行定位,端板被良好的固定,不容易发生意外移动。而且,本申请是机械式固定方式,可靠性较高。而且,上述端板上端定位件以及端板下端支撑件是可移动式,这样不会阻碍上层钢带和下层钢带的套入。
14、且本申请没有设置复杂的输送机构,而是采用万向球台面以及若干个托盘挡板来实现对绝缘托盘的移动。移动快捷方便,准确性高。绝缘托盘用于承载电池模组。这样设计方式,可以节省空间,适合小批量生产,也不容易出现因机械故障导致挤压操作无法进行。
15、而且,本申请的绝缘托盘上设置有钢带放置槽,钢带放置槽是为了预先将下层钢带放置在其内,然后再在绝缘托盘上摆放各个单个的电芯,多个电芯共同形成电池模组,接着会通过侧面定位板以及顶推板将电池模组定位。本申请是先将下层钢带放在钢带放置槽内,再在绝缘托盘上放置电池模组,这样可避免由于放置下层钢带导致电池模组发生意外移动。而且,由于设置有钢带放置槽,绝缘托盘在移动过程中,钢带不会去撞击电池模组。
技术特征:
1.一种电池挤压机,其特征在于,包括万向球台面,所述万向球台面上设置有第一工位和第二工位,所述万向球台面的一侧设置有第一托盘挡板,所述第一托盘挡板由第一工位延伸至第二工位,所述第一工位处还设置有与第一托盘挡板垂直的第二托盘挡板,第二工位的一侧设置有与第一托盘挡板垂直的第三托盘挡板,所述第二工位用于挤压操作,还包括伺服压机、2个挤压组件、第一支架和第二支架,所述第一支架设置在第二工位的一侧,所述第一支架上设置有一个挤压组件,所述第二支架设置在第二工位的另一侧,所述第二支架上设置有另一个挤压组件,所述第二支架下方连接有支架滑轨组件,所述伺服压机与第二支架相连,所述挤压组件包括架体,所述架体上设置有定位端面,所述定位端面的一侧设置有端板侧壁抵靠块,所述定位端面的另一侧设置有弹性施压组件,所述架体上还设置有端板上端定位件以及端板下端支撑件,所述端板上端定位件安装在基座上,所述端板下端支撑件也安装在基座上,所述基座安装在第一滑轨组件上,所述第一滑轨组件安装在架体上,所述基座上还设置有把手。
2.根据权利要求1所述的电池挤压机,其特征在于,还包括绝缘托盘,所述绝缘托盘上间隔设置有两个绝缘垫高条块,两个绝缘垫高条块分别为第一绝缘垫高条块和第二绝缘垫高条块,第一绝缘垫高条块上设置有若干组钢带放置槽,第二绝缘垫高条块上设置有若干组钢带放置槽,一组钢带放置槽包括2个间隔设置的钢带放置槽,第一绝缘垫高条块的一侧设置有第一支撑架,第一支撑架上设置有侧面定位板,第二绝缘垫高条块的一侧设置有第二支撑架,第二支撑架上设置有顶推组件,所述顶推组件上设置有侧推板,所述侧推板朝向侧面定位板。
3.根据权利要求1所述的电池挤压机,其特征在于,所述伺服压机与第二支架之间设置有压力传感器。
4.根据权利要求3所述的电池挤压机,其特征在于,所述伺服压机上设置有位移传感器。
5.根据权利要求1所述的电池挤压机,其特征在于,所述基座还设置有上层压臂,所述上层压臂的端部设置有滚轮。
6.根据权利要求5所述的电池挤压机,其特征在于,所述上层压臂的数量为2个。
7.根据权利要求5所述的电池挤压机,其特征在于,所述架体上还设置有下层压臂,所述下层压臂设置在第二滑轨组件上,所述第二滑轨组件设置在架体上。
8.根据权利要求7所述的电池挤压机,其特征在于,所述下层压臂的数量为2个,第二滑轨组件的数量为2个,所述下层压臂上设置有把手。
9.根据权利要求1所述的电池挤压机,其特征在于,所述第一工位设置有用于识别绝缘托盘上的产品标签的rfid传感器。
10.一种电池套钢带方法,其特征在于,使用权利要求1至9中任意一项所述的电池挤压机,
技术总结
本发明涉及一种电池挤压机以及电池套钢带方法。其包括万向球台面、伺服压机、2个挤压组件、第一支架和第二支架,第一支架上设置有一个挤压组件,第二支架上设置有另一个挤压组件,第二支架下方连接有支架滑轨组件,伺服压机与第二支架相连,挤压组件包括架体,架体上设置有定位端面,定位端面的一侧设置有端板侧壁抵靠块,定位端面的另一侧设置有弹性施压组件,架体上还设置有端板上端定位件以及端板下端支撑件,端板上端定位件安装在基座上,端板下端支撑件也安装在基座上。该电池挤压机对端板的上下方向以及侧壁都有良好的定位,端板被良好的固定,不容易发生意外移动。
技术研发人员:王岩,张留新,顾恩泽,李博,颜章健
受保护的技术使用者:江苏迅镭激光科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!