一种通信设备用光电混合缆的生产线及工艺的制作方法
本发明涉及通信设备用光电混合缆,尤其涉及一种通信设备用光电混合缆的生产线及工艺。
背景技术:
1、5g通信网络的密集布网、深度覆盖,建设投入压力激增,优化网络建设,减少投资费用成为各大电信运营商的需求,光电混合缆是将金属导线和光纤有机的结合起来,同时、同路、同走向传输电能与光信息的一体化传输介质;它实现了电力流、业务流、信息流的一体化融合。通过一次架设、一次施工、一次投入,在传输高压电能的同时传输语音、数据、视频等信息,大大缩短了工期,减少了施工成本,节约了资源。
2、专利号为cn112201394b的专利文献公开了一种六类非屏蔽线缆,包括十字隔离骨架、四组非屏蔽线对和绝缘保护套,四组非屏蔽线对分别设置在十字隔离骨架隔出的四个隔离空间内,绝缘保护套套设于十字隔离骨架和四组非屏蔽线对的外部,十字隔离骨架的每条侧棱上每间隔5-20cm设有一个卡槽,还包括定位块,定位块中部设有与卡槽配合的卡扣,定位块的宽度大于非屏蔽线对的最大宽度。
3、但是,在实际使用过程中,发明人发现在将电缆与中心骨架缠绕并输送至火花试验机的内部进行检测时,由于对绞线的局部紧贴中心骨架设置,因此,如果该部分对绞线出线破皮问题,火花试验机无法检测到对绞线破损,影响产品质量的问题。
技术实现思路
1、本发明的目的是针对现有技术的不足之处,通过设置第一捆扎机构中的捆扎组件将多根对绞线以及中心骨架缠绕成线缆,随后在经过第一限位件时,配合第一安装机构将定位块送入至中心骨架中的安装孔内,以实现定位块与中心骨架初步配合,由于对绞线未被完全限制在定位块与中心骨架之间,因此,在对绞线穿过火花试验机时,对绞线会在定位块与中心骨架之间晃动,从而避免在检测时存在对绞线紧贴中心骨架的情况,保证了检测结果的准确性,解决了传统中在检测时由于对绞线的局部紧贴中心骨架从而影响检测结构的问题。
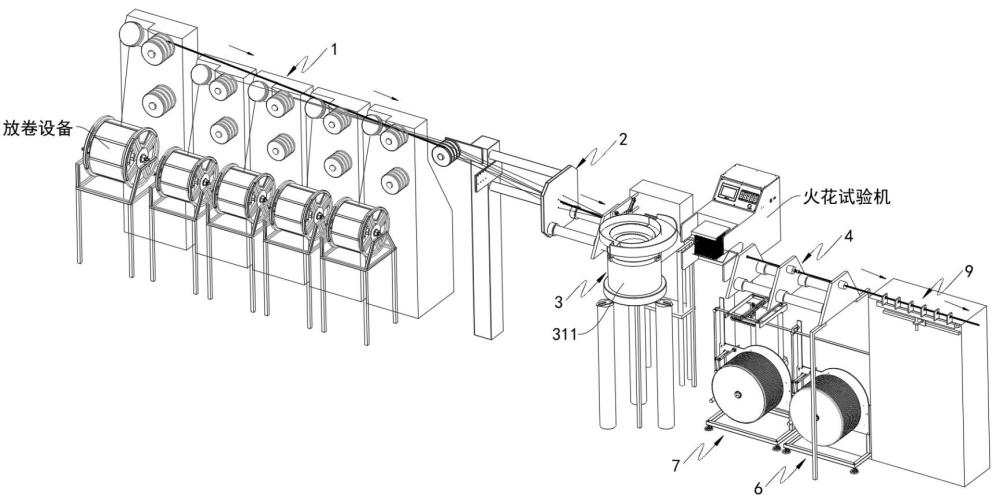
2、针对以上技术问题,采用技术方案如下:一种通信设备用光电混合缆的生产线,包括放线机构,还包括:
3、第一捆扎机构,所述第一捆扎机构设置于所述放线机构的后端,所述第一捆扎机构包括第一支撑架、设置于所述第一支撑架上且用于将多根对绞线与中心骨架缠绕配合成线缆的捆扎组件、设置于所述捆扎组件的后端用于控制所述线缆稳定移动的第一限位组件,所述中心骨架的外侧沿其轴线方向开设有若干个安装孔;
4、第一安装机构,第一安装机构设置有多组,所述第一安装机构包括用于输送定位块的送料组件以及用于将所述定位块送入至所述安装孔内以实现定位块与所述中心骨架初步配合的第一安装组件;
5、第二捆扎机构,经过火花试验机后的线缆会进入至第二捆扎机构的内部再配合第二安装机构以实现定位块与所述中心骨架的完全配合。
6、作为优选,所述定位块包括与所述安装孔相配合的定位柱、设置在所述定位柱上且从下至上依次设置的下定位环、上定位环、设置在所述定位柱上端的弧形挡板以及开设在所述弧形挡板上端的定位孔。
7、作为优选,所述捆扎组件包括设置于所述第一支撑架上的过线管、与所述过线管转动设置且用于将所述对绞线挤压至中心骨架凹槽中的挤压板、设置在所述挤压板外侧且通过皮带相连接的传动杆、与所述传动杆相连接的从动齿轮、与所述从动齿轮相配合的主动齿轮以及驱动该主动齿轮转动的第一驱动单元。
8、作为优选,所述第一限位组件包括设置在所述过线管一侧的第一出线管、与所述第一出线管相连接的第二出线管以及分别转动设置在第一出线管与第二出线管上且用于卡接所述中心骨架的转动卡板,所述转动卡板通过皮带与传动杆相连接。
9、作为优选,所述送料组件包括用于存放定位块的振动送料装置、与所述振动送料装置相连接的送料通道、与所述送料通道的端部固定连接的固定挡板以及转动设置在所述送料通道的端部且与所述固定挡板配合设置的转动挡板;
10、所述第一安装组件包括设置在所述送料通道外侧的第一伸缩单元、与所述第一伸缩单元相连接的安装板、设置在所述安装板底部且与所述安装孔相配合的负压吸管以及与所述负压吸管相连接的负压设备。
11、作为优选,所述第二捆扎机构的后端还设置有护套放卷机构以及填料放卷机构,在对应于所述填料放卷机构的位置处还设置有加工机构,所述填料放卷机构将带状电缆填料输送至所述加工机构的位置处,在经过加工后电缆填料与带状电缆护套完成配合并一同输送至第三捆扎机构处,从而将电缆填料与电缆护套包裹在线缆的外侧。
12、作为优选,所述加工机构包括用于将所述电缆填料切割出缺口的切割组件、对所述电缆护套的上端涂抹粘接剂的涂胶组件以及将所述电缆填料与所述电缆护套粘接在一起的导向组件;
13、所述缺口与所述定位块配合设置。
14、作为优选,所述切割组件包括横向导向件、设置在所述横向导向件上的纵向导向件以及设置在所述纵向导向件下端用于切割所述电缆填料的切割件;
15、所述涂胶组件包括设置在所述护套放卷机构一侧且用于对电缆护套的一端涂胶的涂胶辊以及与所述涂胶辊相连接的储胶箱;
16、所述导向组件包括设置在所述护套放卷机构上端用于将电缆填料压向所述电缆护套的第一导向辊以及设置在所述第一导向辊后侧用于将电缆护套输送至第三捆扎机构处的第二导向辊。
17、作为优选,所述第三捆扎机构包括支撑板以及若干个设置于所述支撑板上且沿所述线缆传动方向阵列设置的捆扎管;
18、若干个所述捆扎管中的孔径沿所述线缆传动方向依次减小。
19、本发明还提供了一种通信设备用光电混合缆的生产线的加工工艺,包括以下步骤:
20、步骤一,上料工序,放线机构中的多个放卷设备同时将多组对绞线以及中心骨架导出并在导向辊的带动下进入第一捆扎机构;
21、步骤二,初步组装工序,第一捆扎机构中的捆扎组件将多根对绞线以及中心骨架缠绕成线缆,随后配合第一安装机构将定位块送入至中心骨架中的安装孔内完成定位块与中心骨架的初步安装;
22、步骤三,二次组装工序,线缆在经过第二捆扎机构时,第二捆扎机构配合第二安装机构将定位块全部送入至中心骨架的内部以实现定位块与所述中心骨架的完全配合;
23、步骤四,包覆工序,电缆护套与电缆填料在加工机构的作用下完成粘接并被输送至第三捆扎机构,在第三捆扎机构的作用下,电缆护套、电缆填料包覆在线缆的外侧。
24、本发明的有益效果:
25、(1)本发明中通过设置一种通信设备用光电混合缆的生产线,包括第一捆扎机构、第一安装机构、第二捆扎机构以及第二安装机构,在使用时,第一捆扎机构中的捆扎组件将多根对绞线以及中心骨架缠绕成线缆,随后在经过第一限位件时,配合第一安装机构将定位块送入至中心骨架中的安装孔内,以实现定位块与中心骨架初步配合,这样一来,由于对绞线未被完全限制在定位块与中心骨架之间,因此,在对绞线穿过火花试验机时,对绞线会在定位块与中心骨架之间晃动,从而避免在检测时存在对绞线紧贴中心骨架的情况,保证了检测结果的准确性,在完成检测之后,线缆穿过第二捆扎机构时,配合第二安装机构可以使安装块与中心骨架完全配合,从而将对绞线限制在中心骨架的外侧,保证了对绞线组装后的稳定性,解决了传统中在检测时由于对绞线的局部紧贴中心骨架从而影响检测结构的问题;
26、(2)本发明中通过设置护套放卷机构以及第三捆扎机构,在完成定位块与中心骨架的配合之后,护套放卷机构会将电缆护套输送至第三捆扎机构中的捆扎管内,电缆护套跟随线缆一同进入至多个孔径逐渐减小的捆扎管内,并逐渐包裹在线缆的外侧,相较于绕包的安装方式,采用上述方法可以减少电缆护套的使用,从而降低电缆护套的耗材,避免了电缆护套的浪费;
27、(3)本发明中通过设置填料放卷机构以及加工机构,在电缆护套进入第三捆扎机构之前,电缆填料同步出料并在切割组件的作用下,电缆填料被切割出多个与卡接件相配合的缺口,同时涂胶组件会在电缆护套的一侧涂抹粘接剂,最后在第一导向辊的作用下,电缆填料与电缆护套完成粘接配合,并在第二导向辊的作用下,电缆护套与电缆填料被一同输送至第三捆扎机构的内部,从而完成电缆护套、电缆填料与线缆的组装工作,同时,由于在电缆填料上开设有若干个缺口,线缆上的卡接件会放置在缺口的内部,从而保证了线缆沿其长度方向上的平整度,提高了线缆的成型质量,便于后续对线缆的加工;
28、(4)本发明中通过设置光电混合缆的生产工艺,利用上料工序、初步组装工序、二次组装工序以及包覆工序,在初步组装工序时完成定位块与中心骨架的初步组装,使得对绞线不会被完全限制在定位块与中心骨架之间,并且将检测工序放在初步组装工序、二次组装工序之间,这样一来,可以保证检测结果的准确性,并且也可以提高对绞线与中心骨架的成型效果,防止对绞线脱离中心骨架。
29、综上所述,该设备具有电缆的检测效果准确、成型质量好的优点,尤其适用于数据电缆技术领域。
- 还没有人留言评论。精彩留言会获得点赞!