一种圆柱电池及圆柱电池的装配方法与流程
本发明属于电池生产制造的,具体涉及一种圆柱电池及圆柱电池的装配方法。
背景技术:
1、如今,随着现代社会的发展和人们环保意识的增强,越来越多的设备选择以锂离子电池作为电源,如手机、笔记本电脑、电动工具和电动汽车等,这为锂离子电池的应用与发展提供了广阔的空间。
2、目前的圆柱电池的常见结构为只有一个盖板,壳体带电,一端出正负极的电连接结构,上述圆柱电池的结构虽然能够解决了使用两个盖板电池的工序复杂、电池能量密度低的问题,但通常使用一个盖板的电池结构极柱和防爆阀在电池的同一端,且极柱设置在盖板的中心;一方面,会使得注液孔偏心设置与盖板,导致圆柱注液和焊接密封铝钉的时候定位不方便;另一方面,使得防爆阀的面积和性能受限,同时防爆阀与极柱设置在同一侧降低了电池的安全性。为此,亟需提出一种新型的技术方案以解决上述问题。
技术实现思路
1、本发明的目的之一在于:针对现有技术的不足,提供一种圆柱电池,其将防爆阀和极柱分别设置在电池的两端,使得防爆阀的面积不被极柱限制,同时第一通孔和第二通孔的设计使得电池内部气体通顺,保障了防爆阀的泄气性能。
2、为了实现上述目的,本发明采用如下技术方案:
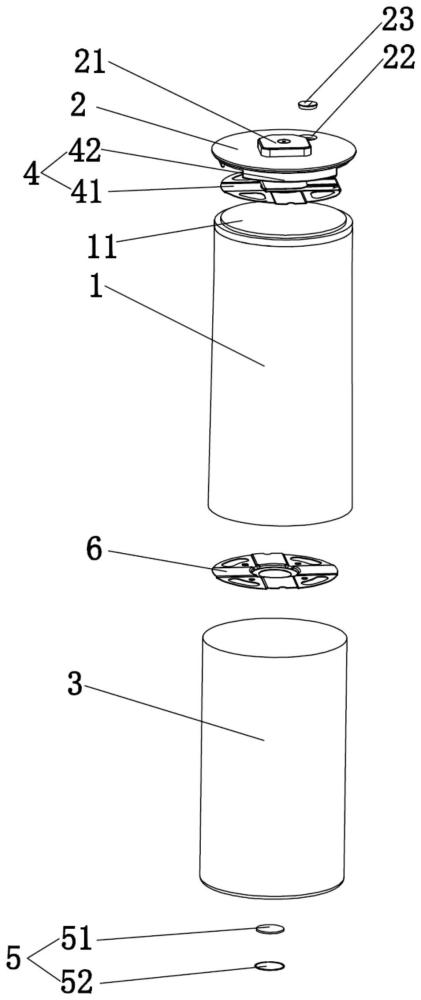
3、一种圆柱电池,包括外壳、盖设于所述外壳的顶盖和位于所述外壳内部的电芯,所述外壳的底部中心处设置有防爆阀;所述电芯的两端分别设置有第一极耳和第二极耳;所述第二极耳与第一集流盘电连接,所述第一集流盘设置有与所述防爆阀尺寸相匹配的第一通孔,所述外壳靠近所述第一集流盘的一端设置有与所述防爆阀尺寸相匹配的第二通孔,所述第一通孔与所述第二通孔相对设置;所诉防爆阀设置在所述第二通孔处,所述第一通孔内周侧朝所述防爆阀方向延伸设置有第一焊接结构,所述第一焊接结构围绕所述第一通孔设置,所述第一集流盘通过所述第一焊接结构与所述外壳连接;所述顶盖设置有极柱,所述顶盖与所述极柱绝缘设置,所述极柱通过第二集流盘与所述第一极耳电连接。
4、作为本发明所述的圆柱电池的一种改进,所述顶盖设置有注液孔,密封钉密封所述注液孔,所述注液孔与所述极柱在竖直方向上的正投影互不重合,所述密封钉用于密封所述注液孔,增加圆柱电池的密封性。
5、作为本发明所述的圆柱电池的一种改进,所述第一集流盘具有相对设置的第一表面和第二表面,所述第一表面凹陷形成凹部,所述凹部开设有贯穿所述凹部的第一通孔,所述第二表面设置有与所述凹部对应的所述第一焊接结构。
6、作为本发明所述的圆柱电池的一种改进,所述凹部位于所述第一表面的中部,所述第一通孔位于所述凹部的中部;其中,所述凹部呈连续或间断的环形状;和/或,所述凹部的深度大于等于0.3mm。
7、作为本发明所述的圆柱电池的一种改进,所述第一焊接结构朝远离所述第一表面的方向凸起;所述第一表面设置有至少一个第二焊接结构,所述第二焊接结构朝远离所述凹部的方向凸起,所述第二焊接结构与所述第二极耳电连接。
8、在本发明中,所述凹部的设置使得在焊接时,所述电芯与所述第一焊接结构不接触,可有效减少了传递至所述电芯上的热量,从而降低所述电芯被烧伤的风险,有利于延长使用寿命;同时使得所述防爆阀与所述电芯之间留有空隙,保障气体顺畅流通。
9、作为本发明所述的圆柱电池的一种改进,所述第二焊接结构设置有至少两个,所述至少两个第二焊接结构沿所述第一集流盘的周向间隔布置,相邻的两个所述第二焊接结构界定出气体通道。
10、作为本发明所述的圆柱电池的一种改进,所述第一表面还开设有贯穿所述第一集流盘的至少一个通槽,所述通槽和所述气体通道增加了所述防爆阀与圆柱电池内部气体交换的区域,进一步保障了所述防爆阀保压功能的实现;所述第一表面还开设有定位槽,所述定位槽用于防止所述第一集流盘焊接时移位。
11、作为本发明所述的圆柱电池的一种改进,所述第二表面还设置有支撑凸台,所述支撑凸台朝远离所述第一表面的方向凸起。
12、作为本发明所述的圆柱电池的一种改进,所述外壳包括壳体底板和与所述壳体底板连接的壳体侧壁,所述壳体底板设置有所述防爆阀,所述壳体底板包括板本体和支撑部,所述板本体的中心处设置有第二通孔,所述第二通孔用于安装所述防爆阀;所述支撑部设置为所述板本体沿所述电池壳体的高度方向向上形成的凸起,所述支撑部通过所述支撑凸台与所述第一集流盘相抵接;所述第二通孔的内周侧设置有台阶部,所述台阶部设置有连续的第一台阶体、第二台阶体和第三台阶体,所述第一台阶体位于所述板本体远离所述壳体侧壁的一侧,所述第三台阶体位于所述板本体靠近所述壳体侧壁的一侧。
13、作为本发明所述的圆柱电池的一种改进,所述防爆阀包括互相连接的阀本体和贴片,所述第一台阶体与所述第二台阶体形成第一空间,所述第一空间用于安装所述阀本体,所述第一空间在所述高度方向的深度大于或等于所述阀本体的厚度;所述第二台阶体和所述第三台阶体形成第二空间,所述第二空间用于粘贴所述贴片,所述第二空间在所述高度方向上的深度大于或等于所述贴片的厚度;所述第一空间和所述第二空间的设置,在满足所述阀本体和所述贴片安装需求的同时保障了所述壳体底板的平整度。
14、作为本发明所述的圆柱电池的一种改进,所述第一台阶体与所述支撑部之间形成凹陷,所述凹陷界定为第三焊接结构,所述第三焊接区域与所述第一焊接结构穿透焊。
15、作为本发明所述的圆柱电池的一种改进,所述圆柱电池为磷酸铁锂体系电池,所述防爆阀的区域面积与所述电芯容量的比值大于或等于1mm2/ah。
16、作为本发明所述的圆柱电池的一种改进,所述圆柱电池为三元体系电池,所述防爆阀的区域面积与所述电芯容量的比值大于或等于3.5mm2/ah。
17、作为本发明所述的圆柱电池的一种改进,所述第二集流盘包括相互连接的所述盘本体和所述尾部,所述盘本体与所述第一极耳电性连接,所述尾部与所述极柱电性连接。
18、作为本发明所述的圆柱电池的一种改进,所述第二集流盘设置为弯折结构,所述盘本体与所述尾部所在平面相互平行,所述盘本体与所述尾部的连接处设置有多个加强筋,多个所述加强筋之间的距离相等,增加了所述第二集流盘的强度和刚性,防止变形。
19、作为本发明所述的圆柱电池的一种改进,所述盘本体沿所述第一集流盘方向延伸有凸出部,所述凸出部设置有多个,多个所述凸出部之间的距离相同。
20、作为本发明所述的圆柱电池的一种改进,所述盘本体上设置有减重孔,所述减重孔设置有多个,多个所述减重孔之间的距离相等,所述减重孔与所述凸出部在竖直方向上的正投影互不重合。
21、本发明的目的之二在于:提供一种圆柱电池的装配方法,包括如下步骤:
22、步骤一,将分别位于电芯两端的第一极耳和第二极耳进行极耳整形后黏贴终止胶带进行固定;
23、步骤二,第一集流盘开设第一通孔,外壳开设第二通孔,将所述第二极耳与所述第一集流盘焊接,所述第一集流盘通过第一焊接结构与所述外壳穿透焊;
24、步骤三,将第二集流盘弯折第一预设角度,将所述第二集流盘的尾部与极柱焊接,将所述第二集流盘的盘本体与第一极耳焊接,再将所述第二集流盘弯折第二预设角度,使得具有所述极柱的顶盖与所述外壳相接触后,将所述顶盖与所述外壳焊接,得到半成品;
25、步骤四、在所述第二通孔安装防爆阀,然后在所述顶盖开设注液孔,通过所述注液孔将电解液注入到所述半成品中,使用密封钉密封焊接所述注液孔。
26、作为本发明所述的圆柱电池的装配方法的一种改进,所述步骤三中,所述第一预设角度设置为135°-155°,所述第二预设角度设置为170°-190°。
27、本发明的有益效果在于:
28、(1)本发明的圆柱电池包括外壳、盖设于所述外壳的顶盖和位于所述外壳内部的电芯,所述外壳的底部中心处设置有防爆阀;所述电芯的两端分别设置有第一极耳和第二极耳;所述第二极耳与第一集流盘电连接,所述第一集流盘设置有与防爆阀尺寸相匹配的第一通孔,所述外壳靠近所述第一集流盘的一端设置有与所述防爆阀尺寸相匹配的第二通孔,所述第一通孔与所述第二通孔相对设置;所诉防爆阀设置在所述第二通孔处,所述第一通孔内周侧朝所述防爆阀方向延伸设置有第一焊接结构,所述第一焊接结构围绕所述第一通孔设置,所述第一集流盘通过所述第一焊接结构与所述外壳连接;所述顶盖设置有极柱,所述顶盖与所述极柱绝缘设置,所述极柱通过第二集流盘与所述第一极耳电连接。防爆阀面积与电芯容量呈正相关,电芯容量越大,说明电芯涂布的材料越多或者化学体系比较激进,热失控时产气速率很快,需要更大的防爆阀面积,方便气体排出,而若防爆阀面积过小,会导致气体无法及时排出,产生爆炸起火等现象,但在现有技术中,极柱通常设置在顶盖的中部,导致防爆阀的面积受限,而本发明通过将防爆阀和极柱分别设置在电池的两端,使得防爆阀的面积不受极柱的限制;
29、(2)本发明通过设置连通的第一通孔和第二通孔,第二通孔用于安装防爆阀,上述结构使得圆柱电池内部的气体流通顺畅,确保泄气阀正常运作,增加了圆柱电池的安全性与稳定性。
- 还没有人留言评论。精彩留言会获得点赞!