一种全自动双绕线缠胶带设备及方法与流程
本发明涉及线缆处理,尤其涉及一种全自动双绕线缠胶带设备及方法。
背景技术:
1、线缆是光缆、电缆等物品的统称。线缆的用途有很多,主要用于控制安装、连接设备、输送电力等多重作用,是日常生活中常见而不可缺少的一种东西。
2、相关技术中,自动绕线打圈的设备中多为输送、绕线、缠胶带及输出的单条流水线,绕线机构的速度相对于缠胶带机构的速度较快,一条生产线进行生产时,很容易出现绕线机构等待缠胶带机构工作的情况。
3、为改善上述技术问题,合理利用各机构生产时间,提高生产效率,具有双绕线的设备成为了现阶段急需解决的技术问题。
技术实现思路
1、鉴于以上技术问题中的至少一项,本发明提供了一种全自动双绕线缠胶带设备及方法,采用双绕线机构来提高生产效率。
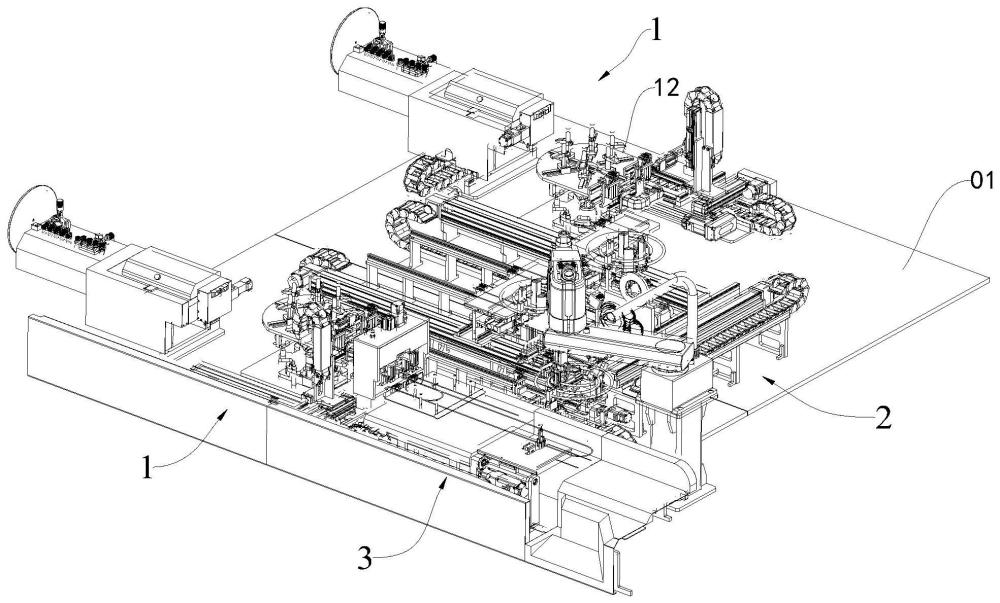
2、根据本发明的第一方面,提供一种全自动双绕线缠胶带设备,包括:
3、固定架,固定安装在所述固定架上的绕线装置、缠胶带装置以及翻线圈装置,以及设置在所述固定架上方的位移装置;
4、所述绕线装置包括进线机构与绕线机构,所述进线机构用于输送定长线缆至绕线机构,所述绕线机构用于将所述定长线缆绕制成设定直径与圈数的线圈;
5、所述缠胶带装置包括定型传送机构、缠胶带机构以及定位传送机构,所述定型传送机构用于定型所述线圈并传送所述线圈至缠胶带机构工位上,所述缠胶带机构用于在所述线圈上缠胶带,所述定位传送机构用于传送缠好胶带的线圈;
6、所述翻线圈装置用于翻转所述缠好胶带的线圈;
7、所述位移装置用于抓取所述线圈至不同工位上,所述位移装置包括横移机构以及机械手机构;
8、其中,所述绕线装置、横移机构以及定型传送机构具有两个,所述缠胶带机构、机械手机构、定位传送机构以及翻线圈装置具有一个。
9、在本发明的一些实施例中,所述进线机构包括校正轮组件以及定长裁剪组件,所述校正轮组件包括水平导向轮与竖直导向轮,所述校正轮组件均为两排平行排列的导向轮,所述线缆从两排导向轮中间穿过,所述定长裁剪组件包括用于测量线缆长度的检测件,以及设置在所述定长裁剪组件远离所述校正轮组件一端,用于剪切所述线缆的裁剪刀。
10、在本发明的一些实施例中,所述绕线机构包括绕线组件以及线缆夹取组件,所述绕线组件具有可改变直径的绕线桩以及两个用来固定所述线圈端部的第一端部固定夹,所述线缆夹取组件具有用于夹取所述线缆的夹取件,所述夹取件可朝着靠近或远离所述裁剪刀的方向水平移动至所述第一端部固定夹远离所述裁剪刀的一端。
11、在本发明的一些实施例中,所述定型传送机构包括传送组件以及定型组件,所述传送组件包括第一滑轨及可在滑轨上相对滑动的第一固定座,所述定型组件包括固定在所述第一固定座上用于固定所述线圈的至少两个可调节距离的第一线圈固定夹,两个分别用于固定所述线圈两个端部的第二端部固定夹,以及四个侧面具有弧度并可调节直径的定型桩。
12、在本发明的一些实施例中,所述缠胶带机构与两个所述传送组件垂直设置,所述缠胶带机构在两个所述传送组件的一端往复移动,用于在所述定型组件的线圈上缠至胶带。
13、在本发明的一些实施例中,所述定位传送机构包括第二滑轨以及在所述第二滑轨上方可相对滑移的第二固定座,所述第二固定座上还具有两个分别固定所述线圈两个端部的第三端部固定夹,固定所述线圈的第二线圈固定夹,以及一个定位所述线圈位置的第一定位夹。
14、在本发明的一些实施例中,两个所述横移机构均具有两个用于抓取线圈端部的第四端部固定夹,以及用于抓取所述线圈的第三线圈固定夹,其中一个所述横移机构用于将线圈从所述绕线机构移动至所述定型组件上,另一个所述横移机构用于将线圈从所述第一固定座移动至所述第二固定座上。
15、在本发明的一些实施例中,所述机械手机构上具有两个分别固定所述线圈两个端部的第五端部固定夹,固定所述线圈的第四线圈固定夹,以及一个定位所述线圈位置的第二定位夹,所述机械手机构用于将所述线圈从所述第二固定座上取下。
16、在本发明的一些实施例中,所述翻线圈装置包括翻转板,所述翻转板上具有开口处,所述开口处具有沿着垂直于所述翻转板方向移动并可开合的锁定爪。
17、根据本发明的第二方面,还提供了一种全自动双绕线缠胶带方法,包括以下步骤:
18、s10:两组绕线装置同时将线缆穿过水平导向轮、竖直导向轮与定长裁剪机构,利用测量件测量线缆长度;
19、s20:夹取件夹取进线机构中输出的线缆并拉至第一端部固定夹上,绕线机构调节设定直径并进行绕线;
20、s30:当线缆长度达到设定值时,裁剪刀剪断线缆,绕线机构完成绕线,并形成线圈;
21、s40:利用一组横移机构循环往复抓取两组绕线机构上的线圈,并移动至两组定型组件中最近的一个上;
22、s50:利用传送组件将定型组件上的第一固定座移动至缠胶带机构处,缠胶带机构往复运动对两组定型组件上的线圈缠绕胶带,形成胶带线圈;
23、s60:利用另外一组横移机构将两组定型组件上的胶带线圈循环抓取至第二固定座上;
24、s70:通过机械手机构抓取胶带线圈至翻线圈装置上方;
25、s80:机械手机构与翻线圈装置配合将线圈翻转成设定角度,并传送出去。
26、本发明的有益效果为:本发明利用两组绕线装置、横移机构以及定型传送机构,配合一组缠胶带机构、机械手机构、定位传送机构以及翻线圈装置,来实现全自动双绕线缠胶带以及翻线的工作,合理利用各装置与机构之间的工作时间,以实现效率最大化,来提高翻转线圈的生产效率。
技术特征:
1.一种全自动双绕线缠胶带设备,其特征在于,包括:固定架,固定安装在所述固定架上的绕线装置、缠胶带装置以及翻线圈装置,以及设置在所述固定架上方的位移装置;
2.根据权利要求1所述的全自动双绕线缠胶带设备,其特征在于,所述进线机构包括校正轮组件以及定长裁剪组件,所述校正轮组件包括水平导向轮与竖直导向轮,所述校正轮组件均为两排平行排列的导向轮,所述线缆从两排导向轮中间穿过,所述定长裁剪组件包括用于测量线缆长度的检测件,以及设置在所述定长裁剪组件远离所述校正轮组件一端,用于剪切所述线缆的裁剪刀。
3.根据权利要求2所述的全自动双绕线缠胶带设备,其特征在于,所述绕线机构包括绕线组件以及线缆夹取组件,所述绕线组件具有可改变直径的绕线桩以及两个用来固定所述线圈端部的第一端部固定夹,所述线缆夹取组件具有用于夹取所述线缆的夹取件,所述夹取件可朝着靠近或远离所述裁剪刀的方向水平移动至所述第一端部固定夹远离所述裁剪刀的一端。
4.根据权利要求1所述的全自动双绕线缠胶带设备,其特征在于,所述定型传送机构包括传送组件以及定型组件,所述传送组件包括第一滑轨及可在滑轨上相对滑动的第一固定座,所述定型组件包括固定在所述第一固定座上用于固定所述线圈的至少两个可调节距离的第一线圈固定夹,两个分别用于固定所述线圈两个端部的第二端部固定夹,以及四个侧面具有弧度并可调节直径的定型桩。
5.根据权利要求4所述的全自动双绕线缠胶带设备,其特征在于,所述缠胶带机构与两个所述传送组件垂直设置,所述缠胶带机构在两个所述传送组件的一端往复移动,用于在所述定型组件的线圈上缠至胶带。
6.根据权利要求5所述的全自动双绕线缠胶带设备,其特征在于,所述定位传送机构包括第二滑轨以及在所述第二滑轨上方可相对滑移的第二固定座,所述第二固定座上还具有两个分别固定所述线圈两个端部的第三端部固定夹,固定所述线圈的第二线圈固定夹,以及一个定位所述线圈位置的第一定位夹。
7.根据权利要求6所述的全自动双绕线缠胶带设备,其特征在于,两个所述横移机构均具有两个用于抓取线圈端部的第四端部固定夹,以及用于抓取所述线圈的第三线圈固定夹,其中一个所述横移机构用于将线圈从所述绕线机构移动至所述定型组件上,另一个所述横移机构用于将线圈从所述第一固定座移动至所述第二固定座上。
8.根据权利要求7所述的全自动双绕线缠胶带设备,其特征在于,所述机械手机构上具有两个分别固定所述线圈两个端部的第五端部固定夹,固定所述线圈的第四线圈固定夹,以及一个定位所述线圈位置的第二定位夹,所述机械手机构用于将所述线圈从所述第二固定座上取下。
9.根据权利要求1所述的全自动双绕线缠胶带设备,其特征在于,所述翻线圈装置包括翻转板,所述翻转板上具有开口处,所述开口处具有沿着垂直于所述翻转板方向移动并可开合的锁定爪。
10.一种全自动双绕线缠胶带方法,其特征在于,使用如权利要求1至9中任一项所述的全自动双绕线缠胶带设备,包括以下步骤:
技术总结
本发明涉及线缆处理技术领域,尤其涉及一种全自动双绕线缠胶带设备及方法,包括:固定架,固定安装在固定架上的绕线装置、缠胶带装置、翻线圈装置以及位移装置;绕线装置包括进线机构与绕线机构;缠胶带装置包括定型传送机构、缠胶带机构以及定位传送机构;翻线圈装置用于翻转缠好胶带的线圈;位移装置用于抓取线圈至不同工位上,位移装置包括横移机构以及机械手机构,本发明利用两组绕线装置、横移机构以及定型传送机构,配合一组缠胶带机构、机械手机构、定位传送机构以及翻线圈装置,来实现全自动双绕线缠胶带的工作,合理利用各装置与机构之间的工作时间,以实现效率最大化,来提高翻转线圈的生产效率。
技术研发人员:司向良
受保护的技术使用者:江苏博之旺自动化设备有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!