一种动力锂离子电池包拆解方法与流程
本发明涉及锂离子电池循环回收,尤其是一种动力锂离子电池包拆解方法。
背景技术:
1、由于具有能量密度高,没有记忆效应,锂离子电池作为纯电动汽车首选的动力电池,已经得到大规模的生产和使用。根据锂离子电池制成材料可知,电池内部含有部分稀缺材料以及有害成分,这使得锂离子电池循环回收成为重要环节。随着新能源汽车发展,目前动力锂离子电池包为了提高比能量,在电池包内部结构上多采用紧固填充胶用于紧固电池模组,同时紧固填充胶也起到导热作用,此外,为了确保动力锂离子电池包的散热性能,还会在动力锂离子电池包的下侧安装有冷却板。目前对于此种结构电池包多采用高温或低温或添加化学药剂使紧固填充胶失效后再进行拆解,效率低下。
技术实现思路
1、本发明所要解决的技术问题在于,提供一种动力锂离子电池包拆解方法,能够缩短拆解时间,提高拆解效率。
2、为了解决上述技术问题,本发明的一种动力锂离子电池包拆解方法,包括如下步骤:
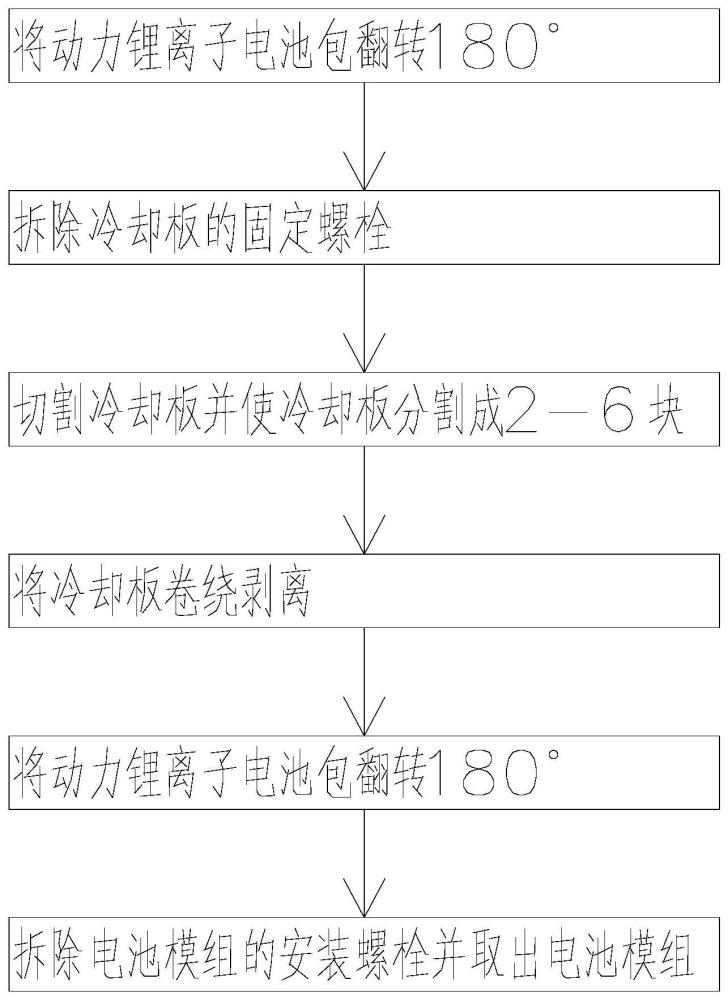
3、步骤一,将动力锂离子电池包翻转180°;
4、步骤二,拆除冷却板的固定螺栓;
5、步骤三,切割冷却板并使冷却板分割成2-6块;
6、步骤四,将冷却板卷绕剥离;
7、步骤五,将动力锂离子电池包翻转180°;
8、步骤六,拆除电池模组的安装螺栓并取出电池模组。
9、本发明中的一种动力锂离子电池包拆解方法,通过切割冷却板并将冷却板分成多块以及将冷却板卷绕剥离,无需采用高或低温使紧固填充胶失效后再进行拆解,缩短拆解时间,提高拆解效率。
10、作为进一步的技术方案,步骤一中,动力锂离子电池包的翻转速度小于等于10°/s,确保动力锂电池翻转过程的平稳。
11、作为进一步的技术方案,步骤五中,动力锂离子电池包的翻转速度小于等于10°/s,确保动力锂电池翻转过程的平稳。
12、作为进一步的技术方案,采用变位机装载固定动力锂离子电池包并带动动力锂离子电池包翻转,机械化程度高,降低人工参与率以及人工劳动强度。
13、作为进一步的技术方案,冷却板与电池包框架材质均为铝合金,冷却板的面积为s,步骤三中:
14、若0.8m2≤s<1.6m2,则将冷却板分割成2块;
15、若1.6m2≤s<2.2m2,则将冷却板分割成4块;
16、若s≥2.2m2,则将冷却板分割成6块。
17、根据冷却板的面积将冷却板分割成多块,确保冷却板卷曲使能够撕开紧固填充胶。
18、作为进一步的技术方案,采用铣削的方式对冷却板切割,铣削刀具转速为1000-3500r/min,单次铣削深度为0.5-3mm,铣削进给速度为3-15mm/s,铣削刀具直径为6-30mm,通过上述加工参数,在对冷却板切割时不会破幻到动力锂离子电池包框架内的电池模组,并确保将冷却板分割成多块。
19、作为进一步的技术方案,采用六轴机器人对冷却板铣削,所述六轴机器人的末端安装有铣削主轴,根据切割需要再铣削主轴上安装相应的铣削刀具,六轴机器人能够按照设定的路径配合对冷却板进行铣削加工。
20、作为进一步的技术方案,步骤四中,卷曲直径为100-300mm,卷绕移动速度为5-15mm/s。
21、作为进一步的技术方案,采用卷曲设备对冷却板卷绕剥离,所述卷曲设备包括yz轴平移台、与yz轴平移台输出端转动连接的卷折滚筒以及安装在yz轴平移台输出端并用于驱动卷折滚筒转动的驱动部件,所述卷折滚筒开通供冷却板伸入的卷折槽。确保冷却板卷绕剥离参数稳定,机械化程度高,降低人工参与率以及人工劳动强度。
22、作为进一步的技术方案,所述卷曲设备还包括压架、连接压架与yz轴平移台输出端的弹性组件以及与压架转动连接并与卷折滚筒平行设置的包胶滚筒,所述包胶滚筒设置在在卷折滚筒后方并用于与动力锂离子电池包内的电池模组相抵,减少电池模组的磨损,对电池模组起到进一步保护的作用。
技术特征:
1.一种动力锂离子电池包拆解方法,其特征在于,包括如下步骤:
2.如权利要求1所述的一种动力锂离子电池包拆解方法,其特征在于,步骤一中,动力锂离子电池包的翻转速度小于等于10°/s。
3.如权利要求2所述的一种动力锂离子电池包拆解方法,其特征在于,步骤五中,动力锂离子电池包的翻转速度小于等于10°/s。
4.如权利要求2或3所述的一种动力锂离子电池包拆解方法,其特征在于,采用变位机装载固定动力锂离子电池包并带动动力锂离子电池包翻转。
5.如权利要求1所述的一种动力锂离子电池包拆解方法,其特征在于,冷却板与电池包框架材质均为铝合金,冷却板的面积为s,步骤三中:
6.如权利要求5所述的一种动力锂离子电池包拆解方法,其特征在于,采用铣削的方式对冷却板切割,铣削刀具转速为1000-3500r/min,单次铣削深度为0.5-3mm,铣削进给速度为3-15mm/s,铣削刀具直径为6-30mm。
7.如权利要求6所述的一种动力锂离子电池包拆解方法,其特征在于,采用六轴机器人对冷却板铣削,所述六轴机器人的末端安装有铣削主轴。
8.如权利要求1所述的一种动力锂离子电池包拆解方法,其特征在于,步骤四中,卷曲直径为100-300mm,卷绕移动速度为5-15mm/s。
9.如权利要求8所述的一种动力锂离子电池包拆解方法,其特征在于,采用卷曲设备对冷却板卷绕剥离,所述卷曲设备包括yz轴平移台、与yz轴平移台输出端转动连接的卷折滚筒以及安装在yz轴平移台输出端并用于驱动卷折滚筒转动的驱动部件,所述卷折滚筒开通供冷却板伸入的卷折槽。
10.如权利要求9所述的一种动力锂离子电池包拆解方法,其特征在于,所述卷曲设备还包括压架、连接压架与yz轴平移台输出端的弹性组件以及与压架转动连接并与卷折滚筒平行设置的包胶滚筒,所述包胶滚筒设置在在卷折滚筒后方并用于与动力锂离子电池包内的电池模组相抵。
技术总结
本发明涉及锂离子电池循环回收技术领域,尤其是一种动力锂离子电池包拆解方法,包括如下步骤:步骤一,将动力锂离子电池包翻转180°;步骤二,拆除冷却板的固定螺栓;步骤三,切割冷却板并使冷却板分割成2‑6块;步骤四,将冷却板卷绕剥离;步骤五,将动力锂离子电池包翻转180°;步骤六,拆除电池模组的安装螺栓并取出电池模组。实施本发明中的一种动力锂离子电池包拆解方法,通过切割冷却板并将冷却板分成多块以及将冷却板卷绕剥离,无需采用高或低温使紧固填充胶失效后再进行拆解,缩短拆解时间,提高拆解效率。
技术研发人员:农百乐,潘扬树
受保护的技术使用者:广东易能聚智能装备有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!