一种三维方向取向角度调控的烧结钕铁硼坯料制备方法与流程
本发明涉及烧结钕铁硼坯料制备方法,尤其是涉及一种三维方向取向角度调控的烧结钕铁硼坯料制备方法。
背景技术:
1、烧结钕铁硼材料是以稀土金属元素与过渡金属所形成的金属间化合物为基体的永磁材料。烧结钕铁硼磁钢因其高剩磁、高矫顽力和高磁能积的优异特性被广泛应用于电子、电力机械、医疗器械、风电、光伏、汽车和航空航天的领域,尤其是在光伏电子、汽车工业、磁悬浮等方面领域,已成为一种不可替代的基础材料。
2、近年来,随着各行各业的蓬勃发展,对所使用钕铁硼磁钢的要求不仅仅局限在剩磁、矫顽力、磁能积等普通性能上,同时也将磁体取向角度作为钕铁硼产品的一个重要指标。其中烧结制备低磁偏角、斜取向等钕铁硼产品已经成为主流。
3、在传统的烧结钕铁硼生产成型工艺中,制备斜取向烧结钕铁硼磁体都是先制备正向取向的长方体状烧结钕铁硼坯料,再进过电火花线切割加工得以实现斜取向烧结钕铁硼坯料。此种方式加工成本高、料废严重,并且存在加工误差直接导致烧结钕铁硼坯料报废等问题,生产成本过高。
4、为提升斜取向烧结钕铁硼成型加工效率,降低粉料浪费及加工成本,解决切割尺寸误差等问题,已有专利进行实现,例如申请号为202222590589.8的中国实用新型专利中公开了“一种斜取向钕铁硼磁体模具”,该专利使用常规结构模具外框,内嵌带有横截面为平行四边形的固定块,且该固定块为导磁材料cr20mov,固定块长边的中心与成型磁场取向方向具有夹角,再通过调整更换内嵌固定块进行斜取向坯料的角度变更,实现不同斜取向钕铁硼坯料制备功能。该专利所制备的斜取向钕铁硼坯料磁力线将与钕铁硼坯料三轴坐标中x轴和y轴形成取向角度。
5、但是,随着烧结钕铁硼产品的高度应用,对斜取向烧结钕铁硼产品提出更高要求,不仅仅局限于二维斜取向烧结钕铁硼产品,三维方向斜取向烧结钕铁硼已提上日程。三维方向斜取向烧结钕铁硼与其三轴坐标中x轴、y轴和z轴都存在一定角度。
6、目前,三维方向斜取向烧结钕铁硼坯料通过先制备得到二维斜取向烧结钕铁硼坯料,再通过角度调整采用点火花切割二维斜取向烧结钕铁硼坯料,获得三维方向斜取向烧结钕铁硼坯料。该种方法不但存在加工难度高、料废严重等问题。
技术实现思路
1、本发明所要解决的技术问题是提供一种加工难度低、能够大幅度降低料废,节省制造成本的三维方向取向角度调控的烧结钕铁硼坯料制备方法。
2、本发明解决上述技术问题所采用的技术方案为:一种三维方向取向角度调控的烧结钕铁硼坯料制备方法,所述的烧结钕铁硼坯料为长方体结构,将所述的烧结钕铁硼坯料的长度记为l1,宽度记为w1,高度记为h1,将所述的烧结钕铁硼坯料的一个顶点作为坐标原点o,长度方向作为x轴正半轴方向,宽度方向作为y轴正半轴方向,高度方向作为z轴负半轴方向,构建该烧结钕铁硼坯料的三维坐标系,如果将所述的烧结钕铁硼坯料的取向轴线投影至其三维坐标系的xoy面,此时得到该取向轴线在xoy面的投影线,该投影线在xoy面与x轴和y轴之间分别形成一个的夹角,将该投影线与x轴之间形成的夹角记为α1,与y轴之间形成的夹角记为β1,其中,α1+β1=90°;如果将所述的烧结钕铁硼坯料的取向轴线投影至其三维坐标系的xoz面,此时得到该取向轴线在xoz面的投影线,该投影线在xoz面与z轴之间形成一个的夹角,将该夹角记为γ1,所述的三维方向取向角度调控的烧结钕铁硼坯料制备方法包括以下步骤:
3、步骤1、设计并制作磁场成型压机的阴模,所述的阴模具有型腔,当钕铁硼粉料填充到所述的型腔中通过磁场成型压机取向成型得到生坯后,将该生坯依次进行等静压和烧结处理,将得到一个长方体结构的坯料,该坯料的长度将为l1、宽度将为w1、高度将为h1,并且如果以该坯料的一个顶点作为坐标原点o,长度方向作为x轴正半轴方向,宽度方向作为y轴正半轴方向,高度方向作为z轴负半轴方向,构建该坯料的三维坐标系,如果将该坯料的取向轴线投影至其三维坐标系的xoy面,此时得到该取向轴线在xoy面的投影线,该投影线在xoy面与x轴形成的夹角将为α1,与y轴之间形成的夹角将为β1;如果将该坯料的取向轴线投影至其三维坐标系的xoz面,此时得到该取向轴线在xoz面的投影线,该投影线在xoz面与z轴之间的夹角将为γ1;
4、步骤2、将阴模安装到磁场成型压机中,先控制磁场成型压机的下压头将所述的阴模的型腔的底部封闭,再根据烧结钕铁硼坯料设计要求将所需钕铁硼粉末填入所述的阴模的型腔内,填充完成后所述的型腔中的钕铁硼粉末的密度为1.8~2.0g/cm3,且当钕铁硼粉末被预压至密度为2.5~2.6g/cm3时,其中心将与磁场成型压机的磁场中心重合;
5、步骤3、控制磁场成型压机的上压头从所述的阴模的型腔的顶部进入所述的阴模的型腔中,对钕铁硼粉料进行预压,直至钕铁硼粉料的密度为2.5~2.6g/cm3;
6、步骤4、一方面采用磁场成型压机的磁场对所述的阴模的型腔的钕铁硼粉料进行充磁,另一方面同时控制磁场成型压机的上压头继续下压钕铁硼粉料至预设结束位置,此时压制成型完成,得到生坯;
7、步骤5、将该生坯依次进行等静压和烧结处理,得到一个长方体结构的坯料,该坯料即为所需制备的烧结钕铁硼坯料。
8、所述的阴模的型腔以及磁场成型压机的充磁方向通过以下方法确定:
9、s1、绘制所述的烧结钕铁硼坯料的结构图,使所述的烧结钕铁硼坯料的长度方向沿左右方向,宽度方向沿前后方向,高度方向沿上下方向,将所述的烧结钕铁硼坯料的上表面作为a面,a面由所述的烧结钕铁硼坯料的长边和宽边围成,将所述的烧结钕铁硼坯料的前表面称为b面,b面由所述的烧结钕铁硼坯料的长边和高边围成,以a面的左前角的顶点作为原点,a面上与该顶点相交的长度方向作为x轴正半轴方向,宽度方向作为y轴正半轴方向,从该顶点出发的高度方向作为z轴负半轴方向,构建得到第一个三维坐标系,将所述的烧结钕铁硼坯料的取向轴线在所述的a面的投影称为取向轴线a,此时所述的取向轴线a与a面长度方向的夹角为α1,与a面宽度方向的夹角为β1,与b面长度方向的夹角为γ1;
10、s2、在第一个三维坐标系中,以z轴方向为转轴,转动所述的烧结钕铁硼坯料,直至其取向轴线a与x轴正半轴方向重合,此时y轴方向与取向轴线a垂直,a面的其中一个顶点位于第一个三维坐标系的x正半轴和y轴正半轴所围成平面内,将该顶点称为第一顶点,另一个顶点位于第一个三维坐标系的x正半轴和y轴负半轴所围成平面内,将该顶点称为第二顶点;
11、s3、在第一个三维坐标系中,从第二顶点向y轴负半轴作一条垂线,将该条垂线称为第一垂线,其长度记为l1”,从原点向第一垂线作一条垂线,将该条垂线称为第二垂线,其长度记为l1',从所述的烧结钕铁硼坯料位于x轴正半轴上的顶点向第一垂线的延长线作一条垂线,将该条垂线称为第三垂线,其长度记为w1',从第二顶点向第三垂线作一条垂线,将该条垂线称为第四垂线,其长度记为w1”;在所述的烧结钕铁硼坯料的b面上,γ1所处的直角三角形中,将γ1的对边称为第一直角边,其长度记为h1”,将γ1相邻的直角边称为第二直角边,其长度记为h1',其中w1'=l1'=w1*cosα1,w1”=w1*sinα1,l1'=l1*sinα1,l1”=l1*cosα1,h1”=h1'*tan(90°-γ1);
12、s4、在第一个三维坐标系中,保持当前烧结钕铁硼坯料处于原点的顶点位置不变,按照长度收缩比m、宽度收缩比n以及高度收缩比v分别对当前烧结钕铁硼坯料的长度、宽度和高度进行放大,得到放大烧结钕铁硼坯料,其中,m、n以及v根据实际烧结工艺测试确定,在此过程中,烧结钕铁硼坯料的a面放大形成为放大烧结钕铁硼坯料的a'面,b面放大形成放大烧结钕铁硼坯料的b'面,将放大烧结钕铁硼坯料的长度记为l,宽度记为w,高度记为h,放大烧结钕铁硼坯料的长边由烧结钕铁硼坯料的长边放大而成,宽边由烧结钕铁硼坯料的宽边放大而成,高边由烧结钕铁硼坯料的高边放大而成,取向轴线a不发生变化仍沿x轴正半轴方向,a'面的一个顶点处于原点,一个顶点处于x轴正半轴,将其称为第三顶点、一个顶点处于x轴正半轴与y轴正半轴围成的平面区域,将其称为第四顶点,一个顶点处于x轴正半轴与y轴负半轴围成的平面区域,将其称为第五顶点,a'面由放大烧结钕铁硼坯料的长边和宽边围成,b'面由放大烧结钕铁硼坯料的长边和高边围成;将取向轴线a与a'面长度方向的夹角记为α,与a'面宽度方向的夹角记为β,与b'面长度方向的夹角记为γ;
13、s4、在第一个三维坐标系中,从第五顶点向y轴负半轴作一条垂线,将该条垂线称为第五垂线,其长度记为l”,从原点向第五垂线作一条垂线,将该条垂线称为第六垂线,其长度记为l',从第三顶点向第五垂线的延长线作一条垂线,将该条垂线称为第七垂线,其长度记为w',从第五顶点向第七垂线作一条垂线,将该条垂线称为第八垂线,其长度记为w”;在所述的b'面上,γ所处的直角三角形中,将与γ相邻的直角边的长度记为h';其中,w'=n*w1'=n*w1*cosα1,w”=m*w1”=m*w1*sinα1,l'=n*l1'=n*l1*sinα1,l”=m*l1”=m*l1*cosα1,h'=m*h1';
14、s5、采用式(1)至(6)分别计算得到w、l、h、α、β和γ:
15、
16、
17、h=v*h1 (3)
18、
19、
20、
21、s6、将所述的型腔设计为横截面为平行四边形的立方体结构空腔,该平行四边形相邻两边的长度分别为w和l,将长度为w的边称为型腔的宽边,长度为l的边称为型腔的长边,该平行四边形的其中一条对角线将相邻两边之间的夹角分为角度大小为α和β的两个角,将该对角线称为磁化方向对角线,所述的磁化方向对角线位于所述的型腔的一个对角面上,将该对角面称为磁化平面,所述的型腔的高度记为h,h的取值大于h,h的取值能够满足所述的型腔中的钕铁硼粉末压制成型得到的生坯的高度为h;
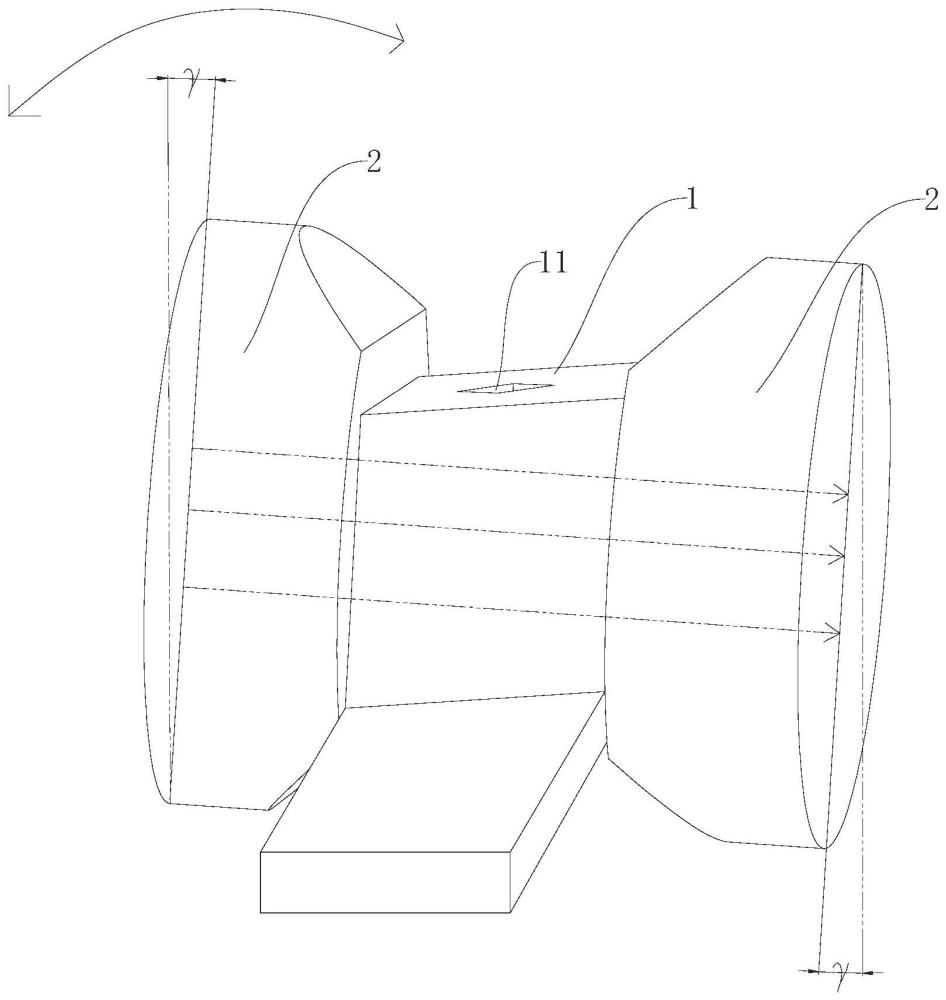
22、s7、将阴模安装到磁场成型压机中,使阴模位于磁场成型压机的两个取向线圈极头的磁场范围内,两个取向线圈极头分别位于阴模的两侧,两个取向线圈极头均能够以所述的阴模的型腔中的磁化方向对角线的垂直线为转轴旋转γ角度;初始状态,两个取向线圈极头的端面均垂直于所述的阴模的型腔中的磁化方向对角线,调整两个取向线圈极头,使两个取向线圈极头以所述的阴模的型腔中的磁化方向对角线的垂直线为转轴转动γ角度,调整两个取向线圈极头的设置高度,使满足将钕铁硼粉末填入所述的阴模的型腔内,将钕铁硼粉末从密度为1.8~2.0g/cm3预压至密度为2.5~2.6g/cm3时,钕铁硼粉末的中心将与两个取向线圈极头的磁场中心重合。
23、所述的阴模包括阴模外框和阴模内框,所述的阴模内框通过在导磁块上开设所述的型腔得到,所述的型腔上下贯穿所述的导磁块,所述的导磁块上设置有两个与所述的型腔相通的安装槽,每个安装槽均被一个聚磁块完全填充,两个聚磁块分别位于所述的磁化平面的两侧,且任意一个聚磁块以所述的型腔的两个对角面的相交线为转轴,转动180度,能够与另一和聚磁块完全重合;所述的阴模外框包括第一挡块、第二挡块、第一侧板和第二侧板,所述的第一挡块、所述的第二挡块、所述的第一侧板和所述的第二侧板按照前后左右方位设置,且依次通过无磁不锈钢螺钉固定连接,所述的第一侧板和所述的第二侧板的内侧面均为竖向向下的平面,所述的第一侧板和所述的第二侧板的外侧面均为从上到下向外侧倾斜的斜面,所述的第一侧板和所述的第二侧板的外侧面与其内侧面之间的夹角均为γ,所述的第一挡块、所述的第二挡块、所述的第一侧板和所述的第二侧板之间围成安装空间,所述的阴模嵌入所述的安装空间内将所述的安装空间填满,所述的阴模的型腔的高度方向沿上下方向,横截面沿水平方向;当阴模安装到磁场成型压机中时,磁场成型压机的两个取向线圈极头分别位于所述的第一侧板和所述的第二侧板的外侧,且两个取向线圈极头的表面分别与所述的第一侧板和所述的第二侧板的外侧面一一对应贴合。
24、与现有技术相比,本发明的优点在于通过对阴模的型腔结构进行重新设计,在阴模安装到磁场成型压机中后,调整磁场成型压机的磁场方向和磁场中心,使磁场成型压机的磁场方向和磁场中心与阴模的型腔结构相匹配,从而在将钕铁硼粉末填入阴模的型腔进行取向压制成型后,再进行等静压和烧结处理,就直接得到尺寸和取向方向符合设计需求的钕铁硼坯料,由此本发明不需要制备得到二维斜取向烧结钕铁硼坯料,再通过角度调整采用点火花切割二维斜取向烧结钕铁硼坯料,获得三维方向斜取向烧结钕铁硼坯料,加工难度低、能够大幅度降低料废,节省了烧结钕铁硼坯料的制造成本。
- 还没有人留言评论。精彩留言会获得点赞!