软包电池及软包电池制造方法与流程
本发明涉及电池,尤其涉及一种软包电池及软包电池制造方法。
背景技术:
1、目前,电池的安全问题主要表现为由热失控引起的起火、爆炸等现象。为了降低电池爆炸的风险,硬壳电池的外壳或顶盖(外壳或顶盖可以由铝制成)会设有防爆阀。当电池的内部压力较大时,防爆阀开启,从而让电池内部的高温气体排出,进而防止爆炸。
2、然而,软包电池的电芯是被铝塑膜包裹的,铝塑膜是柔软的,防爆阀难以安装在铝塑膜上。因此,现有技术中的软包电池是没有防爆阀的,软包电池的安全性有待提升。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种软包电池,该软包电池发生爆炸的风险较低,该软包电池的安全性较高。
2、本发明还提出一种用于制造上述软包电池的软包电池制造方法。
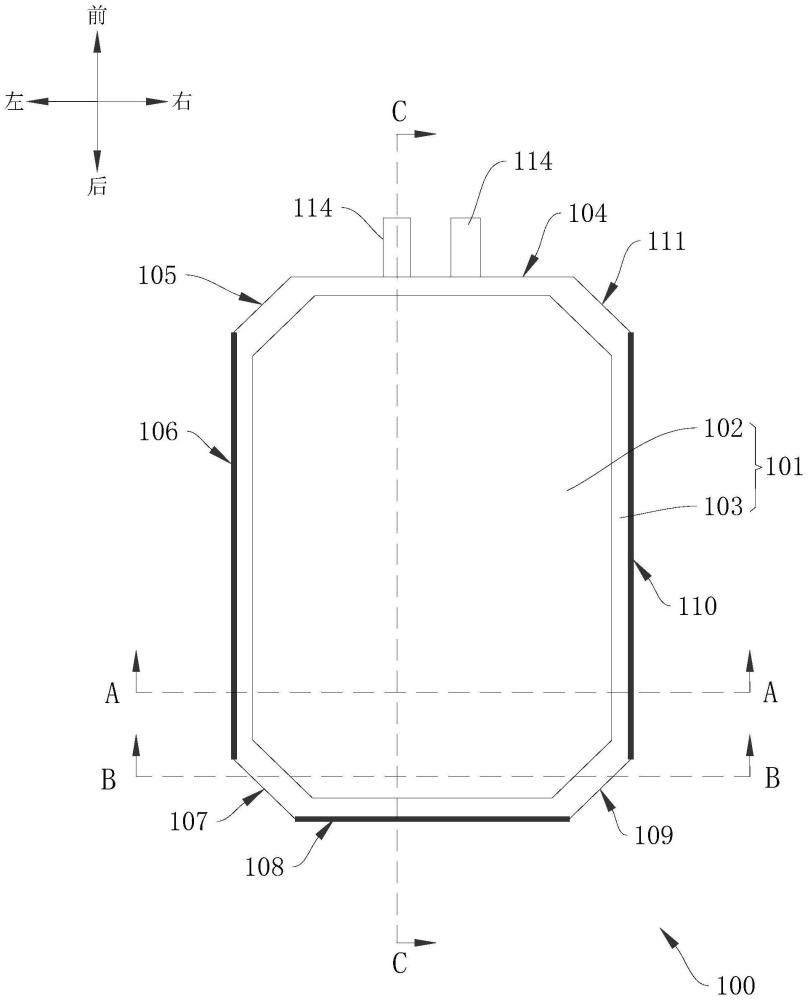
3、根据本发明的第一方面实施例的软包电池,包括电芯、铝塑膜包装结构以及胶层,所述电芯包括相互连接的电芯主体和极耳,所述铝塑膜包装结构包括:主体部,所述主体部的内部设有空腔,所述电芯主体容纳在所述空腔中;封边部,所述封边部连接在所述主体部的外边缘,所述封边部围绕所述主体部一周,并且所述封边部将所述空腔密封,所述封边部的外边缘包括第一侧边以及泄压区,所述极耳的一部分从所述第一侧边穿出至所述铝塑膜包装结构的外部,所述泄压区的两端分别与所述第一侧边的两端连接,所述泄压区的一部分被所述胶层覆盖,所述泄压区的另一部分裸露在所述胶层之外。
4、根据本发明第一方面实施例的软包电池,至少具有如下有益效果:相对于泄压区被胶层覆盖的部位,泄压区未被胶层覆盖的部位的密封效果较弱。因此,当空腔内部的温度和压力较高时,泄压区未被胶层覆盖的部位会先被空腔中的高温气体冲开,泄压区未被胶层覆盖的部位的密封先失效,高温气体排出至空腔之外。随着高温气体被排出,空腔内部的压力减小,软包电池发生爆炸的风险较低。本发明的软包电池在铝塑膜包装结构的外边缘构建出一个可泄压的部位,从而降低了软包电池发生爆炸的风险。
5、根据本发明的一些实施例,所述泄压区包括第二侧边、第三侧边和第四侧边,所述第三侧边与所述第一侧边相对设置,所述第二侧边与所述第四侧边相对设置,所述第二侧边和所述第四侧边分别位于所述第一侧边的两侧,所述胶层覆盖所述第二侧边、所述第三侧边和所述第四侧边;所述泄压区还包括:第一衔接边,所述第一衔接边的两端分别与所述第一侧边和所述第二侧边连接,所述第一侧边和所述第二侧边中的任一者与所述第一衔接边之间的夹角均为钝角,所述第一衔接边裸露在所述胶层之外;和/或,第二衔接边,所述第二衔接边的两端分别与所述第二侧边和所述第三侧边连接,所述第二侧边和所述第三侧边中的任一者与所述第二衔接边之间的夹角均为钝角,所述第二衔接边裸露在所述胶层之外;和/或,第三衔接边,所述第三衔接边的两端分别与所述第三侧边和所述第四侧边连接,所述第三侧边和所述第四侧边中的任一者与所述第三衔接边之间的夹角均为钝角,所述第三衔接边裸露在所述胶层之外;和/或,第四衔接边,所述第四衔接边的两端分别与所述第四侧边和所述第一侧边连接,所述第一侧边和所述第四侧边中的任一者与所述第四衔接边之间的夹角均为钝角,所述第四衔接边裸露在所述胶层之外。
6、根据本发明的一些实施例,所述泄压区包括所述第一衔接边、所述第二衔接边、所述第三衔接边和所述第四衔接边;所述封边部弯折设置,弯折的所述封边部满足:所述第一衔接边、所述第二衔接边、所述第三衔接边和所述第四衔接边均位于第一平面上;所述第一侧边、所述第二侧边、所述第三侧边和所述第四侧边中的至少一者位于第二平面,所述第一平面和所述第二平面相互平行。
7、根据本发明的一些实施例,所述泄压区包括第一衔接边,所述第一侧边和所述第二侧边中的任一者与所述第二衔接边之间的夹角均为135°;和/或,所述泄压区包括第二衔接边,所述第二侧边和所述第三侧边中的任一者与所述第二衔接边之间的夹角均为135°;和/或,所述泄压区包括第三衔接边,所述第三侧边和所述第四侧边中的任一者与所述第二衔接边之间的夹角均为135°;和/或,所述泄压区包括第四衔接边,所述第四侧边和所述第一侧边中的任一者与所述第二衔接边之间的夹角均为135°。
8、根据本发明的一些实施例,所述电芯为叠片式电芯,所述电芯包括所述第一衔接边、所述第二衔接边、所述第三衔接边和所述第四衔接边,所述电芯设有四个倒角,四个所述倒角分别与所述第一衔接边、所述第二衔接边、所述第三衔接边和所述第四衔接边对应设置。
9、根据本发明的一些实施例,所述胶层为绝缘体。
10、根据本发明的一些实施例,所述胶层为凝固的紫外光固化胶。
11、根据本发明的一些实施例,所述软包电池还包括隔板和电解液,所述隔板位于所述空腔内,所述隔板将所述空腔分隔为两个子腔室,所述电芯设置有两个,两个所述电芯分别设置在不同的所述子腔室中,所述电解液的一部分位于其中一个所述子腔室,所述电解液的另一部分位于另一个所述子腔室,所述隔板用于阻碍所述电解液通过。
12、根据本发明的一些实施例,所述铝塑膜包装结构由第一铝塑膜和第二铝塑膜相互连接而形成,所述第一铝塑膜的中心区域和所述第二铝塑膜的中心区域层叠设置从而构成所述主体部,所述第一铝塑膜的外围区域和所述第二铝塑膜的外围区域相互层叠并相互连接从而构成封边部;所述软包电池还包括极耳胶,所述极耳胶与所述极耳连接,所述极耳胶被夹在所述第一铝塑膜和所述第二铝塑膜之间,并且所述极耳胶设置在所述第一侧边处。
13、根据本发明的第二方面实施例的软包电池制造方法,包括以下步骤:将电芯放在第一铝塑膜和第二铝塑膜之间,并将所述第一铝塑膜的边缘的一部分和所述第二铝塑膜的边缘的一部分连接;向所述电芯注入电解液,然后将所述第一铝塑膜和所述第二铝塑膜进行一封;在所述一封之后,依次进行化成、刺破气袋、抽真空、二封和裁去气袋;在所述气袋被裁去之后,所述第一铝塑膜和所述第二铝塑膜相互连接并形成铝塑膜包装结构,所述铝塑膜包装结构包括主体部和封边部,所述主体部的内部设有空腔,所述电芯的电芯主体容纳在所述空腔中,所述封边部连接在所述主体部的外边缘,所述封边部围绕所述主体部一周,并且所述封边部将所述空腔密封,所述封边部的外边缘包括第一侧边以及泄压区,所述电芯的极耳的一部分从所述第一侧边穿出至所述铝塑膜包装结构的外部,所述泄压区的两端分别与所述第一侧边的两端连接;在所述泄压区设置胶层,使得:所述泄压区的一部分被所述胶层覆盖,所述泄压区的另一部分裸露在所述胶层之外。
14、根据本发明的第二方面实施例的软包电池制造方法,至少具有如下有益效果:能够制造出上述安全性较高的软包电池。
15、根据本发明的一些实施例,所述软包电池制造方法还包括:在裁去所述气袋之后并且在设置所述胶层之前,将呈矩形的铝塑膜包装结构的四个角进行裁切,使得:所述泄压区包括依次连接的第一衔接边、第二侧边、第二衔接边、第三侧边、第三衔接边、第四侧边和第四衔接边,所述第三侧边与所述第一侧边相对设置,所述第二侧边与所述第四侧边相对设置,所述第二侧边和所述第四侧边分别位于所述第一侧边的两侧,所述第一衔接边远离所述第二侧边的一端与所述第一侧边连接,所述第四衔接边远离所述第四侧边的一端与所述第一侧边连接;所述在所述泄压区设置胶层包括:使胶层覆盖所述第二侧边、所述第三侧边和所述第四侧边,并且使所述第一衔接边、所述第二衔接边、所述第三衔接边和所述第四衔接边中的至少一者裸露在所述胶层之外。
16、根据本发明的一些实施例,所述软包电池制造方法还包括:在所述胶层设置完成之后,弯折所述封边部,从而使所述封边部满足:所述第一衔接边、所述第二衔接边、所述第三衔接边和所述第四衔接边均位于第一平面上,所述第一侧边、所述第二侧边、所述第三侧边和所述第四侧边中的至少一者位于第二平面,所述第一平面和所述第二平面相互平行。
17、根据本发明的一些实施例,软包电池制造方法包括以下步骤:制得电芯组件;其中,所述电芯组件包括隔板、第一电芯、第二电芯、第一电解液和第二电解液,所述第二电解液与所述第一电解液相同,所述第一铝塑膜与所述隔板相互连接以形成密闭的第一空间,所述第一空间包括相互连通的第一冲坑区和第一气袋区,所述第一电芯和所述第一电解液位于所述第一冲坑区,所述第一铝塑膜和所述第二铝塑膜分别设置在所述隔板的不同侧,所述第二铝塑膜与所述隔板相互连接以形成密闭的第二空间,所述隔板用于阻碍所述第一电解液从所述第一空间转移至所述第二空间,所述隔板还用于阻碍所述第二电解液从所述第二空间转移至所述第一空间,所述第二空间与所述第一空间相互分隔,所述第二空间包括相互连通的第二冲坑区和第二气袋区,所述第二电芯和所述第二电解液位于所述第二冲坑区,所述第一气袋区和所述第二气袋区相互错开;对所述电芯组件进行化成;在所述化成结束之后,先刺穿所述第一气袋区并对所述第一空间抽真空;在对所述第一空间的抽真空结束后,密封所述第一冲坑区;在密封所述第一冲坑区之后,刺穿所述第二气袋区并对所述第二空间抽真空;在对所述第二空间的抽真空结束后,密封所述第二冲坑区,然后裁去所述第一气袋区和所述第二气袋区;在所述第二气袋区被裁去之后,在泄压区设置胶层,使得:所述泄压区的一部分被所述胶层覆盖,所述泄压区的另一部分裸露在所述胶层之外;其中,在所述第二气袋区被裁去之后,所述第一铝塑膜和所述第二铝塑膜形成铝塑膜包装结构,所述铝塑膜包装结构包括封边部,所述封边部的外边缘包括第一侧边以及泄压区,所述第一电芯的极耳的一部分从所述第一侧边穿出至所述铝塑膜包装结构的外部,所述泄压区的两端分别与所述第一侧边的两端连接。
18、根据本发明的一些实施例,所述电芯组件还包括第一隔离胶,所述第一隔离胶连接于所述隔板背对所述第一铝塑膜的一侧,所述第一隔离胶位于所述隔板远离所述第一电芯的一端,所述第一隔离胶的熔点高于所述第一铝塑膜的热封层的熔点。
19、根据本发明的一些实施例,所述电芯组件包括第二隔离胶,所述第二隔离胶的熔点高于所述第二铝塑膜的热封层的熔点;其中,所述第二隔离胶设置有一个,所述第二隔离胶连接于所述第一铝塑膜朝向所述隔板的一侧并位于所述第一叠合部远离所述第一电芯的一端;或者,所述第二隔离胶设置有一个,所述第二隔离胶连接于所述隔板朝向所述第一铝塑膜的一侧并位于所述第二叠合部远离所述第一电芯的一端;或者,所述第二隔离胶设置有两个,两个所述第二隔离胶相互重叠,其中一个所述第二隔离胶连接于所述第一铝塑膜朝向所述隔板的一侧并位于所述第一叠合部远离所述第一电芯的一端,另一个所述第二隔离胶连接于所述隔板朝向所述第一铝塑膜的一侧并位于所述第二叠合部远离所述第一电芯的一端。
20、根据本发明的一些实施例,所述电芯组件还包括第三隔离胶,所述第三隔离胶的熔点高于所述第二铝塑膜的热封层的熔点,所述第二冲坑区、所述第三隔离胶和所述第二隔离胶沿所述第三方向依次间隔设置;其中,所述第三隔离胶设置有一个,所述第三隔离胶连接于所述隔板朝向所述第二铝塑膜的一侧;或者,所述第三隔离胶设置有一个,所述第三隔离胶连接于所述第二铝塑膜朝向所述隔板的一侧;或者,所述第三隔离胶设置有两个,两个所述第三隔离胶相互重叠,其中一个所述第三隔离胶连接于所述隔板朝向所述第二铝塑膜的一侧,另一个所述第三隔离胶连接于所述第二铝塑膜朝向所述隔板的一侧。
21、根据本发明的一些实施例,软包电池制造方法包括以下步骤:制得电芯组件;其中,所述电芯组件包括隔板、第一电芯、第二电芯、第一电解液和第二电解液,所述第二电解液与所述第一电解液相同,所述第一铝塑膜与所述隔板相互连接以形成密闭的第一空间,所述第一空间包括相互连通的第一冲坑区和第一气袋区,所述第一电芯和所述第一电解液位于所述第一冲坑区,所述第一铝塑膜和所述第二铝塑膜分别设置在所述隔板的不同侧,所述第二铝塑膜与所述隔板相互连接以形成密闭的第二空间,所述隔板用于阻碍所述第一电解液从所述第一空间转移至所述第二空间,所述隔板还用于阻碍所述第二电解液从所述第二空间转移至所述第一空间,所述第二空间与所述第一空间相互分隔,所述第二空间包括相互连通的第二冲坑区和第二气袋区,所述第二电芯和所述第二电解液位于所述第二冲坑区,所述第一气袋区和所述第二气袋区相互错开;对所述电芯组件进行化成;在所述化成结束之后,先刺穿所述第一气袋区并对所述第一空间抽真空;在对所述第一空间的抽真空结束后,密封所述第一冲坑区,然后裁去所述第一气袋区;在裁去所述第一气袋区之后,刺穿所述第二气袋区并对所述第二空间抽真空;在对所述第二空间的抽真空结束后,密封所述第二冲坑区,然后裁去所述第二气袋区;在所述第二气袋区被裁去之后,在所述泄压区设置胶层,使得:所述泄压区的一部分被所述胶层覆盖,所述泄压区的另一部分裸露在所述胶层之外;其中,在所述第二气袋区被裁去之后,所述第一铝塑膜和所述第二铝塑膜形成铝塑膜包装结构,所述铝塑膜包装结构包括封边部,所述封边部的外边缘包括第一侧边以及泄压区,所述第一电芯的极耳的一部分从所述第一侧边穿出至所述铝塑膜包装结构的外部,所述泄压区的两端分别与所述第一侧边的两端连接。
22、本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
- 还没有人留言评论。精彩留言会获得点赞!