一种CuW/钢/Cu三相材质电触头结构及其焊接工艺的制作方法
本发明涉及电触头,具体是涉及一种cuw/钢/cu三相材质电触头结构及其焊接工艺。
背景技术:
1、cuw合金为一种假合金,具备铜的高导电、高导热及钨的低膨胀性、耐磨性、抗腐蚀性、耐电弧烧蚀,是用于高压触头的主要材料。电触头是高压断路器、开关柜、隔离开关、接地开关的重要部件,其性能直接影响这些高压电器的质量及使用寿命。当其接触时电路接通,其相对运动可断开或闭合电路,或靠其转动或滑动保持电路接通。真空钎焊是指工件加热在真空室内进行,主要用于要求质量高的产品和易氧化材料的焊接。适于真空钎焊的材料很多,如:铝、铝合金、铜、铜合金,不锈钢、合金钢、低碳钢、钛、镍、因康镍(inconei)等。
2、目前cuw/钢/cu三种材质的连接主要通过普通的感应钎焊完成,用于对区域内的焊点同时加热,将需要焊接的金属工件(一般紫铜居多)放在感应线圈内,通高频交流电,产生感应电磁场,在工件表面耦合产生感应电动势,在金属表面形成感应涡流,依靠在金属表面产生的涡流发热,在焊接部位放置钎焊料,待到工件达到钎焊料熔化温度时焊接即可。
3、目前cuw/钢/cu三种材质采用的感应钎焊技术,是在大气中进行焊接,其焊接过程非常容易氧化,导致焊接质量下降,产生较多的焊缝等缺陷;其次,焊接过程受人为因素较大,焊接质量不稳定;生产效率低。
技术实现思路
1、为解决上述技术问题,本发明提供了一种cuw/钢/cu三相材质电触头结构及其焊接工艺。
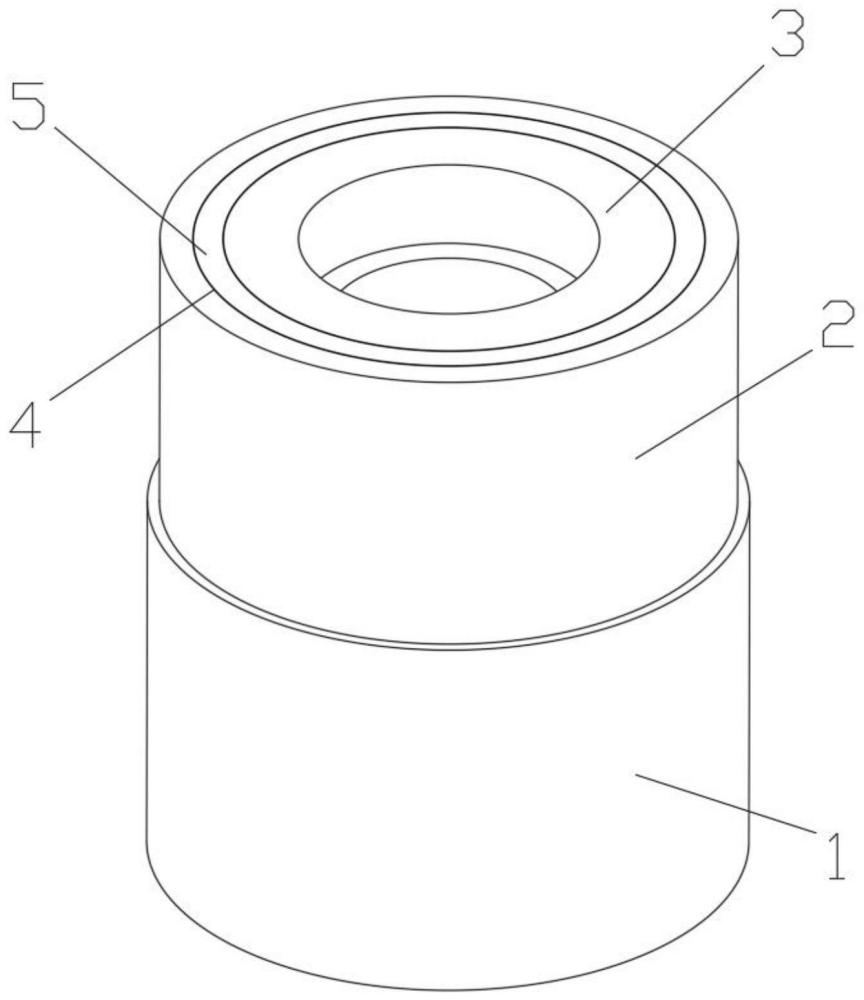
2、本发明的技术方案是:一种cuw/钢/cu三相材质电触头结构,包括第一材料环、以及由内到外依次嵌套在第一材料环上的第二材料环和第三材料环;
3、所述第一材料环为铜件;所述第二材料环为钢件;所述第三材料环为熔渗完的cuw合金件,且第三材料环的焊接部位带有熔渗留的铜层;
4、所述第二材料环、第三材料环上均具有相互对接且用于放置焊丝的环形沉槽,第一材料环、第二材料环、第三材料环的接缝处均填装焊片。
5、进一步地,所述铜层的厚度为1mm。
6、说明:留有1mm厚度的铜层即可以不影响第三材料环与第一材料环、第二材料环的装配关系,同时能够提升第三材料环与第一材料环的焊接部位、第三材料环与第二材料环的焊接部位的焊接强度。
7、进一步地,所述焊丝、焊片选择agcu45-agcu25,并将焊片制成各个材料环之间间隙相应的环形形状。
8、说明:焊丝、焊片选用上述材料能够很好的满足第一材料环、第二材料环、第三材料环之间的焊接部位的焊接需求,以银、铜为基料加工成不同形状、规格的丝材、带材或粉末,具有优异的工艺性能、适宜的熔点、良好的润湿和填满间隙的能力,钎料及钎缝的强度、导电性和耐腐蚀性优良;并且易于加工成不同形状,从而满足cuw/钢/cu三相材质电触头结构的焊接需求。
9、进一步地,所述第一材料环、第二材料环、第三材料环之间的配合间隙控制在0.05-1mm之间;第一材料环上具有与第二材料环卡接的第一环槽、与第三材料环卡接的第二环槽。
10、说明:将第一材料环、第二材料环、第三材料环之间的配合间隙控制至上述区间范围,能够保证各个材料环之间的焊接强度,避免间隙过大影响cuw/钢/cu三相材质电触头结构的整体强度,又避免间隙过小影响各个材料环之间的焊接强度,防止焊接不彻底而造成各个材料环之间发生脱离。
11、进一步地,所述第二材料环的内侧焊接部分设有至少一个竖向沉槽;
12、所述竖向沉槽上等间距设有多个横向设置的第一卡沟;所述第一卡沟上均对应卡设一个咬合块,且咬合块上具有与第一卡沟转动卡接的第二卡沟,相邻两个咬合块之间相互错位搭接;
13、位于环形沉槽处的咬合块上端具有三角形凸起,且咬合块上端与竖向沉槽之间设有银质垫块,所述三角形凸起通过焊丝下压作用传导各个咬合块发生摆动。
14、说明:通过竖向沉槽以及咬合块的设置,能够利用第二材料环的自重以及承压作用使各个咬合块发生联动,从而使焊片受到推挤力而让焊丝进入受挤压后留出的间隙中,再在焊片的熔化下使其填充各个材料环之间的间隙中,最后再由下到上依次熔化咬合块,通过这样的结构设置能够极大的提高各个材料环之间的焊接强度,并且利用各个咬合块、焊片、焊丝的熔化温差进行温度控制,能够有效满足我们的工艺设置,同时操作简便,可进行大规模批量生产。
15、更进一步地,所述竖向沉槽的宽度为第二材料环周长的1/20-1/30,竖向沉槽的深度为竖向沉槽的宽度的1/3-1/6;
16、所述咬合块的宽度与竖向沉槽的宽度相等,咬合块的厚度与竖向沉槽的深度相等,咬合块的长度为第二材料环高度的1/5-1/8。
17、说明:由于我们引入了竖向沉槽以及咬合块,这对第二材料环与第一材料环、第三材料环之间的装配配合有着一定的影响,如果竖向沉槽过宽则会增大焊缝内部空隙的产生,而宽度过窄则作用于焊接的效果较差,同样的,竖向沉槽的深度与咬合块的厚度也同样如此,如果厚度过大则影响各个咬合块的联动效果,且容易产生焊缝内部空隙,而厚度过小则竖向沉槽及咬合块作用于焊接的效果较差;
18、并且咬合块的长度及设置数量对整体焊接的效果存在影响,咬合块设置数量过少则单个咬合块的长度长,这容易造成焊缝内部空隙的产生,而咬合块设置数量过多,一方面操作繁琐,难度高,不适用于大批量生产,另一方面不利于各个咬合块的联动效果。
19、更进一步地,所述咬合块的上下两端均设有用于与相邻咬合块相互错位搭接的凹凸槽。
20、说明:通过凹凸槽的设置能够使相邻两个咬合块的联动效率更高,从而有利于各个咬合块的摆动,提高咬合块在焊接工作中的作用。
21、更进一步地,所述咬合块选择agcu70-agcu25,且咬合块的铜含量高于焊丝、焊片的铜含量。
22、说明:一般来说,银铜合金的熔点范围在779-1090℃之间,并且银铜合金的熔点会随着铜含量的增加而增加,因此,我们通过调节选用不同银铜含量的材料进行咬合块、焊丝以及焊片的制备,这样我们可以在焊接炉中通过调控温度来实现该结构的焊接工艺操作。
23、本发明还提供了一种cuw/钢/cu三相材质电触头结构的焊接工艺,基于上述一种cuw/钢/cu三相材质电触头结构,包括以下步骤:
24、s1、准备第一材料环、第二材料环、第三材料环,对第一材料环、第二材料环、第三材料环的表面及焊接面进行清洁处理,并对第二材料环的焊接面进行镀锌处理;并准备焊丝、焊片,将焊丝、焊片制成各个材料环之间间隙相应的环形形状;
25、s2、将焊片分别放置在第二材料环与第一材料环、第三材料环之间的间隙中、第三材料环与第一材料环之间的间隙中,间隙控制在0.05-1mm之间,并将焊丝放置在第二材料环、第三材料环所构成的环形沉槽中,构成组合工件;
26、s3、将组合工件用工装固定,放入焊接炉中,从室温梯度升温至750℃左右,焊接温度在750-850℃之间,进行焊接。
27、说明:通过上述焊接工艺能够有效解决cuw、钢、cu三种材质整体电触头连接工艺中出现的焊接强度低、焊接缺陷等常见问题,能够大幅提高cuw/钢/cu三相材质电触头的产品质量以及生产效率。
28、本发明还提供了另一种cuw/钢/cu三相材质电触头结构的焊接工艺,基于上述一种cuw/钢/cu三相材质电触头结构,包括以下步骤:
29、s1、准备第一材料环、第二材料环、第三材料环,对第一材料环、第二材料环、第三材料环的表面及焊接面进行清洁处理,并对第二材料环的焊接面进行镀锌处理;并准备焊丝、焊片,将焊丝、焊片制成各个材料环之间间隙相应的环形形状;
30、s2、将一个焊片贴合在第二材料环的焊接面上,对咬合块进行辅助固定,随后将第二材料环放置于第一环槽上,随后将第三材料环放置于第二环槽上,并在第三材料环与第一材料环之间的间隙中放置另一个焊片,随后将焊丝放置在第二材料环、第三材料环所构成的环形沉槽中,构成组合工件;
31、s3、将组合工件用工装固定,放入焊接炉中,并对第二材料环进行加压,从室温梯度升温至750℃左右,随后根据焊丝、焊片以及咬合块所选用的材料熔点设置焊接温度,进行变温焊接处理,进行焊接;其中,所述变温焊接处理的焊接温度设置要求为:先使焊丝熔化,再使焊片熔化,后使咬合块由下到上依次熔化。
32、说明:通过上述焊接工艺能够有效解决cuw、钢、cu三种材质整体电触头连接工艺中出现的焊接强度低、焊接缺陷等常见问题,并且能够进一步强化三种材质之间的焊接强度,从而进一步提高cuw/钢/cu三相材质电触头的产品质量。
33、本发明的有益效果是:
34、(1)本发明提供的cuw/钢/cu三相材质电触头的焊接结构设计,能够有效的实现真空钎焊工艺,从而代替普通感应钎焊,从而解决cuw、钢、cu三种材质整体电触头连接工艺中出现的焊接强度低、焊接缺陷的问题。
35、(2)本发明提供了的cuw/钢/cu三相材质电触头的焊接工艺,基于所提供的cuw/钢/cu三相材质电触头结构,通过简单的工艺处理即可实现三种材质的焊接处理,并且大幅提高了产品质量和生产效率。
- 还没有人留言评论。精彩留言会获得点赞!