电缆防水组件及电缆防水组件的制造方法与流程
本技术涉及电力输送设备,特别涉及一种电缆防水组件及电缆防水组件的制造方法。
背景技术:
1、在纤维编织外防护层电缆与端子连接,或纤维编织外防护层电缆穿过结构体时,一般对纤维编织外防护层电缆进行防水处理,发明人已知的相关技中对纤维编织外防护层电缆进行防水处理的方式可以为:用结构部件抱紧电缆的需要防水的区域,以在固定电缆的同时达到防水的目的。这样处理后,大量的水已不能流入被抱紧的电缆的需要防水的区域,一定程度上能阻止水分进入到端子内部,或从结构体一侧进入结构体的另一侧。但由于纤维编织外防护层中纤维结构的毛细作用,水分还是会缓慢渗透过去,不能实现完全防水。
2、上述陈述仅用于提供与本技术有关的背景技术信息,而不必然地构成现有技术。
技术实现思路
1、本技术的目的在于提供一种电缆防水组件及电缆防水组件的制造方法,旨在提高防水性能。
2、本技术第一方面提供一种电缆防水组件,包括:
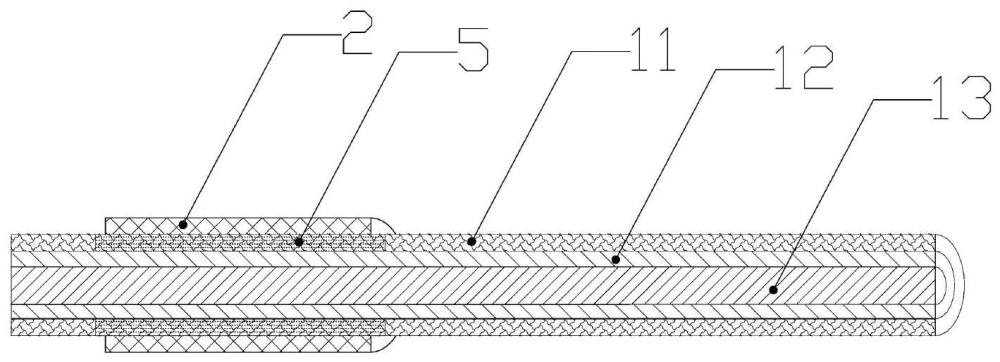
3、电缆本体,包括导电芯线、套装于所述导电芯线外周的绝缘层和套装于所述绝缘层外周的电缆外防护层,所述电缆外防护层包括沿所述电缆本体的轴向连接的纤维编织结构段和纤维浸润固化段,所述纤维编织结构段由纤维编织层形成,所述纤维浸润固化段由防护液浸润纤维编织层后固化所述防护液形成;和
4、电缆防护热缩层,与所述纤维浸润固化段对应地设置,所述电缆防护热缩层包裹于对应的所述纤维浸润固化段外周,由覆盖于所述纤维浸润固化段外周的热缩材料热缩形成。
5、在一些实施例的电缆防水组件中,所述电缆防水组件包括两个以上所述电缆本体,所述两个以上电缆本体的两个以上电缆外防护层包括沿所述电缆本体的轴向至少部分重叠的两个以上所述纤维浸润固化段,同一所述电缆防护热缩层对应包裹于所述两个以上所述纤维浸润固化段外周。
6、在一些实施例的电缆防水组件中,所述电缆防水组件还包括固化填充部,所述固化填充部位于所述两个以上纤维浸润固化段与对应的同一所述电缆防护热缩层之间,所述固化填充部由充入所述两个以上纤维浸润固化段与所述电缆防护热缩层之间的防护液固化形成。
7、在一些实施例的电缆防水组件中,所述电缆防水组件还包括:
8、端子,所述端子与所述电缆本体的第一端的所述导电芯线连接;和
9、端子防护热缩层,由覆盖于所述端子的至少一部分的外周的热缩材料热缩形成。
10、在一些实施例的电缆防水组件中,所述电缆本体的第一端包括所述纤维浸润固化段和所述电缆防护热缩层;其中
11、所述端子防护热缩层与所述电缆防护热缩层一体形成;或
12、所述端子防护热缩层的一端位于所述电缆防护热缩层的外周。
13、在一些实施例的电缆防水组件中,所述电缆本体的第一端的所述导电芯线和所述绝缘层沿所述电缆本体的轴向位于所述纤维浸润固化段的外侧;
14、所述电缆防水组件还包括防护液固化段,所述防护液固化段由覆盖于所述端子的至少一部分的外周和所述电缆本体靠近所述端子一端的所述绝缘层的外周的防护液固化形成;
15、所述电缆防护热缩层的靠近所述端子的一端包裹于所述防护液固化段外周;
16、所述端子防护热缩层由覆盖于所述防护液固化段的热缩材料热缩形成或覆盖于所述防护液固化段与所述电缆防护热缩层的靠近所述端子的一端的热缩材料热缩形成。
17、在一些实施例的电缆防水组件中,沿所述电缆本体的轴向,所述纤维浸润固化段至少一端位于对应的所述电缆防护热缩层的外侧。
18、在一些实施例的电缆防水组件中,所述热缩材料包括热缩管或含胶热缩管。
19、在一些实施例的电缆防水组件中,所述防护液包括改性醇酸树脂三防漆。
20、本技术第二方面提供一种根据本技术第一方面所述的电缆防水组件的制造方法,包括:
21、形成所述电缆本体的步骤,将待处理电缆处理为所述电缆本体,所述待处理电缆包括导电芯线、套装于所述导电芯线外周的绝缘层和套装于所述绝缘层外周的纤维编织层,包括由防护液浸润所述电缆需要防水的位置的所述纤维编织层后固化所述防护液形成所述纤维浸润固化段,其余纤维编织层形成沿所述电缆的轴向与所述纤维浸润固化段连接的纤维编织结构段以形成所述外防护层;和
22、形成电缆防护热缩层的步骤,由覆盖于所述纤维浸润固化段外周的热缩材料热缩形成。
23、在一些实施例的电缆防水组件的制造方法中,形成所述电缆本体的步骤包括将所述防护液均匀涂刷至或浸涂至所述待处理电缆需要防水的位置的所述纤维编织层上后等待所述防护液浸润所述纤维编织层后固化形成所述外防护层的所述纤维浸润固化段和所述纤维编织结构段。
24、在一些实施例的电缆防水组件的制造方法中,所述形成电缆本体的步骤包括:将两个以上所述待处理电缆处理为两个以上所述电缆本体,并使所述两个以上所述电缆本体的两个以上所述外防护层包括沿所述电缆本体的轴向至少部分重叠的两个以上所述纤维浸润固化段;
25、所述形成电缆防护热缩层的步骤包括:使覆盖所述两个以上纤维浸润固化段的热缩材料热缩以使同一所述电缆防护热缩层设置于所述两个以上纤维浸润固化段外周。
26、在一些实施例的电缆防水组件的制造方法中,所述形成电缆防护热缩层的步骤包括:将用于形成所述电缆防护热缩层的所述热缩材料覆盖所述两个以上纤维浸润固化段外周,使所述热缩材料热缩形成的所述电缆防护热缩层与所述两个以上纤维浸润固化段外周具有容纳空间及使所述电缆防护热缩层的端部具有与所述容纳空间连通的注入口;和
27、所述制造方法还包括形成固化填充部的步骤,包括向所述注入口注入所述防护液,使所述防护液填充所述容纳空间后等待所述防护液固化形成所述固化填充部。
28、在一些实施例的电缆防水组件的制造方法中,所述形成电缆本体的步骤包括使所述电缆本体的第一端的所述导电芯线和所述绝缘层沿所述电缆本体的轴向位于所述纤维浸润固化段的外侧;
29、所述形成电缆防护热缩层的步骤包括:使所述注入口位于所述电缆防护热缩层与所述电缆本体的所述绝缘层之间,以使所述注入口与所述纤维浸润固化段的靠近所述注入口的一端沿所述电缆本体的轴向具有间隔。
30、在一些实施例的电缆防水组件的制造方法中,所述间隔为5mm~10mm。
31、在一些实施例的电缆防水组件的制造方法中,所述制造方法还包括:
32、连接端子的步骤,包括将端子与所述电缆本体的第一端的所述导电芯线连接;和
33、形成端子防护热缩层的步骤,包括由覆盖于所述端子的至少一部分的外周的热缩材料热缩形成端子防护热缩层。
34、在一些实施例的电缆防水组件的制造方法中,所述形成电缆本体的步骤包括使所述电缆本体的第一端包括所述纤维浸润固化段和所述电缆防护热缩层;
35、所述形成端子防护热缩层的步骤包括使所述端子防护热缩层与所述电缆防护热缩层一体形成;或使所述端子防护热缩层的一端位于所述电缆防护热缩层的外周。
36、在一些实施例的电缆防水组件的制造方法中,所述形成电缆本体的步骤包括使所述电缆本体的第一端的所述导电芯线和所述绝缘层沿所述电缆本体的轴向位于所述纤维浸润固化段的外侧;
37、所述制造方法还包括形成防护液固化段的步骤,所述形成防护液固化段的步骤包括由覆盖于所述端子的至少一部分的外周和所述电缆本体靠近所述端子一端的所述绝缘层的外周的防护液固化形成防护液固化段,并使所述电缆防护热缩层的靠近所述端子的一端包裹于所述防护液固化段外周;
38、形成所述端子防护热缩层的步骤包括:使由覆盖于所述防护液固化段的热缩材料热缩形成所述端子防护热缩层,或由覆盖于所述防护液固化段与所述电缆防护热缩层的靠近所述端子的一端的热缩材料热缩形成所述端子防护热缩层。
39、基于本技术提供的电缆防水组件及电缆防水组件的制造方法,采用固化前为液态的防护液,对要进行防水处理的具有纤维编织层作为外防护层的纤维编织外防护层电缆的防水部位进行充分浸润填充,以防止水分从纤维编织层进入电缆,以及阻断纤维编织层内部对水分的毛细作用,等防护液固化后,再用热缩材料,如热缩管或含胶热缩管对防水部位进行热缩包裹,以提供第二重防护。在防护液和含胶热缩管的双重保护下,纤维编织外防护层电缆的防水部位能较好的实现防水。
40、通过以下参照附图对本技术的示例性实施例的详细描述,本技术的其它特征及其优点将会变得清楚。
- 还没有人留言评论。精彩留言会获得点赞!