一种线束端子、线束端子压接装置和线束端子压接工艺的制作方法
本发明属于线束端子领域。
背景技术:
1、现有的端子压接结构一般采用两翼式的夹片结构,这种两翼式压接的端子结构在执行线芯压接工艺过程中很容易会出现如下三种情况:
2、第一种情况:如图5的a图所示的压接截面,线芯没有完全锁住,造成线芯上的导线丝发生逃逸,形成“飞丝”
3、第二种情况:如图5的b和c图所示的压接截面,翼尖向下刺入线芯,使线芯上的部分导线丝出现断裂;
4、第三种情况:如图5的b图所示的压接截面,未完全压实,存在缝隙,进而造成压接不牢的问题;
5、上述三种情况都会导致线束的压接工艺不合格,因此这种传统的压接结构存在工艺稳定性不好控制的弊端,因此需要设计一种新的端子压接结构,以及更可靠的压接工艺。
技术实现思路
1、发明目的:为了克服现有技术中存在的不足,本发明提供一种线束端子、线束端子压接装置和线束端子压接工艺,避免了线芯没有完全锁住、翼尖刺入线芯、线芯未完全压实的问题。
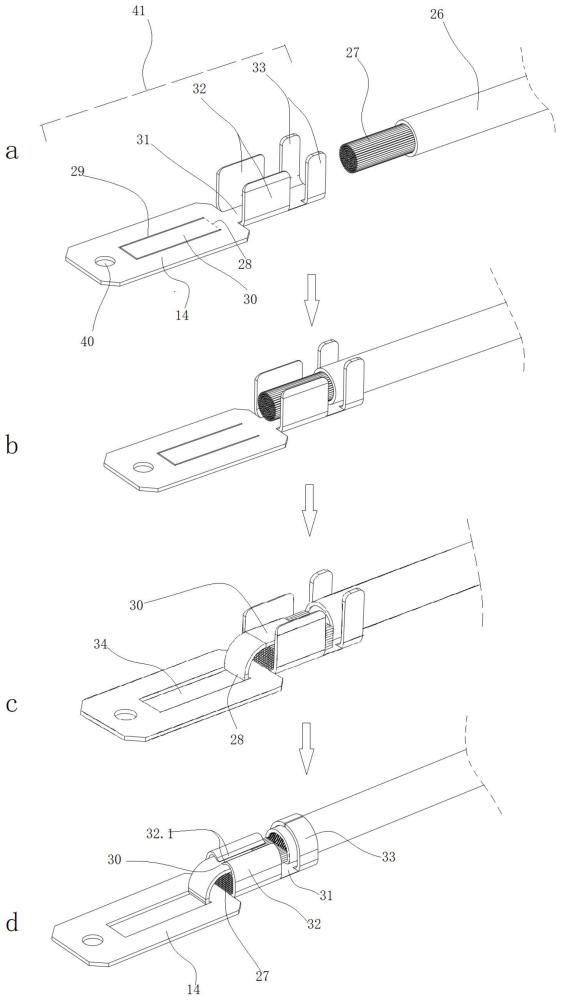
2、技术方案:为实现上述目的,本发明的一种线束端子,压接前的端子包括板型裸端头和条状压着部;所述条状压着部前后部的两侧分别一体化垂直连接有一对线芯夹片和一对绝缘皮夹片;其特征在于:板型裸端头的板面上有u形镂空槽,u形镂空槽的开口朝向条状压着部的一侧;u形镂空槽内形成与板型裸端头共面的条状压舌,条状压舌的舌根部与板型裸端头一体化连接。
3、进一步的,所述板型裸端头末端镂空有接电孔。
4、进一步的,线束的末端有一段裸露的有多股导电丝构成的线芯段;
5、端子压接后,线束的线芯段卧躺在条状压着部的两线芯夹片之间;条状压舌翻折至两线芯夹片之间,并向下平行夹压卧躺在条状压着部线芯段,两线芯夹片朝相互靠近的一侧翻折,且翻折后的两线芯夹片的夹片末端共同顶压条状压舌背离线芯段的一侧;一对绝缘皮夹片呈圆弧状形变弯曲,并紧密环抱罩线束的绝缘皮外;板型裸端头原来条状压舌的位置形成镂空工艺孔。
6、进一步的,包括端头定位座和压着部支撑梁,端头定位座和压着部支撑梁上侧分别设置有端头支撑面和压着部卧躺面,压接前的端子的板型裸端头和条状压着部分别贴合在端头支撑面和压着部卧躺面上,端头支撑面的两侧设置有卡槽,板型裸端头的两侧边分别滑动卡设在两卡槽中;压着部卧躺面正上方设置有能升降运动的端子压接模具。
7、进一步的,所述端头支撑面上镂空有顶头槽,板型裸端头贴合在端头支撑面上时,条状压舌覆盖所述顶头槽,所述顶头槽内设置有能升降的顶头,所述顶头的升降由b升降器驱动;
8、还包括与压着部支撑梁平行的导轨,所述导轨上设置有滑块;直线驱动装置能驱动所述滑块沿导轨长度方向位移;所述滑块上固定连接有与导轨垂直且水平的滚轴,所述滚轴上通过轴承转动安装有滚压轮;所述滑块沿导轨位移,能使滚压轮同步位移至顶头槽和端头支撑面正上方;还包括c升降器,所述c升降器能驱动导轨做升降运动。
9、进一步的,端子压接模具的下侧分别为a压接模和b压接模,条状压着部贴合在压着部卧躺面上时,所述a压接模和b压接模分别位于一对线芯夹片和一对绝缘皮夹片正上方。
10、进一步的,a压接模下侧设置有倒u型a压接槽,所述倒u型a压接槽的两a槽侧面向上逐渐相互靠近,倒u型a压接槽的顶部中央有朝下的尖形凸起;
11、b压接模下侧设置有倒u型b压接槽,所述倒u型b压接槽的两b槽侧面向上逐渐相互靠近,且倒u型b压接槽的顶部呈圆弧轮廓。
12、进一步的,一种线束端子的端子压接装置的工作方法:
13、步骤一,板型裸端头的两侧边分别滑动卡设在两卡槽中,条状压舌覆盖顶头槽;
14、步骤二,线束的线芯段卧躺在条状压着部的两线芯夹片之间;
15、步骤三,顶头向上推顶条状压舌的根部位置,顶条状压舌在顶头的向上推顶下绕舌根部向上垂直翻折;
16、步骤四,竖向的条状压舌在滚压轮的推动下条状压舌翻折至两线芯夹片之间,并平行线芯段上侧;
17、步骤五,滚压轮在水平状态的条状压舌上表面来回滚动的过程中逐渐向下挤压条状压舌,从而使原本圆柱状线芯段压溃成矩形;
18、步骤六,滚压轮脱离压条状压舌上表面;
19、步骤七,a压接模和b压接模同步做向下的冲压动作。
20、有益效果:本发明的,本方案的端子的线芯段上的导电丝完整填充压条状压舌与条状压着部之间的矩形空间,而不漏缝隙,由于压条状压舌的平面下压方式,本步骤压实过程中线芯段上的导电丝无法发生逃逸,避免图5的a图中的飞丝的问题出现;与此同时,由于条状压舌的“屏障作用”,翻折后的两线芯夹片的夹片末端受到条状压舌30的阻挡,不会刺入线芯段内,进而避免了图5的b图和c图中翼尖向下刺入线芯,使线芯上的部分导线丝出现断裂的问题;
21、在具体的工艺的步骤五中,滚压轮在水平状态的条状压舌上表面来回滚动的过程中逐渐向下挤压条状压舌,从而使压条状压舌向下将原本圆柱状线芯段压溃成矩形,使线芯段上的导电丝完整填充压条状压舌与条状压着部之间的矩形空间,而不漏缝隙,避免未完全压实的问题。
技术特征:
1.一种线束端子,压接前的端子(41)包括板型裸端头(14)和条状压着部(31);所述条状压着部(31)前后部的两侧分别一体化垂直连接有一对线芯夹片(32)和一对绝缘皮夹片(33);其特征在于:板型裸端头(14)的板面上有u形镂空槽(29),u形镂空槽(29)的开口朝向条状压着部(31)的一侧;u形镂空槽(29)内形成与板型裸端头(14)共面的条状压舌(30),条状压舌(30)的舌根部(28)与板型裸端头(14)一体连接。
2.根据权利要求1所述的一种线束端子,其特征在于:所述板型裸端头(14)末端镂空有接电孔(40)。
3.根据权利要求1所述的一种线束端子,其特征在于:线束(26)的末端有一段裸露的有多股导电丝构成的线芯段(27);
4.根据权利要求1所述的一种线束端子的端子压接装置,其特征在于:包括端头定位座(37)和压着部支撑梁(16),端头定位座(37)和压着部支撑梁(16)上侧分别设置有端头支撑面(8)和压着部卧躺面(17),压接前的端子(41)的板型裸端头(14)和条状压着部(31)分别贴合在端头支撑面(8)和压着部卧躺面(17)上,端头支撑面(8)的两侧设置有卡槽(12),板型裸端头(14)的两侧边(13)分别滑动卡设在两卡槽(12)中;压着部卧躺面(17)正上方设置有能升降运动的端子压接模具(22)。
5.根据权利要求4所述的一种线束端子的端子压接装置,其特征在于:所述端头支撑面(8)上镂空有顶头槽(9),板型裸端头(14)贴合在端头支撑面(8)上时,条状压舌(30)覆盖所述顶头槽(9),所述顶头槽(9)内设置有能升降的顶头(10),所述顶头(10)的升降由b升降器(11)驱动;
6.根据权利要求5所述的一种线束端子的端子压接装置,其特征在于:端子压接模具(22)的下侧分别为a压接模(3)和b压接模(2),条状压着部(31)贴合在压着部卧躺面(17)上时,所述a压接模(3)和b压接模(2)分别位于一对线芯夹片(32)和一对绝缘皮夹片(33)正上方。
7.根据权利要求6所述的一种线束端子的端子压接装置,其特征在于:a压接模(3)下侧设置有倒u型a压接槽(23),所述倒u型a压接槽(23)的两a槽侧面(24)向上逐渐相互靠近,倒u型a压接槽(23)的顶部中央有朝下的尖形凸起(25);
8.根据权利要求6所述的一种线束端子的端子压接装置的工作方法,其特征在于:
技术总结
本发明公开了一种线束端子,压接前的端子包括板型裸端头和条状压着部;所述条状压着部前后部的两侧分别一体化垂直连接有一对线芯夹片和一对绝缘皮夹片;其特征在于:板型裸端头的板面上有镂空槽,镂空槽的开口朝向条状压着部的一侧;镂空槽内形成与板型裸端头共面的条状压舌,条状压舌的舌根部与板型裸端头一体化连接;避免了线芯没有完全锁住、翼尖刺入线芯、线芯未完全压实的问题。
技术研发人员:周华锁,缪蔚翰,肖雨润,张波,陈浩
受保护的技术使用者:德维嘉汽车电子系统(无锡)有限公司
技术研发日:
技术公布日:2024/4/8
- 还没有人留言评论。精彩留言会获得点赞!