接线柱导向机构及PE电熔管件布线压紧装置的制作方法
本技术涉及机械加工,特别是涉及接线柱导向机构及pe电熔管件布线压紧装置。
背景技术:
1、pe电熔管件布线生产工艺包括布线和压装接线柱。pe电熔管件在加工生产时,需要用接线柱压装机构下压气缸将缠绕电阻丝的接线柱压装压入管件的接线柱套内,来完成生产工艺。压装接线柱的压装机主要包括下压结构、下压气缸、接线柱自动导向装置,通过手动的方式在实现压装接线柱的加工工艺。压装装置是接线柱压装机的重要组成部分,决定了压装的准确性和牢固性。
2、国内除了中小型管件采用内外套注塑的方式完成pe电熔管件的生产,大型电熔管件依旧采用人工加数控布线机操作来完成大口径pe电熔管件的生产,生产完成后人工将电阻丝与接线柱连接,再由接线柱压装设备人工定位将接线柱压入接线柱保护套内。人为压装时候有一定概率造成定位偏差、压装失误造成管件报废。
技术实现思路
1、有鉴于此,本实用新型提供了接线柱导向机构及pe电熔管件布线压紧装置,其能够减少甚至避免压装造成的管件在装设接线柱时的定位偏差,从而减少甚至避免管件报废,从而更加适于实用。
2、为了达到上述第一个目的,本实用新型提供的接线柱导向机构的技术方案如下:
3、本实用新型提供的接线柱导向机构包括第一压块(9)、第二压块(10),
4、所述第一压块(9)、第二压块(10)对合后,于中心处形成通孔,
5、所述通孔的直径等于所述接线柱(16)的接线柱本体(19)的最大直径,使得所述接线柱(16)能够在所述通孔内被限位。
6、本实用新型提供的接线柱导向机构还可采用以下技术措施进一步实现。
7、作为优选,
8、所述通孔包括第一通孔(15)、第二通孔(17),所述第一通孔(15)的直径小于所述第二通孔(17)的直径;
9、所述第一压块(9)、第二压块(10)对合后于底部形成凸环,
10、pe电熔管件与所述凸环对应的位置设置有第一限位环(33),所述凸环的形状与所述第一限位环(33)的形状相适配;
11、从所述第一限位环的底部朝向所述第一限位环(33)的开口处设置有第二限位环(34),所述第二限位环(34)的内径等于所述接线柱(16)的接线柱本体(19)的最大直径。
12、作为优选,所述接线柱导向机构还包括第一夹套(11)、第二夹套(12),
13、所述第一夹套(11)对应于所述第一压块(9),设置于所述第一通孔(15)的内壁,所述第二夹套(12)对应于所述第二压块(10)设置于所述第一通孔(15)的内壁。
14、作为优选,所述接线柱导向机构还包括第一护套(13)、第二护套(14),
15、所述第一护套(13)、第二护套(14)分别设置于所述第二限位环(34)的外壁、所述凸环之间。
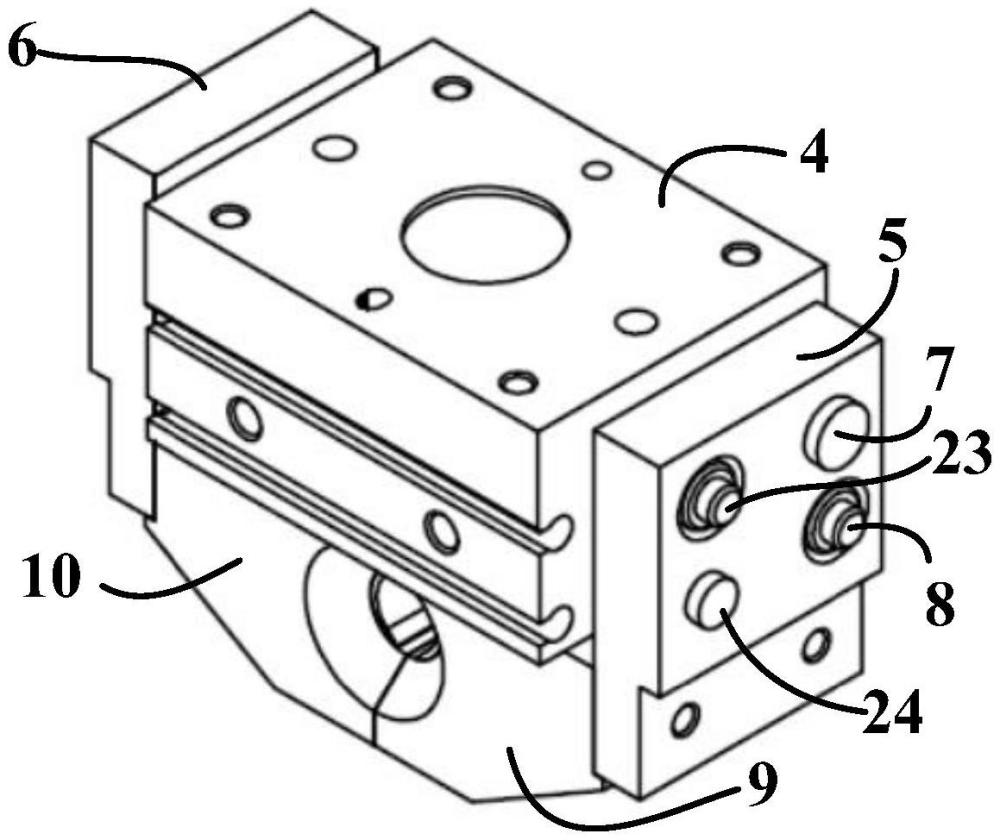
16、作为优选,所述接线柱导向机构还包括第一施力块(5)、第二施力块(6),
17、所述第一施力块(5)固定连接于所述第一压块(9),
18、所述第二施力块(6)固定连接于所述第二压块(10),
19、所述第一施力块(5)、第二施力块(6)能够分别向所述第一压块(9)、第二压块(10)施加向心抱夹作用力,使得所述接线柱(16)能够与所述第一通孔(15)的内壁紧密贴合。
20、作为优选,所述接线柱导向机构还包括导向块(4)、施力杆和导向杆,
21、所述施力杆穿设于所述导向块(4),并且,所述施力杆两端通过螺纹分别与所述第一施力块(5)、第二施力块(6)形成螺纹副;
22、所述导向杆穿设于所述导向块(4),并且,所述导向杆两端分别穿设连接于所述第一施力块(5)、第二施力块(6)。
23、作为优选,所述施力杆包括两个,所述导向杆包括两个,所述施力杆对角设置,所述导向杆对角设置。
24、作为优选,所述接线柱(16)的接线柱本体(19)具有缩颈部(20),使得所述缩颈部(20)与所述通孔的内壁之间形成环隙。
25、作为优选,所述通孔的开口处形成向下的锥面。
26、为了达到上述第二个目的,本实用新型提供的pe电熔管件布线压紧装置的技术方案如下:
27、本实用新型提供的pe电熔管件布线压紧装置包括pe电熔管件(1)和本实用新型提供的接线柱导向机构,
28、所述接线柱(16)通过所述接线柱导向机构定位至所述pe电熔管件(1)的设定位置。
29、本实用新型提供的接线柱导向机构通过第一压块9、第二压块10的对合中心形成通孔,接线柱16通过该通孔布设至pe电熔管件1的设定位置,其中,由于通孔的直径等于接线柱16的接线柱本体19的最大直径,因此,接线柱16能够在通孔内被限位,从而避免接线柱16与pe电熔管件之间的定位偏差、压装失误。除此之外,该通孔由第一压块9、第二压块10对合形成,便于接线柱16的加载。
技术特征:
1.一种接线柱导向机构,其特征在于,包括第一压块(9)、第二压块(10),
2.根据权利要求1所述的接线柱导向机构,其特征在于,还包括第一夹套(11)、第二夹套(12),
3.根据权利要求1所述的接线柱导向机构,其特征在于,还包括第一护套(13)、第二护套(14),
4.根据权利要求1所述的接线柱导向机构,其特征在于,还包括第一施力块(5)、第二施力块(6),
5.根据权利要求4所述的接线柱导向机构,其特征在于,还包括导向块(4)、施力杆和导向杆,
6.根据权利要求5所述的接线柱导向机构,其特征在于,所述施力杆包括两个,所述导向杆包括两个,所述施力杆对角设置,所述导向杆对角设置。
7.根据权利要求1所述的接线柱导向机构,其特征在于,所述接线柱(16)的接线柱本体(19)具有缩颈部(20),使得所述缩颈部(20)与所述通孔的内壁之间形成环隙。
8.根据权利要求1所述的接线柱导向机构,其特征在于,所述通孔的开口处形成向下的锥面。
9.一种pe电熔管件布线压紧装置,其特征在于,包括pe电熔管件(1)和权利要求1-8中任一所述的接线柱导向机构,
技术总结
本技术提供接线柱导向机构及PE电熔管件布线压紧装置,属于机械加工技术领域。该接线柱导向机构包括第一压块(9)、第二压块(10),所述第一压块(9)、第二压块(10)对合后,于中心处形成通孔,所述通孔的直径等于所述接线柱(16)的接线柱本体(19)的最大直径,使得所述接线柱(16)能够在所述通孔内被限位。该PE电熔管件布线压紧装置包括PE电熔管件(1)和所述的接线柱导向机构,所述接线柱(16)通过所述接线柱导向机构定位至所述PE电熔管件(1)的设定位置。其能够减少甚至避免压装造成的管件在装设接线柱时的定位偏差,从而减少甚至避免管件报废。
技术研发人员:吴志峰,吴欣鑫,冯超,丁永跃,徐兴同
受保护的技术使用者:上海乔治费歇尔亚大塑料管件制品有限公司
技术研发日:20230222
技术公布日:2024/3/11
- 还没有人留言评论。精彩留言会获得点赞!