一种运输装置和转运设备的制作方法
本技术涉及输送,具体而言,涉及一种运输装置和转运设备。
背景技术:
1、在太阳电池的生产车间,通常需要利用晶托作为载具承载硅棒,并采用agv(automated guided vehicle,简称agv)小车搬运工件板。
2、由于晶托通常需要在脱板间进行打磨脱胶,并进行清洗处理等操作,因此,晶托上容易残留水渍。在利用agv小车运输带有水渍的晶托时,容易导致agv小车故障,降低晶托等工件板的运输效率。
技术实现思路
1、本技术的目的在于提供一种运输装置和转运设备,以部分或全部地改善相关技术中晶托等工件板的输送问题。
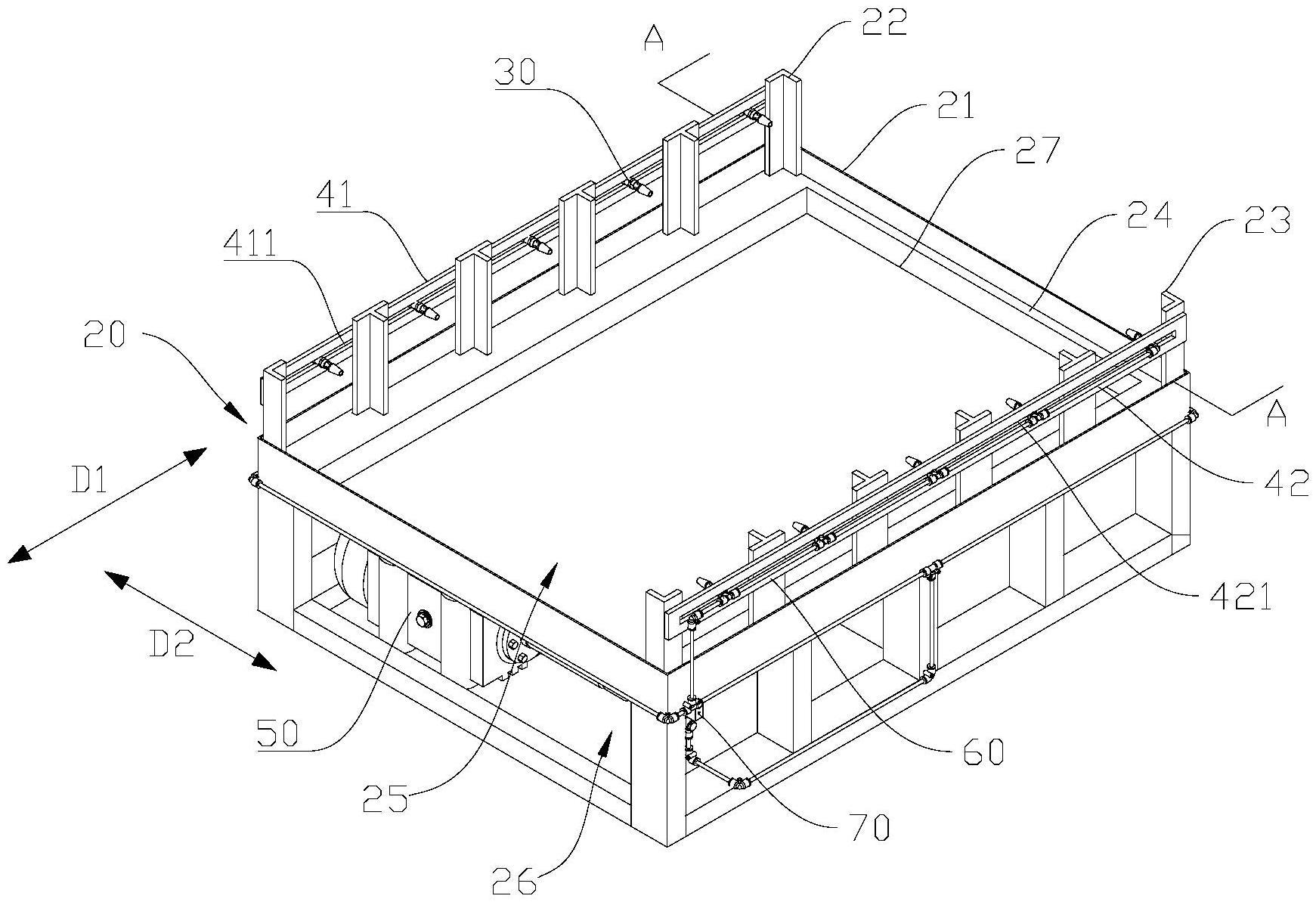
2、第一方面,本技术实施例提供了一种运输装置,包括:agv车体和设置于agv车体上的转运架。转运架内沿第一方向间隔设置有多个放置区,每个放置区用于容纳工件板;转运架上还设置有多个喷气头,喷气头分别位于每个放置区处,喷气头用于对工件板进行喷气干燥。
3、在上述实现过程中,在agv车体上设置转运架,且转运架内设置有多个放置区,能够将多个工件板放置在放置区,使多个工件板沿第一方向间隔放置。然后利用agv车体将放置在转运架内的工件板运输至所需位置。并且,在转运架对应于每个放置区处,均设置有喷气头,可以利用喷气头对工件板进行喷气干燥,使得放置在放置区的工件板更加干燥,因而在agv车体的移动过程中,基本不会有水渍滴落在agv车体上,可以降低agv车体发生故障的几率,以提高工件板的输送效率。
4、结合第一方面,本技术可选的实施方式中,放置区的长度方向的两端分别设置有两个第一限位块和两个第二限位块,用于限定出放置区;放置区的长度方向的两端均设置有喷气头。
5、在上述实现过程中,利用两个第一限位块和两个第二限位块共同形成放置区,可以对放置在放置区的工件板的长度方向的两端进行限位,减小转运架内相邻两个工件板发生碰撞的几率。并且,在放置区的长度方向的两端均设置喷气头,可以对工件板的两端同时喷气,提高工件板的干燥程度。
6、结合第一方面,本技术可选的实施方式中,转运架包括架体,架体的相对两侧分别设置第一限位块和第二限位块,喷气头位于架体的上方。
7、在上述实现过程中,将喷气头设置在架体的上方,可以在将工件板转运至架体的上方且放置在放置区之前,利用架体上方的喷气头对工件板进行喷气干燥,然后将干燥后的工件板放置在放置区,以使架体内的放置区长时间保持干燥状态。
8、结合第一方面,本技术可选的实施方式中,多个第一限位块的上端以及多个第二限位块的上端均凸出架体;转运架还包括第一支撑板和第二支撑板;多个第一限位块的上端设置第一支撑板,第一支撑板上设置有多个喷气头,且相邻的两个第一限位块之间至少具有一个喷气头;和/或,多个第二限位块的上端设置第二支撑板,第二支撑板上设置有多个喷气头,且相邻的两个第二限位块之间至少具有一个喷气头。
9、在上述实现过程中,在第一限位块凸出架体的一端设置第一支撑板,在第二限位块凸出架体的一端设置第二支撑板,可以利用第一支撑板和第二支撑板分别固定每个放置区两端的喷气头,使喷气头固定在架体内的放置区的上方。
10、结合第一方面,本技术可选的实施方式中,沿第一方向,第一支撑板上设置有第一条形孔,喷气头的喷气端穿过第一条形孔并朝向放置区;和/或,沿第一方向,第二支撑板上设置有第二条形孔,喷气头的喷气端穿过第二条形孔并朝向放置区。
11、在上述实现过程中,在第一支撑板和第二支撑板处设置沿第一方向延伸的条形孔,可以将喷气头的喷气端穿过条形孔,实现喷气头的固定,还能便于喷气头对将要放置于相应放置区处的工件板进行喷气吹干。
12、结合第一方面,本技术可选的实施方式中,相邻两个放置区之间的第一限位块为第一t形板,第一支撑板固定于第一t形板的背离放置区的板面;和/或,相邻两个放置区之间的第二限位块为第二t形板,第二支撑板固定于第二t形板的背离放置区的板面。
13、在上述实现过程中,将相邻两个放置区之间的第一限位块和第二限位块中的一者或两者,设置为沿架体的高度方向延伸的t形板,可以利用t形板沿第一方向的两侧的台阶,对晶托的端部进行限位,使放置在放置区处的晶托更加稳固。并且,将第一限位块和第二限位块设置为t形板,可以将第一支撑板和第二支撑板更加牢固的固定在相应的t形板的板面处。
14、结合第一方面,本技术可选的实施方式中,运输装置包括空气压缩机,空气压缩机的出气口通过气管与喷气头连接;空气压缩机与agv车体的控制器通讯连接。
15、在上述实现过程中,将空气压缩机的出气口通过气管与喷气头连接,可以利用空气压缩机产生压缩气体,并利用气管将压缩气体输送至喷气头处并由喷气头喷出,对工件板进行干燥,可以提高工件板的干燥程度,减小干燥过程中的水渍滴落在转运架内的几率(压缩气体具有较大的流速,可以将工件板处附着的水渍吹离工件板,同时使脱离工件板的水渍变成水雾或者水蒸气等,并被高速气体吹离转运架)。
16、同时,将空气压缩机与agv车体的控制器通讯连接,可以在agv车体接收到送件指令时,自动打开空气压缩机,准备向喷气头输送压缩气体,提高运输装置的自动化程度,提高工件板的运输效率。
17、结合第一方面,本技术可选的实施方式中,气管设置有换向阀,换向阀与控制器通讯连接,以控制出气口与喷气头的连通或者中断。
18、在上述实现过程中,在气管处设置换向阀,可以利用换向阀控制空气压缩机的出气口输出的压缩气体的流向,进而控制喷气头处是否有压缩气体流进。并且,将换向阀与agv车体的控制器通讯连接,可以在agv车体感应到外部机械手放置工件板时,控制换向阀的流道,使空气压缩机的出气口与喷气头连通,进而对放置过程中的工件板进行喷气干燥。
19、结合第一方面,本技术可选的实施方式中,转运架设置有隔板,转运架通过隔板分隔成第一容纳腔,以及位于第一容纳腔下方的第二容纳腔,放置区设置于位于第一容纳腔,空气压缩机设置于第二容纳腔;隔板靠近第一容纳腔的一侧开设有凹槽,凹槽用于容纳放置于放置区的未脱板的工件板下的硅棒。
20、在上述实现过程中,利用隔板将转运架分隔成两个容纳腔,以便于将空气压缩机与工件板分开放置,避免空气压缩机与放置于放置区处的工件板交叉污染或者互相影响,提高工件板的输送质量。
21、并且,利用隔板将架体分隔成上下布置的第一容纳腔和第二容纳腔,以便于将工件板放置在位于上方的第一容纳腔处。在隔板靠近第一容纳腔的一侧设置有凹槽,可以利用凹槽容纳粘贴在工件板下的硅棒,进而可以避免硅棒直接与隔板的表面接触,以提高硅棒的洁净度。
22、第二方面,本技术实施例提供了一种转运设备,包括:第一方面提供的运输装置和机械手。机械手用于将工件板放入或者取出放置区。
23、在上述实现过程中,利用本示例提供的转运设备输送工件板时,可以利用机械手将工件板放入放置区。在机械手将工件板从转运架的上方向放置区放置的过程中,可以利用转运架处的喷气头喷气,对工件板进行吹扫,使得放置在放置区的工件板更加干燥,因此,在agv车体的移动过程中,基本不会有水渍从工件板处滴落在agv车体上,进而可以减小agv车体发生故障的几率,以提高运输效率。
- 还没有人留言评论。精彩留言会获得点赞!