锂电池组排列工装的制作方法
本技术涉及一种锂电池组排列工装,属于锂电池制造。
背景技术:
1、在目前,锂电池由于其寿命相对较长的优点,逐渐获得市场的青睐,然而由于单个锂电池的能量密度较低,市场上一般采用多个单体锂电池串联为一个锂电池组来满足需求的能源。
2、目前的锂电池组装过程中,需要将锂电池排列后进行焊接连接,现有的焊接辅助工装大多由一个带有多个固定槽的直板构成,工作人员将锂电池一一插装于固定槽中,而后通过焊机进行焊接,这种排列焊接工装,效率低下,且从固定槽中卸下锂电池时,极易造成焊接松动,进而影响焊接效果。
3、综上可知,现有技术在实际使用上显然存在不便与缺陷,所以有必要加以改进。
技术实现思路
1、本实用新型要解决的技术问题是针对以上不足,提供一种能够提高锂电池排列速度和数量,且能够在卸下焊接好的锂电池组时,不会造成焊接松动的锂电池组排列工装。
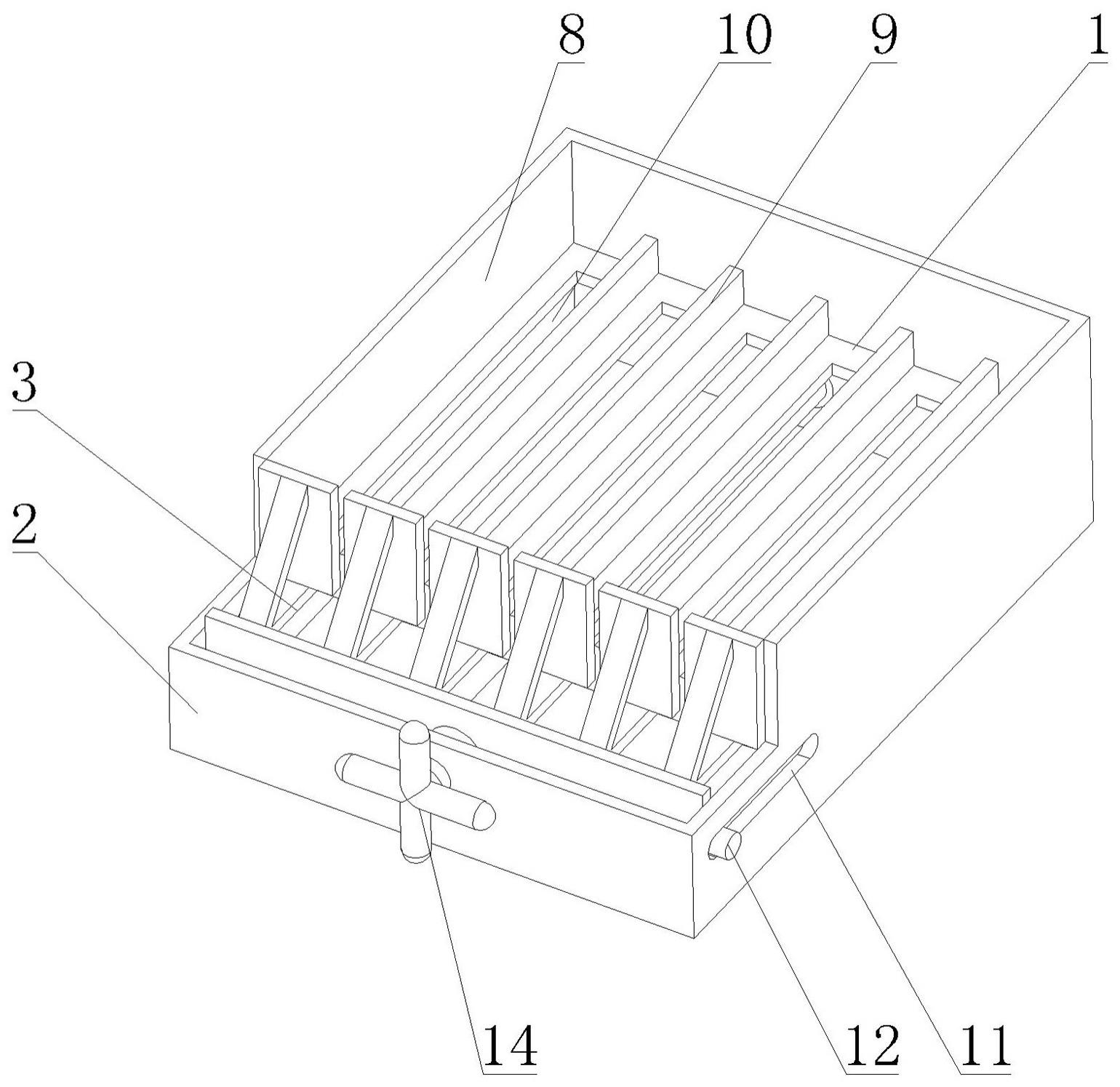
2、一种优化方案,一种锂电池组排列工装,包括排列壳体,排列壳体的一侧横向设有滑动支撑架,滑动支撑架内滑动设有固定部件;
3、固定部件包括滑动板、定位板和推板,定位板设有多个,定位板均匀分布于滑动板的一侧,推板设有多个,推板一一对应设置于定位板的前部,滑动板螺纹连接有螺杆,螺杆的另一端转动设置于排列壳体的底部。
4、进一步地,所述的排列壳体的上部设有三个挡板,挡板设置于与推板相邻和相对的一侧。
5、进一步地,排列壳体的上部设有多个均匀分布的隔板,排列壳体的上部设有多个均匀分布的定位槽,定位槽通过隔板间隔设置。
6、进一步地,所述的定位板滑动设置于定位槽中。
7、进一步地,所述的推板滑动设置于隔板和挡板构成的空间中。
8、进一步地,所述的滑动支撑架的两侧对称设有滑槽,滑动板的两端对称设有滑块,滑块滑动设置于滑槽中。
9、进一步地,所述的定位板和推板之间连接有支撑板,支撑板倾斜设置于定位板和推板的后部。
10、进一步地,所述的螺杆靠近滑动支撑架的一端固定设有转把。
11、进一步地,所述的排列壳体的底部固定设有多个均匀分布的支撑柱,支撑柱通过定位槽间隔设置。
12、本实用新型采用以上技术方案后,与现有技术相比,具有以下优点:
13、本实用新型的排列壳体中通过隔板和挡板构成多行放置锂电池的空间结构,并通过固定部件进行挤压固定,多行放置锂电池的空间结构能够排列更多的锂电池组的焊接,大大提高了焊接效率。另外,焊接好锂电池组后,通过螺杆将固定部件与锂电池组脱离,将整个锂电池组提出排列壳体,不会造成锂电池组焊接位置的松动。
技术特征:
1.锂电池组排列工装,其特征在于:包括排列壳体(1),排列壳体(1)的一侧横向设有滑动支撑架(2),滑动支撑架(2)内滑动设有固定部件(3);
2.根据权利要求1所述的锂电池组排列工装,其特征在于:所述的排列壳体(1)的上部设有三个挡板(8),挡板(8)设置于与推板(6)相邻和相对的一侧。
3.根据权利要求2所述的锂电池组排列工装,其特征在于:排列壳体(1)的上部设有多个均匀分布的隔板(9),排列壳体(1)的上部设有多个均匀分布的定位槽(10),定位槽(10)通过隔板(9)间隔设置。
4.根据权利要求3所述的锂电池组排列工装,其特征在于:所述的定位板(5)滑动设置于定位槽(10)中。
5.根据权利要求3所述的锂电池组排列工装,其特征在于:所述的推板(6)滑动设置于隔板(9)和挡板(8)构成的空间中。
6.根据权利要求1所述的锂电池组排列工装,其特征在于:所述的滑动支撑架(2)的两侧对称设有滑槽(11),滑动板(4)的两端对称设有滑块(12),滑块(12)滑动设置于滑槽(11)中。
7.根据权利要求1所述的锂电池组排列工装,其特征在于:所述的定位板(5)和推板(6)之间连接有支撑板(13),支撑板(13)倾斜设置于定位板(5)和推板(6)的后部。
8.根据权利要求1所述的锂电池组排列工装,其特征在于:所述的螺杆(7)靠近滑动支撑架(2)的一端固定设有转把(14)。
9.根据权利要求3所述的锂电池组排列工装,其特征在于:所述的排列壳体(1)的底部固定设有多个均匀分布的支撑柱(15),支撑柱(15)通过定位槽(10)间隔设置。
技术总结
本技术公开了锂电池组排列工装,属于锂电池制造技术领域。包括排列壳体,排列壳体一侧横向设有滑动支撑架,滑动支撑架内滑动设有固定部件,固定部件包括滑动板、定位板和推板,定位板设有多个,定位板均匀分布于滑动板的一侧,推板一一对应设置于定位板的前部,滑动板螺纹连接有螺杆,螺杆的另一端转动设置于排列壳体的底部。本技术的排列壳体中通过隔板和挡板构成多行放置锂电池的空间结构,并通过固定部件进行挤压固定,多行放置锂电池的空间结构能够排列更多的锂电池组的焊接,大大提高了焊接效率。另外,焊接好锂电池组后,通过螺杆将固定部件与锂电池组脱离,将整个锂电池组提出排列壳体,不会造成锂电池组焊接位置的松动。
技术研发人员:朱德金,韩勇,刘子敬,李兆龙,张学花,李强
受保护的技术使用者:山东同大新能源有限公司
技术研发日:20230426
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!