一种旋接式圆柱电池的制作方法
本技术涉及电池,具体为一种旋接式圆柱电池。
背景技术:
1、目前随着锂电池的广泛使用,电池使用的技术要求也在不断提高,圆柱电池越来越往大的方向发展,主要体现在容量、内阻上,现圆柱电池卷芯多采用全极耳揉平或多极耳拍平的方式进行设计,卷芯和盖板通过一体成型的负极集流盘和连接件分别利用激光焊接、铆接方式连接。
2、针对现有的大圆柱电池,常采用双电极端子结构,空间利用率较低,且大圆柱电池盖板组件多采用“工”字型一体化结构。现有工艺在对负极集流盘焊接完毕后,通过对连接片进行一折或者二折后才能入壳,折弯角度常常接近180°,折弯处容易产生应力集中导致连接件内部产生裂痕,负极集流盘与该连接件连接后,后续可能会出现负极集流盘断裂电池漏筛的风险,以及存在断路及短路的隐患;在批量化生产中会增加电池的不良率,进而增加了加工成本。
3、综上所述,为了提高空间利用率和安全性能,需要一种能够降低安全隐患的电池。
技术实现思路
1、基于此,有必要针对现有大圆柱电池盖板采用“工”字型一体化连接件容易产生裂痕影响电池安全性的问题,提供一种旋接式圆柱电池。
2、为实现上述目的,本实用新型采用了以下技术方案:
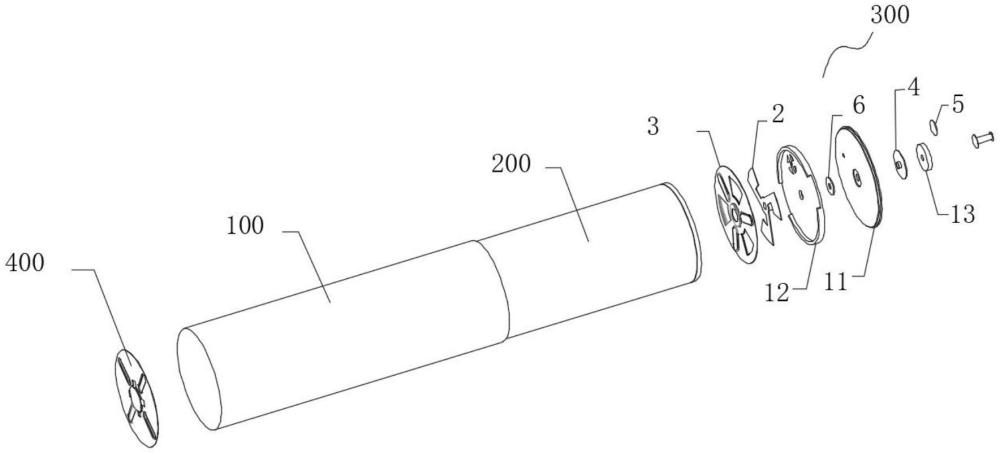
3、一种旋接式圆柱电池,包括依次连接的正极集流盘、圆柱壳体、负极集流盘和上盖;卷芯位于圆柱壳体内。上盖包括由多个呈环状分布的扇形片连为一体而成的连接片;负极集流盘的上表面向上延伸有与扇形片一一对应的上凸台,每个上凸台的顶面沿同一圆周方向倾斜设置,形成斜坡,上凸台沿圆周方向的两侧底部开有令扇形片旋入的开口。
4、进一步的,负极集流盘上表面向下开有多个呈环状分布的下凸台,下凸台与上凸台间隔设置。
5、进一步的,正极集流盘的上表面圆心处向下设置有下凸起,下凸起的侧壁顶部沿其径向开有多个过液槽。
6、进一步的,正极集流盘的上表面设置有与下凸起反方向的上凸起,上凸起环绕在下凸起的周边。
7、进一步的,圆柱壳体采用上端开口且下端封闭结构,正极集流盘与圆柱壳体的下端穿透焊连接。
8、进一步的,上盖还包括基板;基板包括上基板、下基板和极柱;上基板的下表面边缘处开有环形凹槽,下基板与上基板粘为一体,且圆心处均开有用于连接的通孔,套筒与通孔配合连接;下基板的外径与上基板的环形凹槽内径适配,极柱固接在上基板的上表面圆心处。
9、进一步的,上基板与极柱之间设置有绝缘垫片,绝缘垫片底部中心凸出并与上基板的通孔内壁相接触。
10、进一步的,上基板的上表面且位于极柱旁侧贯穿开有注液孔,注液孔纵贯至下基板上,注液孔的顶部且位于上基板的上表面开有沉槽,防爆片置于沉槽内。
11、进一步的,上基板的下表面圆心处开有内凹槽,内凹槽内放置有用于填补上基板和下基板之间缝隙的密封片。
12、进一步的,连接片的中心处贯穿设置有用于连接基板的套筒。
13、与现有技术相比,本实用新型的有益效果包括:
14、1、本实用新型设置连接片与负极集流盘接触连接,有效避免了常规“工”字型集流盘连接结构弯折带来的应力集中所造成的安全隐患;同时取消连接件弯折工序,可有效降低因连接件反弹导致的合盖偏移问题,以及有效降低封口不良现象;
15、2、本实用新型通过负极集流盘和正极集流盘的共同配合能够取消连接弯折工序,避免了负极集流盘弯折工序所产生的不良,降低了生产成本;
16、3、本实用新型通过单通结构的圆柱壳体,能够提高对壳体内部空间的利用率,进而令电池容量得到提高。
技术特征:
1.一种旋接式圆柱电池,其特征在于,其包括依次连接的正极集流盘(400)、圆柱壳体(100)、负极集流盘(3)和上盖(300);卷芯(200)位于圆柱壳体(100)内;
2.根据权利要求1所述的旋接式圆柱电池,其特征在于,负极集流盘(3)上表面向下开有多个呈环状分布的下凸台(32),下凸台(32)与上凸台(31)间隔设置。
3.根据权利要求1所述的旋接式圆柱电池,其特征在于,正极集流盘(400)的上表面圆心处向下设置有下凸起(401),下凸起(401)的侧壁顶部沿其径向开有多个过液槽(402)。
4.根据权利要求3所述的旋接式圆柱电池,其特征在于,正极集流盘(400)的上表面设置有与下凸起(401)反方向的上凸起(403),上凸起(403)环绕在下凸起(401)的周边。
5.根据权利要求1所述的旋接式圆柱电池,其特征在于,圆柱壳体(100)采用上端开口且下端封闭结构,正极集流盘(400)与圆柱壳体(100)的下端穿透焊连接。
6.根据权利要求5所述的旋接式圆柱电池,其特征在于,连接片(2)的中心处贯穿设置有用于连接基板(1)的套筒。
7.根据权利要求6所述的旋接式圆柱电池,其特征在于,上盖(300)还包括基板(1);基板(1)包括上基板(11)、下基板(12)和极柱(13);上基板(11)的下表面边缘处开有环形凹槽,下基板(12)与上基板(11)粘为一体,且圆心处均开有用于连接的通孔,所述套筒与所述通孔配合连接;下基板(12)的外径与上基板(11)的环形凹槽内径适配,极柱(13)固接在上基板(11)的上表面圆心处。
8.根据权利要求7所述的旋接式圆柱电池,其特征在于,上基板(11)与极柱(13)之间设置有绝缘垫片(4),绝缘垫片(4)底部中心凸出并与上基板(11)的通孔内壁相接触。
9.根据权利要求7所述的旋接式圆柱电池,其特征在于,上基板(11)的上表面且位于极柱(13)旁侧贯穿开有注液孔(14),注液孔(14)纵贯至下基板(12)上,注液孔(14)的顶部且位于上基板(11)的上表面开有沉槽(15),防爆片(5)置于沉槽(15)内。
10.根据权利要求7所述的旋接式圆柱电池,其特征在于,上基板(11)的下表面圆心处开有内凹槽(16),内凹槽(16)内放置有用于填补上基板(11)和下基板(12)之间缝隙的密封片(6)。
技术总结
本技术提供一种旋接式圆柱电池。该旋接式圆柱电池包括依次连接的正极集流盘、圆柱壳体、负极集流盘和上盖;卷芯位于圆柱壳体内。上盖包括由多个呈环状分布的扇形片连为一体而成的连接片;负极集流盘的上表面向上延伸有与所述扇形片一一对应的上凸台,每个上凸台的顶面沿同一圆周方向倾斜设置,形成斜坡,上凸台沿圆周方向的两侧底部开有令所述扇形片旋入的开口。本技术设置连接片与负极集流盘接触连接,有效避免了常规“工”字型集流盘连接结构弯折带来的应力集中所造成的安全隐患;同时取消连接件弯折工序,可有效降低因连接件反弹导致的合盖偏移问题,可以有效降低封口不良现象。
技术研发人员:惠志文,宋章训,厉强,杨庆亨
受保护的技术使用者:江苏中兴派能电池有限公司
技术研发日:20230614
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!