一种适用于野外快速收折展开的卷筒式避雷装置的制作方法
本技术属于避雷设备,尤其涉及一种适用于野外快速收折展开的卷筒式避雷装置。
背景技术:
1、由于在户外使用避雷设备的需求越来越多,市面上出现了很多便携式的避雷装置,这些避雷装置大多设计小巧,通过伸缩等形式实现避雷设备的打开和收纳,但是由于为了方便携带,避雷装置在功能和最终的实现效果上存在诸多不足,比如当片材从转动架中由片状卷成圆筒状向上伸出时,容易出现无法一次性卷制成功,影响避雷装置的安装效率;或者卷制后的筒状结构达不到理想的圆筒造型,从而无法实现最佳的避雷效果。并且现有的避雷设备在片材卷制成筒状结构后,由于形成的筒状结构长度较长,需要将竖直的筒状结构平放后,多筒状结构进行紧固,这也增加了安装避雷设备所需要的时间以及安装难度。
2、现有技术中,相关内容的改进如专利号为us20200011083a,名称为“tubular mastassembly, related kit, and methods(管状桅杆组件,相关套件,和方法)”的美国发明,其技术方案为:本发明提供了一种用于管状桅杆组件的连接器元件、管状桅杆组件和套件、组装和拆卸方法、导向装置和吊具。在一个方面中,管状桅杆组件包括第一和第二构件,每个构件包括弹性偏置为细长管形式的壳体,所述细长管具有沿其长度限定狭缝的纵向边缘。包括第一插座的连接器元件接收第一构件的端部,并且第二插座接收第二构件的端部,以便将第一构件和第二构件连接成延伸的管状形式。每个构件可以从其插座上断开,其外壳在狭缝处打开,以呈现扁平形式,在这种形式中,可以将其缠绕成卷曲形式以存放组件。
3、如图9所示,上述专利采用插座结构将管状的第一构件和第二构件相互连接,通过插座结构实现对管状结构的连接固定,最终形成一个有较长高度的管状桅杆结构,但是成型效果并不好,并且依靠连接插座实现连接和对每一构件的管状结构定型的作用,当在野外使用上述结构时,也无法做到快速收折和展开。
4、再如中国专利号为cn201711276530.9,名称为“一种复合材料双稳态自伸展结构及其制造方法”的发明专利,其技术方案为:本发明涉及一种复合材料双稳态自伸展结构及其制造方法,该双稳态自伸展结构存在伸展构型和卷拢构型两种稳定构型;所述伸展构型为主稳态,所述卷拢构型为次稳态,并且次稳态在外界激励下可自发转变为主稳态。如图10所示上述现有技术中双稳态是伸展构型和卷拢构型都能保证稳定,但是在实际使用中,复合材料从伸展变为卷拢是,由于缺乏成型支撑工具,会导致成型后的卷拢构型造型易变形,达不到设计效果,并且从卷拢造型变换为伸展造型时,也由于缺乏成型支撑工具而造成在变形的过程中容易卡住的问题。
技术实现思路
1、为了克服现有的技术存在的上述问题,现在提出一种能够使片状片材更容易卷制成筒状结构,并且卷制后的筒状结构能够更加牢固的和方便的适用于野外快速收折展开的卷筒式避雷装置。
2、为实现上述技术效果,本技术的技术方案如下:
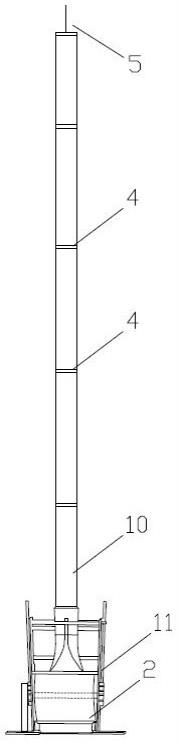
3、一种适用于野外快速收折展开的卷筒式避雷装置,包括避雷针和卷筒本体,所述卷筒本体上安装有用放置成卷片材的转轴,成卷的片材缠绕在转轴上,所述卷筒本体的一侧设置有辅助片材形成筒状结构的成型支撑器,在成型支撑器的顶端套接有用于对筒状结构进行径向固定的多个弹性环形固定件,所述筒状结构的顶端设置有避雷针;
4、所述转轴与电机相连,电机带动转轴转动,所述电机与电池连接,所述片材的内侧沿其长度方向均匀分布设置有多组加强凸筋,所述成型支撑器内侧设置有伸缩式支撑杆,伸缩式支撑杆对片材成形为筒状结构后的内侧加强筋提供支撑力。
5、进一步地,所述成型支撑器包括竖直设置、带有内凹弧面三角形状的辅助成型部,所述辅助成型部的弧面内凹一侧的中部竖直设置有成型圆筒,所述成型圆筒与辅助成型部的弧面内凹一侧相互贴合,两者之间形成成型通道,所述成型通道入口位于辅助成型部的底部宽边,所述成型通道的出口位于辅助成型部的顶部窄边。
6、再进一步地,所述辅助成型部的内侧下部设置有用于对进入成型通道入口的片材进行固定的挂环。
7、再进一步地,所述辅助成型部的上部的弧面弧度与成型圆筒外表面弧度一致。
8、再进一步地,所述卷筒本体包括框体和位于框体中的转轴,转轴可相对于框体发生自转,所述成型支撑器下部的宽边固定在框体之间,成型支撑器竖直安装在框体上。
9、进一步地,所述成型支撑器的窄边部分顶端套接有多个弹性环形固定件。
10、再进一步地,所述弹性环形固定件为橡胶圈。
11、或再进一步地,所述弹性环形固定件为围绕成环状的弹簧。
12、进一步地,所述筒状结构的顶端通过安装座与避雷针相连。
13、进一步地,每组加强筋数量的数量为一个。
14、再进一步地,每组的加强筋的长度与片材的宽度一致,片材卷制成型为筒状结构后,所述加强筋呈环状结构。
15、进一步地,每组加强筋数量大于一个,每组的所有加强筋沿片材宽度分布,片材成型为筒状结构后,每组加强筋沿则沿筒状结构的径向分布,且该组所有加强筋的水平高度一致。
16、再进一步地,所述伸缩式支撑杆对应设置有多个,每个伸缩式支撑杆对应一组中的一个加强筋。
17、进一步地,筒状结构长度方向上,每组加强筋之间的间距为一个固定距离,且伸缩式支撑杆伸出的极限高度小于该固定距离。
18、进一步地,所述伸缩支撑杆包括伸缩杆和伸缩杆末端的支撑挡片,所述支撑挡片的长度与加强筋的凸出尺寸相匹配。
19、再进一步地,伸缩支撑杆与微型气缸相连,所述微型气缸由电池供电。
20、进一步地,所述电池为锂电池或磷酸铁锂电池。
21、本技术的优点为:
22、1、本技术能够将成卷的片材在转轴的带动下,经过成型支撑器的成形,能够快速准确的卷制为筒状结构,提高了造型转换的效率和成功率,并且结合到成型支撑器上的多个弹性环形固定件,能每隔一段在筒状结构上套接一个弹性环形固定件,无需将避雷装置横放即可实现对筒状结构的造型固定,简化了筒状结构的固定程序,进一步提供了避雷装置的安装效率;本技术能够在野外无外部电源的情况下,实现转轴的自动化工作,提高了卷筒装置的工作效率,无需人工带动转轴转动。当片材成型为筒状结构后,伸缩式支撑杆能够对位于筒状结构内侧的加强筋起到支撑作用,还能够随着筒状结构的上升,持续对筒状结构起上推的效果,有效防止了初成型的筒状结构由于支撑力不够而产生的滑脱情况。
23、2、本技术的采用的成型支撑器结构简单,能够快速将片状的片材成型为筒状结构,通过有内凹弧面三角形状的辅助成型部能够将片材向内收,使得片材逐渐向成型圆筒外表面贴合,最终使得片材沿成型通道逐渐向上,将片材从平面成型为筒状结构,其成型的过程中涉及的部件结构简单,并且成型支撑器由于竖直放置,能够兼顾对片材的成型作用和筒状结构的支撑作用。
24、3、本技术在成型通道入口处设置的挂环能够方便开始成型开始阶段的片材顺利在转轴的带动下向上完全进入到成型支撑器中,可以无需操作者人为的将片材其实部分送入到成型支撑器的宽口部分,降低了操作的风险,同时也提高了将片材送入成型支撑器的成功率。
25、4、本技术设置有多个可以从成型支撑器顶部自由取下的弹性环形固定件,方便了操作者在筒状结构成型过程中可以陆续的逐一将弹性环形固定件从成型支撑器顶部取下,再将其直接向上套接在初成型的筒状结构上,固定方式简单,避免了传统方式中需要将已成型好的筒状结构放倒后,再在筒状结构上间隔安装固定结构的麻烦。本技术的固定结构可直接在成型过程快速完成。
26、5、本技术在片材的内侧加工有加强筋,加强筋能够在伸缩式支撑杆的支撑和推动下,辅助片材更顺利的成型为筒状结构,避免初成型后的筒状结构由于缺乏下方的支撑力而成型失败,加强筋的数量已经分布可以根据实际的需求而进行调整,可以设置多个也可以每组只设置一个。
27、6、本技术的伸缩式支撑杆结构简单,通过微型气缸直接带动伸缩杆的上升和下降,就能够实现对加强筋的支撑和上推,并且将支撑杆伸出的长度小于与每组加强筋的间距,能够保证伸缩式支撑杆在下降的过程中不与其余的加强筋发生干扰。
28、7、本技术的电机和微型气缸均由电池供电,电池同时对两者供电,解决了在野外无法高效、便捷的使用避雷装置的问题。
29、8、本技术通过成型支撑器将片材成型为筒状结构后,由于成型率高,成型效果更好,所以成型后的筒状结构更加稳定,在实验中,即使去掉对于避雷装置起固定的固定绳,也能正常使用,而现有技术中的避雷装置则必须使用拉绳才能保证整体稳定。
- 还没有人留言评论。精彩留言会获得点赞!