一种电池串生产设备的制作方法
本技术涉及电池生产领域,具体地说是一种电池串生产设备。
背景技术:
1、目前在利用电池串生产设备生产电池串时,首先利用串接输送线将铺放的电池片和焊带输送至焊接设备完成焊接,然后再经过串切刀将焊接的电池串进行分串形成具备预定数量电池片的电池串。
2、在利用目前的电池串生产设备进行无主栅电池片的串焊时,由于无主栅电池片上没有主栅,电池片与焊带焊接成串后,电池片与焊带之间的结合力较差,从而导致焊带容易与电池片部分或整体脱离,影响组件的正常生产。
3、申请内容
4、为了解决现有的电池串生产设备存在的上述技术问题,本技术提供了一种电池串生产设备,其详细技术方案如下:
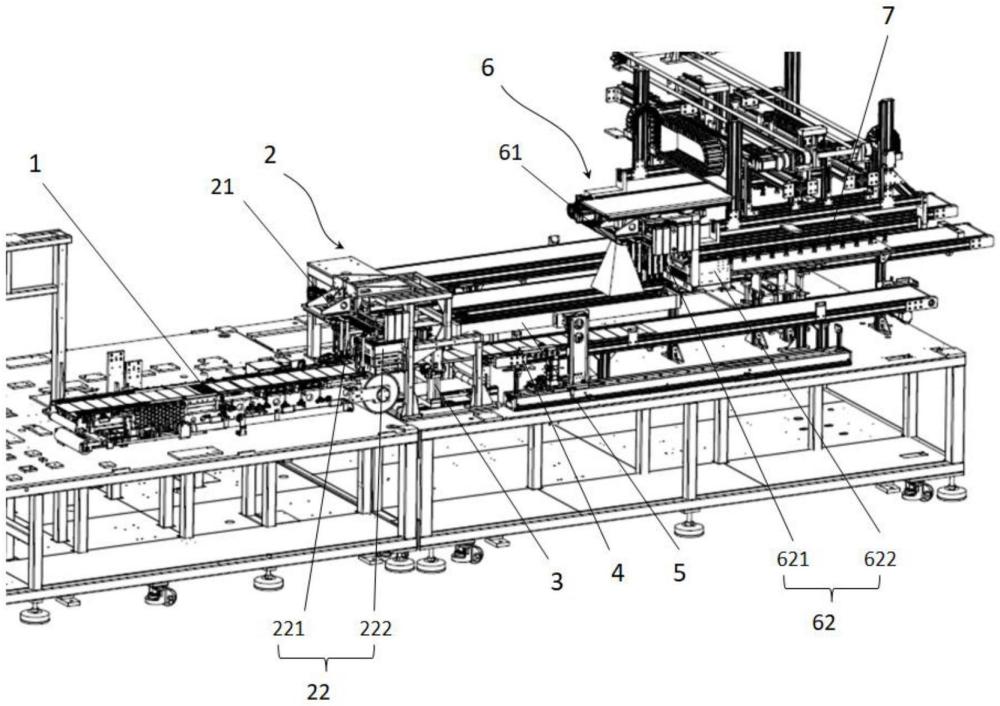
5、一种电池串生产设备,包括串接输送线、第一施胶机构、分串机构、出料输送线、翻转机构及第二施胶机构,其中:
6、出料输送线位于串接输送线的后道,分串机构设置在串接输送线的出料端和出料输送线的进料端之间;
7、串接输送线用于将焊接成串的无主栅电池片朝向出料输送线输送,串接输送线的输送路径上设有第一施胶工位;
8、第一施胶机构位于第一施胶工位的上方,第一施胶机构用于对被输送至第一施胶工位处的无主栅电池片的第一表面上的焊带施胶,使得无主栅电池片的第一表面上的焊带粘接在第一表面上;
9、分串机构用于在预定数量的完成第一表面施胶的无主栅电池片进入出料输送线后,切断相邻两片无主栅电池片之间的焊带,以使出料输送线上获得包含有预定数量的无主栅电池片的电池串;
10、翻转机构设置在出料输送线的上方;
11、翻转机构用于从出料输送线上拾取电池串并翻转电池串,以使得电池串中无主栅电池片的第二表面朝上,翻转机构还用于输送翻转后的电池串,翻转机构的输送路径上设有第二施胶工位;
12、第二施胶机构位于第二施胶工位的上方,第二施胶机构用于对被输送至第二施胶工位处的无主栅电池片的第二表面上的焊带施胶,使得无主栅电池片的第二表面上的焊带粘接在第二表面上。
13、本技术提供的电池串生产设备,通过在分串机构前道设置第一施胶机构,实现了对焊接后的无主栅电池片的第一表面焊带的施胶,提高了第一表面上的焊带与电池片之间的结合力;通过在分串机构后道设置可平移的翻转机构和第二施胶机构,实现了对焊接后的无主栅电池片的第二表面焊带的施胶,提高了第二表面上的焊带与电池片之间的结合力,从而有效避免焊带与电池片之间发生脱离,进而便于对电池串进行后道的搬运、排版等操作;本技术的电池串生产设备结构设计巧妙,可直接在现有的电池串生产设备上进行加装改造,实现设备升级,显著降低设备成本。
14、在一些实施例中,第一施胶机构包括第一定位部和第一施胶部,其中,第一定位部用于实施对待第一表面施胶的无主栅电池片的定位,第一施胶部用于根据无主栅电池片的位置实施对无主栅电池片的第一表面上的焊带的施胶。
15、通过第一定位部和第一施胶部的配合,保证了第一施胶机构能够实施对无主栅电池片的第一表面上的焊带的精准施胶。
16、在一些实施例中,第一施胶部包括第一胶料涂覆件和第一胶料固化部,其中,第一胶料涂覆件用于将胶料涂覆至无主栅电池片的第一表面上的焊带上,第一胶料固化部用于固化胶料,使得无主栅电池片的第一表面上的焊带经固化的胶料胶粘在第一表面上。
17、通过将第一施胶部设置成包括第一胶料涂覆件和第一胶料固化部,使得第一施胶部在将胶料涂覆至无主栅电池片的第一表面上的焊带上后,随即实施对胶料的固化,从而确保胶料将无主栅电池片的第一表面上的焊带胶粘在第一表面上。
18、在一些实施例中,第一施胶部包括第一胶膜贴附件,第一胶膜贴附件用于将至少两条第一胶膜沿垂直于焊带延伸方向贴附至无主栅电池片的第一表面上,使得无主栅电池片的第一表面上的焊带经第一胶膜胶粘在第一表面上。
19、采用贴胶膜的方式,无需固化,完成胶膜贴附后即能将焊带胶粘在第一表面上,从而提升了胶粘效率。
20、在一些实施例中,电池串生产设备还包括焊接机构,串接输送线的输送路径上位于第一施胶工位的前道设置有焊接工位,焊接机构设置在焊接工位上方;串接输送线被配置为步进输送无主栅电池片,串接输送线每步进一次,将一片无主栅电池片输送至焊接工位,以及将一片无主栅电池片输送至第一施胶工位。
21、通过设置焊接机构,实现了对无主栅电池片的焊接。特别的,通过对串接输送线的步进节奏进行设置,使得第一施胶部的施胶节拍与前道的焊接机构的焊接节拍一致,防止出现施胶等待,提升工作效率。
22、在一些实施例中,翻转机构包括平移部、升降部、翻转部及吸取部,其中:吸取部连接在翻转部的活动部件上,翻转部连接在升降部的活动部件上,升降部连接在平移部的活动部件上;升降部用于驱动吸取部升降,以带动吸取部从出料输送线上吸取电池串;翻转部用于驱动吸取部翻转,以实施对电池串的翻转;平移部用于驱动吸取部平移,以将电池串朝向第二施胶工位输送。
23、通过平移部、升降部及翻转部的配合驱动,使得吸取部能够从出料输送线上吸取电池串,并在完成对电池串的翻转后,将电池串输送至第二施胶工位处。
24、在一些实施例中,翻转机构被配置为步进输送无主栅电池片,翻转机构每步进一次,将一片或多片无主栅电池片输送至第二施胶工位。
25、翻转机构按步进输送方式每次将一片或多片无主栅电池片输送至第二施胶工位,从而确保第二施胶部的施胶节拍。
26、在一些实施例中,第二施胶机构包括第二定位部和第二施胶部,其中,第二定位部用于实施对待第二表面施胶的无主栅电池片的定位,第二施胶部用于根据无主栅电池片的位置实施对无主栅电池片的第二表面上的焊带的施胶。
27、通过第二定位部和第二施胶部的配合,保证了第二施胶机构能够实施对无主栅电池片的第二表面上的焊带的精准施胶。
28、在一些实施例中,第二施胶部包括第二胶料涂覆件和第二胶料固化部,其中,第二胶料涂覆件用于将胶料涂覆至无主栅电池片的第二表面上的焊带上,第二胶料固化部用于固化胶料,使得无主栅电池片的第二表面上的焊带经固化的胶料胶粘在第二表面上。
29、通过将第二施胶部设置成包括第二胶料涂覆件和第二胶料固化部,使得第二施胶部在将胶料涂覆至无主栅电池片的第二表面上的焊带上后,随即实施对胶料的固化,从而确保胶料将无主栅电池片的第二表面上的焊带胶粘在第二表面上。
30、在一些实施例中,第二施胶部包括第二胶膜贴附件,第二胶膜贴附件用于将至少两条第二胶膜沿垂直于焊带延伸方向贴附至无主栅电池片的第二表面上,使得无主栅电池片的第二表面上的焊带经第二胶膜胶粘在第二表面上。
31、采用贴胶膜的方式,无需固化,完成胶膜贴附后即能将第二胶膜胶粘在第二表面上,从而提升了胶粘效率。
32、在一些实施例中,电池串生产设备还包括下料搬运机构,下料搬运机构设置在出料输送线的输出端上方,下料搬运机构用于从翻转机构上拾取完成第二表面施胶后的电池串,以及将电池串搬运至后道工位;翻转机构还用于在下料搬运机构拾取电池串后返回出料输送线的输入端,以从出料输送线上拾取下一个电池串。
33、通过设置下料搬运机构,实现了对完成施胶后的电池串的自动下料。
34、在一些实施例中,电池串生产设备还包括平移机构,第二施胶机构连接在平移机构的活动部件上,平移机构用于驱动第二施胶机构在施胶位置和避让位置之间平移,其中:第二施胶机构移动至施胶位置时,对被输送至第二施胶工位处的无主栅电池片的第二表面上的焊带施胶;第二施胶机构移动至避让位置时,避让下料搬运机构。
35、通过设置平移机构,实现了第二施胶机构在施胶位置和避让位置之间的位置切换,从而在确保第二施胶机构在正常施胶的前提下,实现了对下料搬运机构的避让,防止第二施胶机构与下料搬运机构产生干涉。
36、在一些实施例中,电池串生产设备还包括串检相机,串检相机设置在第二施胶机构与下料搬运机构之间,或者串检相机设置在下料搬运机构的安装架上;串检相机用于对完成第二表面施胶的电池串实施外观检测和/或施胶质量检测。
37、通过设置串检相机,实现了对完成施胶的电池串实施外观检测和/或施胶质量检测。如此,使得下料搬运机构能够根据检测结果实施对电池串的分类下料。
技术实现思路
- 还没有人留言评论。精彩留言会获得点赞!